一种薄板坯高拉速低碳钢生产用的保护渣及其制备方法与流程
1.本技术涉及低碳钢生产领域,尤其涉及一种薄板坯高拉速低碳钢生产用的保护渣及其制备方法。
背景技术:
2.钢铁连铸技术是钢铁制造产业的关键技术之一,随着钢铁行业的发展,钢铁生产的工艺不断完善,连铸机生产效率不断提高;而在连铸生产中需要加入连铸结晶器保护渣,以控制铸坯表面质量,一般的保护渣是一种覆盖在钢水表面的炼钢辅助用功能材料,外形呈黑色粉末状或中空颗粒状,具有绝热保温、防止钢水氧化、吸收夹杂、润滑及控制传热等多种功能,其化学成分通常以cao、sio2二元系为主,外配caf2、na2o、li2o等作为助熔剂,以及少量的al2o3、mgo、mno等组分和一些其它不可避免的杂质(如fe2o3)组成,从而达到适宜的理化性能,进而满足上述使用要求。
3.若是将保护渣应用在mccr生产线中,在较低的拉速条件下,生产的低碳钢表面裂纹较少且表面夹渣率较低,但是当拉速>5.5m/min时,生产的低碳钢表面裂纹和夹渣率较高,因此如何提供一种高拉速条件下有效保护低碳钢的保护渣,是目前亟需解决的技术问题。
技术实现要素:
4.本技术提供了一种薄板坯高拉速低碳钢生产用的保护渣及其制备方法,以解决现有技术中高拉速条件下的保护渣无法有效的保护低碳钢的技术问题。
5.第一方面,本技术提供了一种薄板坯高拉速低碳钢生产用的保护渣,以质量分数计,所述保护渣的原料包括:硅灰石:10%~30%,萤石:3%~10%,纯碱:3%~10%,碳质材料:1%~5%,粘结剂:3%~8%,其余为预熔基料;
6.其中,所述碳质材料包括炭黑与石墨。
7.可选的,所述炭黑和所述石墨的重量之比为1∶(1.5~3)。
8.可选的,所述炭黑为半补强炭黑;
9.所述石墨的粒径为20μm~30μm。
10.可选的,以质量分数计,所述预熔基料的化学成分包括:cao:40%~45%,sio2:38%~42%,al2o3:4%~10%,mgo:4%~10%,其余为不可避免的杂质。
11.可选的,以质量分数计,所述保护渣的原料还包括:硼系阻燃剂:1%~3%。
12.可选的,以质量分数计,所述保护渣的原料还包括:氧化铈:3%~8%。
13.第二方面,本技术提供了一种制备第一方面所述的保护渣的方法,所述方法包括:
14.分别得到硅灰石、萤石、纯碱、碳质材料、粘结剂、预熔基料、硼系阻燃剂和氧化铈;
15.将所述硅灰石、所述萤石、所述纯碱、所述碳质材料、所述粘结剂、所述预熔基料、所述硼系阻燃剂和所述氧化铈进行配料,得到混合料;
16.向所述混合料中按照第一预设量加入溶剂,后进行搅拌,得到悬浊液;
17.将所述悬浊液以预设温度进行喷吹造粒,得到保护渣。
18.可选的,所述配料包括第一配料和第二配料;
19.所述第一配料包括:将所述纯碱、所述碳质材料和所述粘结剂进行混合后以第二预设量加入所述溶剂;
20.所述第二配料包括:将所述硅灰石、所述萤石、所述预熔基料、所述硼系阻燃剂和所述氧化铈进行配料。
21.可选的,所述第一预设量和所述第二预设量都占所述混合料总重的55%~65%。
22.可选的,所述喷吹造粒的温度为500℃~600℃。
23.本技术实施例提供的上述技术方案与现有技术相比具有如下优点:
24.本技术实施例提供的一种薄板坯高拉速低碳钢生产用的保护渣及其制备方法,通过在保护渣中加入包括炭黑和石墨的碳质材料,利用碳质材料的骨架效应对保护渣的熔化温度进行调控,具体调控方式为:当温度较低时,炭黑发挥控制熔化速度的作用;当温度升高时,石墨发挥控制熔化速度的作用,从而保证保护渣的熔化速度在较宽的温度范围内缓慢变化,再通过纯碱调节保护渣的碱度,通过碱度使得萤石中的f离子充分发挥作用,f离子可以降低保护渣的粘度,提高保护渣的流动性,从而使得保护渣可以均匀、快速的流入碳钢铸坯和结晶器之间,进而在碳钢铸坯与结晶器之间形成液态渣膜,再通过液态渣膜和固态渣膜组成保护层,进而能充分发挥保护渣的作用,使得碳钢铸坯在较高的拉速条件下,不易产生裂纹,从而有效的保护高拉速条件下的低碳钢。
附图说明
25.此处的附图被并入说明书中并构成本说明书的一部分,示出了符合本发明的实施例,并与说明书一起用于解释本发明的原理。
26.为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,对于本领域普通技术人员而言,在不付出创造性劳动性的前提下,还可以根据这些附图获得其他的附图。
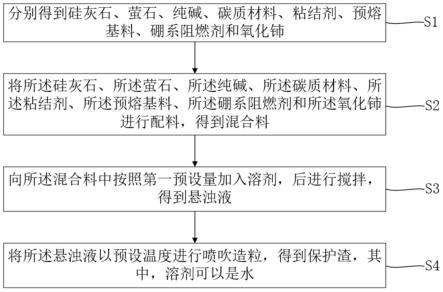
27.图1为本技术实施例提供的方法的流程示意图。
具体实施方式
28.为使本技术实施例的目的、技术方案和优点更加清楚,下面将结合本技术实施例中的附图,对本技术实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例是本技术的一部分实施例,而不是全部的实施例。基于本技术中的实施例,本领域普通技术人员在没有做出创造性劳动的前提下所获得的所有其他实施例,都属于本技术保护的范围。
29.在本技术一个实施例中,提供一种薄板坯高拉速低碳钢生产用的保护渣,以质量分数计,所述保护渣的原料包括:硅灰石:10%~30%,萤石:3%~10%,纯碱:3%~10%,碳质材料:1%~5%,粘结剂:3%~8%,其余为预熔基料;
30.其中,所述碳质材料包括炭黑与石墨。
31.本技术实施例中,硅灰石的质量分数为10%~30%的积极效果是在该质量分数的范围内,能保证硅灰石能提供一定的sio2,同时能在保护渣中形成网络结构形成体,与碱性氧化物反应生成低熔点化合物,从而降低保护渣熔点,进一步有效的保护高拉速条件下的
低碳钢;当质量分数的取值大于该范围的端点最大值,将导致的不利影响是过高的硅灰石将导致sio2的含量过高,从而影响保护渣熔点过低,而硅灰石的流动过强,从而无法有效的对低碳钢进行保护,当质量分数的取值小于该范围的端点最小值,将导致的不利影响是过低的硅灰石将导致sio2的含量过低,无法有效的形成足够的低熔点化合物,从而无法降低保护渣的熔点。
32.萤石的质量分数为3%~10%的积极效果是在该质量分数的范围内,能保证f离子的含量充足,从而有效的降低保护渣的粘度,提高保护渣的流动性,使得保护渣可以均匀、快速的流入碳钢铸坯与结晶器之间,在碳钢铸坯与结晶器之间形成液态渣膜与固态渣膜组成的保护层,充分发挥保护渣的作用;当质量分数的取值大于该范围的端点最大值,将导致的不利影响是过多的萤石将导致f离子含量过多,促使保护渣的流动性过大,不利于保护渣均匀、快速的流入碳钢铸坯与结晶器之间,当质量分数的取值小于该范围的端点最小值,将导致的不利影响是过低的萤石将导致f离子含量过低,促使保护渣的流动性不足,无法形成保护层,从而无法发挥保护渣的作用。
33.纯碱的质量分数为3%~10%的积极效果是在该质量分数的范围内,能保证保护渣的碱度,从而保证在该碱度范围内,能促使萤石中f离子可以发挥作用,降低保护渣的黏度,从而保证保护渣的流动性;当质量分数的取值大于该范围的端点最大值,将导致的不利影响是过多的纯碱将导致溶液的碱度过大,将使f离子无法充分发挥作用,导致保护渣的黏度无法降低,从而无法保证保护渣的流动性,当质量分数的取值小于该范围的端点最小值,将导致的不利影响是过低的纯碱将无法保证保护渣合适的碱度,从而无法有效降低保护渣的黏度,从而保证保护渣的流动性。
34.碳质材料的质量分数为1%~5%的积极效果是在该质量分数的范围内,利用碳质材料的骨架效应对保护渣的熔化温度进行调控,从而保证熔化速度在较宽的温度范围内;当质量分数的取值大于该范围的端点最大值,将导致的不利影响是过多的碳质材料将产生过度发达的烧结层而尽量使钢水增碳,当质量分数的取值小于该范围的端点最小值,将导致的不利影响是过低的碳质材料将无法保证产生足够的骨架效应,从而无法对保护渣的熔化速度进行调控。
35.粘结剂的质量分数为3%~8%的积极效果是在该质量分数的范围内,能通过粘结剂将保护渣的各个原料聚集成型,进而得到粒度合适的保护渣;当质量分数的取值大于该范围的端点最大值,将导致的不利影响是过多的粘结剂将导致过大的保护渣粒径,不利于对碳钢铸坯的保护,当质量分数的取值小于该范围的端点最小值,将导致的不利影响是过少的粘结剂将导致无法使保护渣聚集成型,导致保护渣的粒度过小,影响对碳钢铸坯的保护。
36.在一些可选的实施方式中,所述炭黑和所述石墨的重量之比为1∶(1.5~3)。
37.本技术实施例中,炭黑和石墨的重量之比为1∶(1.5~3)的积极效果是在该重量之比的范围内,能保证当温度较低时,炭黑发挥控制熔化速度的作用,当温度升高时,石墨发挥控制熔化速度的作用,因此通过控制炭黑和石墨的重量比可有效的保证熔化速度在较宽的温度范围内变化缓慢;当重量之比的取值大于或小于该范围的端点值,都将导致熔化速度的变化过快,从而无法保证熔化速度在较宽的温度范围内变化缓慢。
38.在一些可选的实施方式中,所述炭黑为半补强炭黑;
39.所述石墨的粒径为20μm~30μm。
40.本技术实施例中,炭黑为半补强炭黑的积极效果是由于在低碳钢的生产中需要避免增碳,因此需要控制碳质材料的含碳量,从而降低增碳的几率,在相同的低碳含量的炭黑中,半补强炭黑对保护渣熔化速度的控制作用更强,可以更好发挥与石墨的配合作用,既对保护渣熔化温度进行调控,又可以尽量避免碳钢铸坯增碳,以保证碳钢的质量。
41.石墨的粒径为20μm~30μm的积极效果是在该粒径范围内,一方面可以更好的发挥与炭黑的配合作用,对保护渣的温度进行有效的调控,另一方面还可以起到一定的润滑作用,提高保护渣的流动性,使得保护渣可以更顺利的流入碳钢铸坯与结晶器之间,从而起到保护渣对碳钢铸坯的保护作用,降低高拉速条件下生产的低碳钢的表面裂纹率,从而有效的保护高拉速条件下的低碳钢。
42.在一些可选的实施方式中,以质量分数计,所述预熔基料的化学成分包括:cao:40%~45%,sio2:38%~42%,al2o3:4%~10%,mgo:4%~10%,其余为不可避免的杂质。
43.本技术实施例中,cao的质量分数为40%~45%的积极效果是在该质量分数的范围内,由于cao是保护渣中枪晶石矿相的主要成份,因此控制cao的质量分数可以有效的控制枪晶石矿相的均匀程度;当质量分数的取值大于或小于该范围的端点值,都将导致枪晶石矿相的均匀程度不足,从而影响对低碳钢的保护。
44.sio2的质量分数为38%~42%的积极效果是在该质量分数范围内,由于sio2是保护渣内主要的酸性氧化物,也是枪晶石的主要成分之一,更是保护渣中重要的的网络结构形成体,与碱性氧化物反应生成低熔点化合物,降低保护渣熔点;当质量分数的取值大于或小于该范围的端点值,都将导致保护渣的酸碱度失衡,同时无法有效的形成网络结构形成体,无法降低保护渣的熔点。
45.al2o3的质量分数为4%~10%的积极效果是在该质量分数范围内,由于al2o3为两性氧化物,在碱性熔渣中属于网络结构形成体,能在一定范围内调节熔渣结晶性能;当质量分数的取值大于或小于该范围的端点值,将导致熔渣的结晶性能出现波动,从而影响发挥保护渣的作用。
46.mgo的质量分数为4%~10%的积极效果是在该质量分数范围内,由于mgo为碱土金属氧化物,在保护渣中可以部分代替cao,同时能改善保护渣的润滑性能;当质量分数的取值大于或小于该范围的端点值,将导致保护渣的润滑性能波动较大,从而导致保护渣的流动性降低,影响高拉速条件下对低碳钢的保护效果。
47.在一些可选的实施方式中,以质量分数计,所述保护渣的原料还包括:硼系阻燃剂:1%~3%。
48.本技术中,硼系阻燃剂的质量分数为1%~3%的积极效果是由于硼系阻燃剂熔点较低,在高温下呈熔融态,能有效封闭碳的活性部位,阻滞氧的扩散,从而延缓了碳的氧化,并且与碳质材料配合,充分发挥碳在保护渣熔化过程中所起的骨架作用,延缓碳的烧损速度,从而延缓保护渣对碳钢渣的保护作用,使得在高拉速条件下,低碳钢表面也不易产生裂纹;当质量分数的取值大于或小于该范围的端点值,都将导致氧的扩散波动,从而导致碳的氧化不稳定,进而导致低碳钢表面在高拉速条件下产生裂纹的风险增加。
49.在一些可选的实施方式中,以质量分数计,所述保护渣的原料还包括:氧化铈:3%~8%。
50.本技术实施例中,氧化铈的质量分数为3%~8%的积极效果是在该质量分数范围内,由于预熔基料一般为cao-sio2基,在加入氧化铈的情况下,高温下cao-sio2基保护渣熔体的聚合度降低,导致保护渣的熔体黏度的下降,从而提高保护渣的流动性,使得保护渣可以更顺利的流入碳钢铸坯与结晶器之间,从而起到保护渣对碳钢铸坯的润滑和控制传热作用,降低裂纹的产生,并且氧化铈还可以促进保护渣中高熔点结晶相枪晶石和的ce
467
(sio4)3o的析出,增强保护渣的结晶能力,从而增强保护渣阻止碳钢铸坯产生裂纹的能力,降低高拉速条件下生产的低碳钢的表面裂纹率;当质量分数的取值大于或小于该范围的端点值,都将导致氧化铈的含量不稳定,不仅将增加成本还将导致保护渣的结晶能力不足,无法有效的使保护渣阻止碳钢铸坯产生裂纹。
51.在本技术一个实施例中,如图1所示,提供一种薄板坯高拉速低碳钢生产用的保护渣的制备方法,所述方法包括:
52.s1.分别得到硅灰石、萤石、纯碱、碳质材料、粘结剂、预熔基料、硼系阻燃剂和氧化铈;
53.s2.将所述硅灰石、所述萤石、所述纯碱、所述碳质材料、所述粘结剂、所述预熔基料、所述硼系阻燃剂和所述氧化铈进行配料,得到混合料;
54.s3.向所述混合料中按照第一预设量加入溶剂,后进行搅拌,得到悬浊液;
55.s4.将所述悬浊液以预设温度进行喷吹造粒,得到保护渣,其中,溶剂可以是水。
56.在一些可选的实施方式中,所述配料包括第一配料和第二配料;
57.所述第一配料包括:将所述纯碱、所述碳质材料和所述粘结剂进行混合后以第二预设量加入所述溶剂;
58.所述第二配料包括:将所述硅灰石、所述萤石、所述预熔基料、所述硼系阻燃剂和所述氧化铈进行配料。
59.本技术实施例中,通过分批投料,先将纯碱、碳质材料、粘结剂投入水中,由于纯碱遇水产生化学反应放热,可以提高制浆水温,并且由于碳质材料和粘结剂分散性差,先投入水中可以提高其在泥浆中的分散性,从而提高制得的保护渣的整体性能。
60.在一些可选的实施方式中,所述第一预设量和所述第二预设量都占所述混合料总重的55%~65%。
61.本技术实施例中,第一预设量和第二预设量都占混合料总重的55%~65%的积极效果是在该重量占比的范围内,能保证将各个原料分散充分,从而能保证保护渣的整体性能;当重量占比的取值大于或小于该范围的端点值,都将导致原料分散程度不足,进而影响保护渣的性能。
62.在一些可选的实施方式中,所述喷吹造粒的温度为500℃~600℃。
63.本技术实施例中,喷吹造粒的温度为500℃~600℃的积极效果是在该温度范围内,能保证水分和其他成分粘接牢固,从而形成致密的保护渣内部结构;当温度的取值大于或小于该范围的端点值,都将导致喷吹造粒阶段的温度不符合要求,影响保护渣的整体性能。
64.实施例1
65.一种薄板坯高拉速低碳钢生产用的保护渣,以质量分数计,保护渣的原料包括:硅灰石:10%~30%,萤石:3%~10%,纯碱:3%~10%,碳质材料:1%~5%,粘结剂:3%~
8%,其余为预熔基料;
66.其中,碳质材料包括炭黑与石墨;
67.原料的来源如下:
68.硅灰石,购自济南贝贝化工科技有限公司,货号为012;
69.萤石,购自灵寿县顺诚矿产品加工厂,货号为562-set-258;
70.粘结剂为淀粉和木质素磺酸钠,购自山东豪顺化工有限公司;
71.硼系阻燃剂为硼砂,购自山东多聚化学有限公司;
72.半补强炭黑,购自河北墨钰化工有限公司,型号n774;
73.中超炭黑,购自天津华冉化工科技有限公司。
74.炭黑和石墨的重量之比为1∶1.5。
75.炭黑为半补强炭黑;
76.石墨的粒径为20μm~30μm。
77.以质量分数计,预熔基料的化学成分包括:cao:40%,sio2:42%,al2o3:4%,mgo:10%,其余为不可避免的杂质。
78.如图1所示,一种薄板坯高拉速低碳钢生产用的保护渣的制备方法,包括:
79.s1.分别得到硅灰石、萤石、纯碱、碳质材料、粘结剂、预熔基料、硼系阻燃剂和氧化铈;
80.s2.将硅灰石、萤石、纯碱、碳质材料、粘结剂、预熔基料、硼系阻燃剂和氧化铈进行配料,得到混合料;
81.s3.向混合料中按照第一预设量加入溶剂,后进行搅拌,得到悬浊液;
82.s4.将悬浊液以预设温度进行喷吹造粒,得到保护渣。
83.将各个实施例进行对比,具体对比情况如下所示:
84.一、预熔基料化学成分重量百分含量的对比情况:
85.将实施例1和实施例11-14进行对比,结果如表1所示。
86.表1实施例1和实施例11-14的预熔基料化学成分重量百分含量(%)
[0087][0088]
二、原料配比的不同的对比情况:
[0089]
将实施例1和实施例2-5进行对比,结果如表2所示
[0090]
表2实施例1和实施例2-5的原料配比表(kg)
[0091][0092]
三、碳质材料配比不同的对比情况:
[0093]
将实施例3和实施例6-7进行对比,结果如表3所示
[0094]
表3实施例3和实施例6-7的碳质材料配比表(kg)
[0095][0096]
四、其余对比情况:
[0097]
实施例8
[0098]
将实施例6和实施例8进行对比,实施例8和实施例6的区别在于:
[0099]
不采用两次配料,直接将所有原料混合均匀得到混合料。
[0100]
实施例9
[0101]
将实施例6和实施例9进行对比,实施例9和实施例6的区别在于:
[0102]
喷吹造粒的温度为500℃。
[0103]
实施例10
[0104]
将实施例6和实施例10进行对比,实施例10和实施例6的区别在于:
[0105]
喷吹造粒的温度为600℃。
[0106]
实施例15
[0107]
将实施例11和实施例15进行对比,实施例15和实施例11的区别在于:
[0108]
将等量中超炭黑替换半补强炭黑。
[0109]
实施例16
[0110]
将实施例11和实施例16进行对比,实施例16和实施例11的区别在于:
[0111]
用等量粒径为40μm~50μm的石墨替换粒径为20μm~30μm的石墨。
[0112]
实施例17~22
[0113]
将实施例17~22分别同实施例11进行对比,实施例17~22和实施例11的区别如表4所示:
[0114]
表4实施例17~22和实施例11的原料配比表(kg)
[0115][0116][0117]
对比例1
[0118]
将对比例1和实施例3相对比,对比例1和实施例3的区别在于:
[0119]
半补强炭黑为2kg,石墨为1kg。
[0120]
对比例2
[0121]
将对比例2和实施例3相对比,对比例2和实施例3的区别在于:
[0122]
用等量半补强炭黑替换石墨。
[0123]
对比例3
[0124]
将对比例3和实施例3相对比,对比例3和实施例3的区别在于:
[0125]
用等量石墨替换半补强炭黑。
[0126]
相关实验:
[0127]
分别对实施例1-22和对比例1-3所得的保护渣进行性能检测,结果如表5至表7所示。
[0128]
相关实验的测试方法:
[0129]
黏度检测:按照《连铸保护渣黏度实验方法》yb/t 185-2017,测定实施例1-22与对比例1-3中保护渣在1300℃下的黏度。
[0130]
熔点检测:按照《连铸保护渣熔化温度实验方法》yb/t 186-2014,测定实施例1-22与对比例1-3中保护渣的熔点。
[0131]
热流检测:将实施例1-22以及对比例1-3中的保护渣加入到连铸相同规格低碳钢的结晶器中,以5.5m/min的拉速进行浇铸,制备低碳钢样块,并用热电偶检测结晶器内的热流。
[0132]
裂纹情况检测:将不同保护渣加入到连铸相同规格低碳钢的结晶器中,以5.5m/min的拉速进行拉铸,制备低碳钢样块,检测制得的低碳钢的表面裂纹率:表面裂纹率=(裂纹面积/低碳钢样块表面积)*100%。
[0133]
化学成分检测:将样品研磨后压制成圆柱块形状,通ar气保护,在在1400℃下保温30min,保温结束后快速取出熔化样品进行水淬,水淬试样在120℃干燥10h后,进行荧光分析(xrf)以测得其余成分的量。
[0134]
表5黏度检测和熔点检测结果表
[0135]
[0136][0137]
表6热流检测结果表
[0138][0139]
表7化学成分检测结果表
[0140][0141]
表5至表7的具体分析:
[0142]
由表5可知:
[0143]
结合实施例1-22和对比例1-3,并结合表5,实施例1-22中制得的保护渣的黏度、熔点均低于对比例1-3,而低熔点的保护渣可以更好的达到熔融状态,形成保护层,低黏度的保护渣流动性好,可以更充分的流入碳钢铸坯与结晶器之间,降低碳钢铸坯产生裂纹的几率;利用实施例1-22的保护渣在8.5m/min的拉速为连铸而成的低碳钢的表面裂纹率低于对比例1-3,也证实了本技术的保护渣可以降低低碳钢表面裂纹产生率。
[0144]
结合实施例3、实施例6-7与对比例1-3,并结合表5可以看出,实施例3中制得的保护渣的黏度、熔点均低于对比例1-3,利用实施例3的保护渣在8.5m/min的拉速为连铸而成的低碳钢的表面裂纹率低于对比例1-3。结合表6可以看出,利用实施例3制得的保护渣制备低碳钢的过程中,结晶器内热流的波动值明显小于利用对比例1-3的保护渣制备低碳钢时的热流波动。这可能是因为石墨与炭黑复配使用,且在本技术控制的比例范围内,可以对保护渣的熔化温度进行更好的调控,同时与萤石中的f离子配合降低保护渣的黏度,从而对碳钢铸坯起到更好的保护作用,降低在高拉速情况下,碳钢铸坯产生裂纹的几率。
[0145]
结合实施例6与实施例8,并结合表5可以看出,实施例6中制得的保护渣的效果优于实施例8,这说明配料时,按本技术配方方式进行配料,可以提高保护渣性能。
[0146]
结合实施例6与实施例11-14,并结合表5可以看出,预熔基料在本技术配比范围制得的保护渣的效果更优,这可能是因为本技术比例范围内的预熔基料可以与碳质材料发生更优的配合效果,提升保护渣性能。
[0147]
结合实施例11与实施例17-19,并结合表5可以看出,添加硼系阻燃剂后,表面裂纹率下降,这可能是因为,硼系阻燃剂在熔融态下,封闭碳的活性部位,阻滞氧的扩散,从而延缓了碳的氧化,与碳质材料配合,充分发挥碳在保护渣熔化过程中所起的骨架作用,延缓碳的烧损速度,从而延缓保护渣对碳钢猪皮的保护作用,使得在高拉速条件下,也不易产生裂纹。
[0148]
结合实施例11与实施例17-22,并结合表5可以看出,添加氧化铈后,保护渣的黏度降低,低碳钢表面裂纹率降低,这可能是因为加入氧化铈使得高温下cao-sio2基保护渣熔体的聚合度降低,导致渣系熔体黏度的下降,提高保护渣的流动性。
[0149]
由表6可知:
[0150]
利用本技术实施例制得的保护渣制备低碳钢的过程中,结晶器内热流的波动较小,小的热流波动可能是低碳钢表面裂纹减少的原因。
[0151]
由表7可知:
[0152]
本技术所得的低碳钢在保护渣的作用下,其成分分布均匀,碱度适中,符合低碳钢的性能要求。
[0153]
本技术实施例中的一个或多个技术方案,至少还具有如下技术效果或优点:
[0154]
(1)本技术实施例所提供的保护渣,通过在保护渣中加入包括炭黑和石墨的碳质材料,利用碳质材料的骨架效应对保护渣的熔化温度进行调控,再通过纯碱调节保护渣的碱度,使得萤石中的f离子充分发挥作用,从而使得保护渣可以均匀、快速的流入碳钢铸坯和结晶器之间,进而在碳钢铸坯与结晶器之间形成液态渣膜,再通过液态渣膜和固态渣膜组成保护层,进而能充分发挥保护渣的作用,使得碳钢铸坯在较高的拉速条件下,不易产生裂纹。
[0155]
(2)本技术实施例所提供的保护渣,采用重量比为1:(1.5~3)的炭黑与石墨作为碳质材料,并控制碳质材料在原料中的比例,降低保护渣的黏度,提高保护渣的流动性,使得保护渣可以均匀、快速的流入铸坯与结晶器之间,在铸坯与结晶器之间形成液态渣膜与固态渣膜组成的保护层,降低低碳钢表面裂纹的产生。
[0156]
(3)本技术实施例所提供的保护渣,若在制备低碳钢时加入,在拉速为5.5m/min的条件下,生产的低碳钢的表面裂纹率在0.13%~0.33%之间。
[0157]
(4)本技术实施例所提供的保护渣,采用在保护渣原料中添加硼系阻燃物与氧化铈的方式,进一步提升保护渣的性能,在5.5m/min的拉速下制得的低碳钢的表面裂纹率在0.13%~0.21%之间。
[0158]
(5)本技术实施例所提供的方法,通过分批投料,先将纯碱、碳质材料、粘结剂投入水中,由于纯碱遇水产生化学反应放热,可以提高制浆水温,并且由于碳质材料和粘结剂分散性差,先投入水中可以提高其在泥浆中的分散性,从而提高制得的保护渣的整体性能。
[0159]
需要说明的是,在本文中,诸如“第一”和“第二”等之类的关系术语仅仅用来将一个实体或者操作与另一个实体或操作区分开来,而不一定要求或者暗示这些实体或操作之间存在任何这种实际的关系或者顺序。而且,术语“包括”、“包含”或者其任何其他变体意在涵盖非排他性的包含,从而使得包括一系列要素的过程、方法、物品或者设备不仅包括那些要素,而且还包括没有明确列出的其他要素,或者是还包括为这种过程、方法、物品或者设备所固有的要素。在没有更多限制的情况下,由语句“包括一个
……”
限定的要素,并不排除在包括所述要素的过程、方法、物品或者设备中还存在另外的相同要素。
[0160]
以上所述仅是本发明的具体实施方式,使本领域技术人员能够理解或实现本发明。对这些实施例的多种修改对本领域的技术人员来说将是显而易见的,本文中所定义的一般原理可以在不脱离本发明的精神或范围的情况下,在其它实施例中实现。因此,本发明将不会被限制于本文所示的这些实施例,而是要符合与本文所申请的原理和新颖特点相一致的最宽的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1