一种丝网热喷涂自动生产线及其喷涂方法与流程
1.本发明涉及喷涂设备领域,具体涉及一种丝网热喷涂自动生产线及其喷涂方法。
背景技术:
2.在化工行业中,许多的化学反应里面需要用到催化剂,以提高反应效率。对于是液体或气体状态的反应物,为了增加反应物之间的接触面积,需要将催化剂做成网状的结构。近年来,有部分产品采用热喷涂工艺把催化剂涂装在丝网状的基体上,以满足反应要求,然而这种工艺尚不成熟,热喷涂时一般是单块丝网进行喷涂,存在如下缺陷,第一是工件需要剪开成一块块,再固定在工装上,装夹起来十分烦琐且费时,导致喷涂效率不高;第二是由于工件是固定在工装架上进行热喷涂的,喷涂时的粉末颗粒会粘在工装架上,每喷涂一定工件就需要人来清理工装架,人力消耗大;第三个是对于大尺寸的工件,工装架也需要相应增大,导致喷涂大尺寸工件时,工装架重量十分重,不便于搬运,且成品受人工影响大,喷涂成品的一致性不好。
3.现有公开号为cn100872993a的发明专利申请公开了一种金属丝编织网防蚀涂装设备,依次包括有发卷机、预处理系统、静电喷涂设备、疏粉系统、粉末烘干固化烘道以及收卷机,所述的静申喷涂设备、疏粉系统及粉末烘干固化烘道的工位上设置有夹式拉幅输送机,夹式拉幅输送机包括有位于静电喷涂设备、疏粉系统工位的输送链a和位于粉末烘干固化烘道工位的输送链b,输送链a和输送链b相邻位置设置有对金属丝编织网进行临时固定的针板式链带系统,该涂装设备无法调节金属网卷的宽度,不能对金属网进行分割,无法生产不同规格的金属网。
技术实现要素:
4.本发明的目的之一是提供一种丝网热喷涂自动生产线,解决了多规格丝网涂装效率低和的成品一致性不好的问题。
5.为实现上述发明目的,本发明采取的技术方案如下:
6.一种丝网热喷涂自动生产线,包括依次布置的放卷装置、压紧装置、喷砂装置、吹净装置、喷涂装置、剪切机和拉网装置,还包括拖拽装置,所述拖拽装置的一端可与所述压紧装置对接,另一端与所述剪切机对接,可将丝网循环的从所述放卷装置拖动到所述剪切机上。
7.作为优选,所述放卷装置包括左放卷座、右放卷座和移动装置,所述左放卷座和所述右放卷座相向且滑动连接在所述放卷装置上,所述移动装置设置在所述放卷装置的中部,用于推动所述左放卷座和所述右放卷座相向或者背向移动,调节所述放卷装置夹持的宽度。
8.作为优选,所述拖拽装置贯穿所述压紧装置、所述喷砂装置、所述吹净装置、所述喷涂装置和所述剪切机,且处在下方,其一端可与所述放卷装置对接,所述拖拽装置包括拖架、拖链、减速电机、拖钩、导向板和支撑辊,所述拖链沿所述拖架的长度方向安装在所述拖
架的两侧,所述减速电机安装在所述拖架上,所述拖钩的两端分别连接在所述拖链的链节侧壁上,所述拖钩包括底板和夹板,所述底板沿所述拖架的宽度方向连接在所述拖链上,所述夹板可拆卸地连接在所述底板,方便上料和测试,并且不浪费料头。
9.作为优选,所述压紧装置包括压紧架、下托辊、上托辊和定位板,所述下托辊固定在所述压紧架中,所述上托辊活动连接在所述压紧架上,处在所述下托辊的正上方,且可向所述下托辊移动,所述下托辊与所述上托辊,所述定位板活动连接在所述压紧架上,且靠近所述放卷装置,所述定位板可向下移动将丝网压紧在所述压紧架上,提高所述丝网移动的稳定性,防止丝网起皱造成喷涂质量缺陷。
10.作为优选,所述喷砂装置包括喷砂箱、喷砂机械手、砂料回收盘、进风消音器、自动喷砂站、排风消音器和喷枪,所述喷砂机械手设置在所述喷砂箱的顶部,所述喷砂机械手采用多关节机械手,所述喷枪设置在所述喷砂机械手的执行端上,所述砂料回收盘设置在所述喷砂箱的底部,所述砂料回收盘由多个回收槽并排连接组成,所述砂料回收盘与所述自动喷砂站相连,所述进风消音器设置在所述喷砂箱的一侧壁上,所述排风消音器设置在所述喷砂箱的另一侧壁上,所述自动喷砂站包括旋风分离器、振动筛、双仓连续喷砂系统和回收管,所述旋风分离器设置在所述自动喷砂站的上部,所述振动筛设置在所述自动喷砂站的下方,且与其相连,所述双仓连续喷砂系统设置在所述振动筛的下方,且与其相连,所述回收管由多根并排的管道组成,所述回收管的一端与所述砂料回收盘相连,另一端与所述旋风分离器相连,所述双仓连续喷砂系统用于连续不断的给所述喷枪供料,所述吹净装置包括吹净柜、多把第一吹净刀、第二吹净刀、供气管道和消音箱,所述多把第一吹净刀沿所述丝网的移动方向设置,且分别朝向不同的方向,所述第一吹净刀设置成对准所述丝网的侧面,所述供气管道分别与多把所述第一吹净刀相连和第一吹净刀相连,所述消音箱设置在所述吹净柜的侧壁上,所述喷涂装置包括喷涂柜、喷涂机械手、网格、排气消音柜、进气消音柜和喷涂枪,所述喷涂机械手设置在所述喷涂柜的上部靠近所述吹净装置的一侧,所述网格设置在所述喷涂柜的下方,所述排气消音柜设置在所述喷涂柜的一侧壁上,所述进气消音柜设置在所述喷涂柜的另一侧壁上,所述喷涂枪可拆卸地连接所述喷涂机械手的执行端上,喷砂用于清理所述丝网上的污物并提高所述丝网表面附着力,吹净提高所述丝网表面清洁度,喷涂范围可调,适应不同规格的丝网使用。
11.作为优选,所述喷砂装置、所述吹净装置和所述喷涂装置设置成相互紧贴并连成一体,提高了喷砂、吹净和喷涂的气密性,从而提高所述丝网的表面处理质量,防止颗粒物和噪音污染环境。
12.作为优选,所述剪切机包括机架、第一压头、第二压头和切刀,所述第一压头设置在所述机架的上部,可沿垂直于丝网表面的方向移动,所述第二压头设置在所述第一压头的远离所述喷涂装置的一侧,所述第二压头包括上压头和下压头,所述下压头固定在所述机架下部,所述上压头升降连接在所述下压头的正上方,所述切刀设置在所述第二压头远离所述喷涂装置的一侧,所述切刀可沿垂直于所述丝网表面的方向移动,第一压头与第二压头配合对所述丝网进行夹持,使得所述丝网能被分割成多段,并方便的由所述拉网装置拉出下料。
13.作为优选,所述拉网装置包括框架、夹持机构和动力机构,所述夹持机构滑动连接在所述框架上,所述动力机构用于推动所述夹持机构运动,所述夹持机构包括剪叉、直线驱
动器和滑台,所述剪叉设置在所述滑台上,所述直线驱动器用于推动所述剪叉作开合运动,为所述丝网的移动提供动力,同时也用于连续下料。
14.作为更优选的,还包括除尘系统和物料小车,所述除尘系统用于净化粉尘,所述物料小车设置在所述拉网装置的下方,用于移送加工完成后所述丝网,防止粉尘和噪音污染环境。
15.本发明的目的之二是提供一种丝网热喷涂自动生产线,解决了多规格丝网涂装效率低的问题。
16.为实现上述发明目的,本发明采取的技术方案如下:
17.一种丝网热喷涂方法,由所述丝网热喷涂自动生产线实现,具体包括如下步骤:
18.s1.上卷,调节所述放卷装置的夹持宽度,将所述丝网的卷筒安装到所述放卷装置上,打开所述丝网的卷筒,把所述丝网头固定到所述拖拽装置上,由所述拖拽装置拖动到所述剪切机上,所述剪切机将所述丝网切断,再由所述拉网装置夹紧丝网进行拖动;
19.s2.压紧,所述压紧装置沿所述丝网的宽度方向上、下压紧所述丝网;
20.s3.喷砂,所述喷砂装置对所述丝网的一部分进行喷砂抛光和硬化;
21.s4.吹净,所述吹净装置对喷砂后的所述丝网由上到下,沿所述丝网的长度方向和宽度方向进行清洁;
22.s5.喷涂,所述喷涂装置对清洁后的所述丝网均匀地喷涂粉末颗粒;
23.s6.分断,所述剪切机对完成喷涂的所述丝网进行不等长度的切割分断;
24.s7.下料,所述拉网装置将分断完成后的所述丝网拖动到所述拉网装置的下方进行存放,所述拉网装置往复运动将所述丝网进行放置,重复s3-s6的过程,实现丝网的循环表面处理。
25.本发明的有益效果为:
26.(1)该丝网热喷涂自动生产线具有拖拽装置,能将丝网头牵引到剪切机上进行不同我的长度的多段分割,牵引过程中也能对丝网进行喷涂作业,提高了丝网卷筒的更换效率。
27.(2)该丝网热喷涂自动生产线具有并连在一起的喷砂装置、吹净装置和喷涂装置,能对丝网进行连续的多工序处理,喷涂质量高,三者连接在一起配合除尘装置,降低了噪音且防止粉尘污染。
28.(3)该丝网热喷涂自动生产线具有拉网装置,用来提供丝网在生产线上移动的动力,配合剪切机将丝网分割成不同长度的多段并拉出到物料小车上,进行出料实现生产线全自动生产。
附图说明
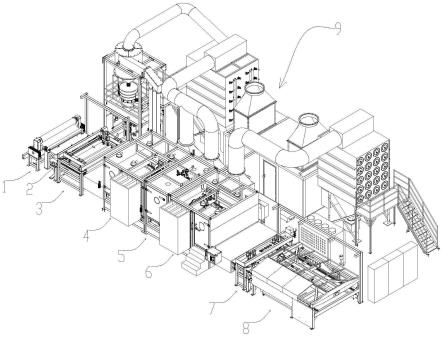
29.图1为本发明提供的丝网热喷涂自动生产线的轴测图;
30.图2为本发明提供的放卷装置的轴测图;
31.图3为本发明提供的放卷装置的正视图;
32.图4为图3上沿a-a线所示的剖面图;
33.图5为本发明提供的压紧装置的轴测图;
34.图6为本发明提供的压紧装置的正视图;
35.图7为图3上沿b-b线所示的剖面图;
36.图8为本发明提供的喷砂装置的轴测图;
37.图9为本发明提供的喷砂装置的正视图;
38.图10为图9上沿c-c线所示的剖面图;
39.图11为本发明提供的吹净装置的轴测图;
40.图12为本发明提供的吹净装置的正视图;
41.图13为图12上沿d-d线所示的剖面图;
42.图14为本发明提供的喷涂装置的轴测图;
43.图15为本发明提供的喷涂装置的正视图;
44.图16为图15上沿e-e线所示的剖面图;
45.图17为本发明提供的剪切机的轴测图;
46.图18为本发明提供的剪切机的正视图;
47.图19为图18上沿f-f线所示的剖面图;
48.图20为本发明提供的拖拽装置的正视图;
49.图21为图20上g处的局部视;
50.图22为本发明提供的拉网装置的轴测图;
51.图23为本发明提供的拉网装置的正视图;
52.图24为图23上沿h-h线所示的剖面图;
53.图25为本发明提供的除尘系统的轴测图。
54.附图标记:
55.1、放卷装置;11、右放卷座;111、第一扭力电机;112、第一卷盘;113、第一滑座;12、左放卷座;121、第二扭力电机;122、第二卷盘;123、第二滑座;13、放卷架;14、导向辊;15、压板;16、横移装置;161、空心杯电机;162、第一丝杆;163、第二丝杆;2、拖拽装置;21、拖架;22、拖链;23、减速电机;24、拖钩;241、底板;242、夹板;25、导向板;26、支撑辊;3、压紧装置;31、压紧架;32、下托辊;33、上托辊;34、定位板;341、摩擦板;342、下压气缸;4、喷砂装置;41、喷砂箱;42、喷砂机械手;43、砂料回收盘;44、进风消音器;45、自动喷砂站;451、旋风分离器;452、振动筛;453、双仓连续喷砂系统;4531、砂料储罐;4532、过渡罐;4533、喷砂管;46、排风消音器;47、喷枪;5、吹净装置;51、吹净柜;52、第一吹净刀;53、第二吹净刀;54、供气管道;55、消音箱;6、喷涂装置;61、喷涂柜;62、喷涂机械手;63、网格;64、压网辊;65、排气消音柜;66、进气消音柜;67、喷涂枪;7、剪切机;71、机架;72、第一压头;73、第二压头;731、上压头;732、下压头;74、切刀;741、第一刀片;742、第二刀片;8、拉网装置;81、框架;82、夹持机构;821、剪叉;822、直线驱动器;823、滑台;83、动力机构;84、导料板;85、顶盖;86、物料小车;9、除尘系统;91、除尘单元;92、风机房;93、消音管道。
具体实施方式
56.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅是本发明的一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
57.如图1所示,一种丝网热喷涂自动生产线,包括依次布置的放卷装置1、拖拽装置2、压紧装置3、喷砂装置4、吹净装置5、喷涂装置6、剪切机7和拉网装置8,拖拽装置2的一端可与压紧装置3对接,另一端可与剪切机7对接,可将丝网循环的从放卷装置1拖动到剪切机7上。
58.优选地,参见图2-4、图20和图21,放卷装置1上设有右放卷座11和左放卷座12,右放卷座11和左放卷座12相向安装在放卷架13上,右放卷座11由第一扭力电机111、第一卷盘112和第一滑座113组成,第一卷盘112安装在第一扭力电机111的输出轴上,朝向放卷架13的中心,第一扭力电机111安装在第一滑座113上,第一滑座113可沿放卷架13的长度方向移动,第一卷盘112的截面是锥台形的,靠近第一扭力电机111的一侧设有挡板,用于防止丝网放卷中跑偏,左放卷座12由第二扭力电机121、第二卷盘122和第二滑座123组成,第二卷盘122安装在第二扭力电机121的输出端上,与第一卷盘112相向和同轴,第二扭力电机121安装在第二滑座123上,第二滑座123可沿放卷架13的长度方向移动,用于放卷装置1给不同宽度的丝网放卷。
59.优选地,放卷装置1上装有横移装置16,横移装置16安装在放卷架13的中部,横移装置16由空心杯电机161、第一丝杆162和第二丝杆163组成,第一丝杆162和第二丝杆163的一端均连接在空心杯电机161的输出轴上,且两者的旋向相反,用于驱动右放卷座12和左放卷座11相向或者背向运动,来让第一卷盘112和第二卷盘122夹取不同宽度的丝网卷筒。
60.优选地,放卷装置1设有导向辊14和压板15,导向辊14沿网卷移动的方向活动连接在放卷架13上,导向辊14可垂直于放卷架13的端面上下移动,以调节丝网相对于放卷架13的高度,压板15与导向辊14相邻,处在导向辊14远离丝网卷筒的一侧,压板15同气缸驱动,可向放卷架13的端面移动,用来压紧丝网,保证丝网端头不乱动。
61.优选地,参见图5-7,压紧装置3的一侧面对准放卷装置1,另一侧面对准喷砂装置4,压紧装置3包括压紧架31、下托辊32和上托辊33,下托辊32由三个辊棒等间距转动连接在压紧架31的中部组成,辊棒处在同一个平面上,且垂直于丝网移动方向布置,上托辊33也具有三个辊棒,下托辊32的辊棒位置正对,上托辊33在垂直于丝网表面进行上下移动,上托辊33和下托辊32的辊面间距是可调节的,用于在一定长度范围内压紧丝网,防止丝网进入到喷砂装置4中发生褶皱,配合拉网装置8使丝网表面产生张力,提高喷涂的均匀程度。
62.优选地,压紧装置3靠近放卷装置1的一侧壁上装有定位板34,定位板34由下压气缸342推动,可向丝网移动,压紧架31的一侧壁凸出部形成凸台,定位板34与凸台配合能将丝网完全压住,定位板34上装有摩擦板341,摩擦板341由耐磨塑料制成,提高压紧丝网的稳定性。
63.优选地,参见图8-10,喷砂装置4包括喷砂箱41、喷砂机械手42、砂料回收盘43、进风消音器44、自动喷砂站45和排风消音器46,喷砂箱41采用封闭式金钣金机箱,防止喷砂时,砂料外污染环境和威胁操作人员健康,喷砂机械手42安装在喷砂箱41的顶部,喷砂机械手42具有多个关节能在喷砂箱41自由调节位置,喷砂机械手42的末端装有喷枪47,通过搭配不同的运动控制程序,可以实现多种方式的往复喷砂,砂料回收盘43安装在喷砂箱41的底部且完全填充满喷砂箱41的底面,用于回收喷出的砂料,砂料回收盘43由五个w形回收槽组成,可根据实际场地大小进行并排连接组合,回收槽的顶端均装有格栅,格栅间距小于10mm,防止外界杂物掉入到回收槽中污染砂粒,回收槽43的一侧均与自动喷砂站45相连,将
回收到的砂粒流回自动喷砂站45,砂料回收盘43的一部分回收槽处在吹净装置5的下方,用于回收砂粒,进风消音器44安装在喷砂箱41的一侧壁上,排风消音器46安装在喷砂箱41的另一侧壁上,用于降低进入和排出喷砂箱41的气体的声音,降低噪音污染。
64.优选地,自动喷砂站45包括旋风分离器451、振动筛452、双仓连续喷砂系统453和回收管454,回收管454具有三个根并列的管道,其一端与砂料回收盘43相连,另一端与旋风分离器451相连,将从砂料回收盘43中收集到的砂粒输送到旋风分离器451中,进行固气分离,将砂粒分离出来,旋风分离器451是利用气固混合物在作高速旋转时所产生的离心力,将粉尘从气流中分离出来的干式气固分离设备,由于颗粒所受的离心力远大于重力和惯性力,具有分离效率较高、效率较高、管理维修方便,价格低廉,常用于捕集直径5~10μm以上的粉尘,振动筛452安装在旋风分离器451的下方,与旋风分离器451的出口相连,振动筛452上设有两个出口,用于固液分离,可将砂料分离出来其中一个出口输入到双仓连续喷砂系统453中,由另一个出口将液体排出,双仓连续喷砂系统453布置在喷砂箱41的侧面,与喷砂机械手42上的喷枪47连通,可以连续不间断的供料,实现对丝网的连续喷涂,双仓连续喷砂系统453包括砂料储罐4531、过渡罐4532和喷砂管4533,过渡罐4532与振动筛452的出口相连,用于收集完成分离的砂粒,并同时加入到砂料储罐4531中,喷砂管4533连接在砂料储罐4531上,喷砂机械手42上喷枪47接收来喷砂管4533的砂料,在压缩空气的作用下喷到丝网上面,去除丝网表面的污物和氧化皮,提高丝网表面的附着力。
65.优选地,参见图11-13,吹净装置5包括吹净柜51、四把第一吹净刀52、第二吹净刀53、供气管道54和消音箱55,吹净柜51是密封钣金结构,防止溢散出的砂粒外泄,四把第一吹净刀52安装在丝网的上面,沿丝网的移动方向依次布置,两两为一组分别朝向丝网的来料和出料方向,第一吹净刀52的吹风方向可沿丝网的垂直方向旋转调节,以满足对不同宽度的丝网进行洁净,第二吹净刀53布置在丝网的侧面,吹风方向与丝网的移动方向垂直,第一吹净刀52的长度长于第二吹净刀53,且略小于吹净柜51的长度,第一吹净刀52和第二吹净刀53分别供气管道54相连,供气管道54持续不断地充入压缩空气,消音箱55安装在吹净柜51的一侧壁上,用于吹净柜51排出空气时进行吸音,降低噪音。
66.优选地,参见图14-16,喷涂装置6包括喷涂柜61、喷涂机械手62、网格63、排气消音柜65和进气消音柜66,喷涂柜61是密闭金属箱体,防止喷涂材料外溢污染环境,喷涂柜61的侧壁上装观察窗,方便操作人员实时监测喷涂的质量和运行状况,喷涂机械手62采用多关节机械臂,其执行末端装有喷涂枪67,通过更换喷涂枪67的规格,满足不同物料的喷涂作业的需求,喷涂机械手62安装在喷涂柜61的顶部,可以从丝网的上方或者侧方进行喷涂,通过采用不同的控制程度,可以控制喷涂机械手62以多种运行路径进行喷涂,以满足对不同宽度和规格的丝网进行喷涂,排气消音柜65和进气消音柜66分别安装在喷涂柜61相对的两则壁上,对进入和排出的空气进行消音降噪,防止噪声污染,喷涂柜61的下部装置有网格63,网格63布满喷涂柜61的整个底部。
67.优选地,喷涂柜61中还装有压网辊64,压网辊64转动连接在丝网进入喷涂柜61的一侧壁上,压网辊64由导向块、气缸和辊棒组成,在气缸的推动下,可沿垂直于丝网表面的方向上下移动,对进入喷涂柜61的丝网进行压平和定位,防止丝网卷曲和翘曲。
68.优选地,喷砂装置4、吹净装置5和喷涂装置6紧靠在一起,依次排列,对经过的丝网进行喷砂、吹净和喷涂作业,三个箱体在一起使得整体密封性得到加强,有效地防止有害气
体外溢,经过喷砂后丝网光亮且附着力强,再由吹净装置5吹洗干净,去掉砂粒和污物,最后进行表面喷涂,将催化剂粉末均匀地附着到丝网上面,三者进行连续工作,提高了丝网的喷涂质量,丝网由压紧装置3进入到喷砂装置4的过渡部分,由从喷砂箱41上延伸出的金属罩进行遮盖,防止砂粒漂出和外界污物掉落,丝网从喷涂装置6。
69.优选地,参见图17-19,剪切机7安装在喷涂装置6的出料侧,可将完成喷涂的丝网截断,剪切机7包括机架71、第一压头72、第二压头73和切刀74,第一压头72安装在机架71的上部,可沿垂直于丝网表面的方向移动,第一压头72的正下方装有凸台,第一压头72向凸台移动可将丝网夹紧在台面上,第二压头73安装在第一压头72的后方,在第一压头72压紧丝网后,对丝网进行二次压紧,第二压头73由上压头731和下压头732组成,上压头731和下压头732相对安装在机架71上,均可向丝网的表面移动,其接合面可以上、下调节,可以各第一压头72的压紧的丝网处在一个平面,也可以使两个压紧面形成落差,以提高对丝网的压紧程度,切刀74安装在第二压头73的后方,切刀74由气缸推动紧贴第二压头73的侧面移动,切刀74由第一刀片741和第二刀片742组成,第一刀片741平行于第二压头73的侧面连接在机架71上,可在气缸的推动下运动,第二刀片742安装在下压头732的侧壁上,与第一刀片741形成剪切,在第一刀片741下行时,可将丝网向下裁断,切刀74在不同程度的控制下,可以将丝网分切成不同长度,以满足其在不同场合下使用。
70.优选地,参见图22-24,该生产线的末端是拉网装置8,其与剪切机7对拉,用于将喷涂完成且经过切割的丝网取出,并放入到物料小车86,同时也为丝网的在生产线内移动提供拉力,使丝网能在生产线内持续运动完成多道工序,拉网装置8包括框架81、夹持机构82和动力机构83,夹持机构82滑动连接在框架81上,可沿丝网的移动方向在框架81中来回运动,夹持机构82由剪叉821、直线驱动器822和滑台823组成,剪叉821一端伸出到剪切机7中,另一端与直线驱动器822相连,直线驱动器822安装在滑台823上,驱动剪叉821作开合运动,用于夹取丝网,滑台823上安装了四个剪叉821,四个剪叉821的并排布置,其前端由条板相连,条板由耐磨材料制成,用于夹取丝网时,增加摩擦力,防止丝网松脱和刮花,滑台823由滑动连接在框架81上,其由动力机构83驱动,动力机构83安装在框架81的顶部,其由电机和丝杆组成,用于为拉动丝网提供动力,保证拉动线网的准确性。
71.优选地,拉网装置8上还设有导料板84和顶盖85,导料板84由钣金一体折弯成型,其安装在夹持机构82的下方,且一端与框架81的侧壁重合,另一端垂直于丝网向下延伸到框架81的底部,裁断的丝网经过导料板84的引导掉入到物料小车86上,防止丝网刮控到框架81,损伤丝网上的喷涂面,保证了丝网的质量,顶盖85安装在框架81的顶部,其上铺盖有透明材料,方便外部观测拉夹持机构82的拖料情况,也防止外部污染物料掉落到丝网表面,降低丝网的洁净程度。
72.优选地,物料小车86放置框架81的下方,用于承接来自夹持机构82拖来的丝网,物料小车86由拖板和成向轮组成,框架81靠近剪切机7的下部留有通道,可供物料小车86进出,物料小车86可停靠在导料板84的侧面,丝网由夹持机构82拖出后,可展平放在物料小车86上,方便取出,提高了出料的效率。
73.优选地,拖拽装置2贯穿压紧装置3、喷砂装置4、吹净装置5、喷涂装置6和剪切机7,且处在其下方,其一端可与放卷装置1对接,用于上卷时,将丝网的卷头接入到生产线中完成喷涂和剪切分割,拖拽装置2包括拖架21、拖链22、减速电机23、拖钩24、导向板25和支撑
辊26,拖链22沿拖架21的长度方向安装在拖架21的两侧,减速电机23安装在拖架21上,用于驱动拖链22转动,拖钩24的两端分别固定在两条拖链22的链节侧壁上,在拖链22的带动下,可沿丝网的移动方向循环移动,拖钩24由底板241和夹板242组成,夹板242可拆卸地连接在底板241上,可将丝网的一端夹住,并用螺栓固定,可将丝网的头部拖动到剪切机7,多块导向板25安装在拖架21的中部,用来支撑拖链22,防止拖链22下移动距离控制不准确,拖架21在沿丝网的移动方向等间隔安装有多个支撑辊26,用于支撑丝网,防止丝网下垂,影响喷涂质量。
74.拖拽装置的工作过程如下:
75.从丝网卷筒上将丝网的一端穿过导向辊14放到压板15上,启动拖链22将拖钩24的位置转动到靠近放卷装置1的一侧,将丝网头部放到底板241上,微调丝网的位置使网面平整,安装夹板242用螺栓固定,将丝网夹死在拖钩24上,再启动拖链22顺时针转动,同时放卷装置1转动,由拖钩24将丝网以步进方式拉动,经过压紧、喷砂、吹净和喷砂工序后,停在剪切机7上,由剪切机7进行压紧再裁切,之后拖钩24停在拖架21的下方,即完成拖拽上料。
76.优选地,参见图25,该喷涂生产线还布置有除尘系统9,除尘系统9安装在放卷装置1的侧面,除尘系统9包括两个除尘单元91、风机房92和消音管道93,两个除尘单元91用于分别给喷砂和喷涂工序进行除尘,防止产生粉末污染环境,风机房92处在两个除尘单元91之间,用于给喷砂、吹净和喷涂工序提供空气,消音管道93安装在风机房92的上方,其一端与风机房92相连,另一端与外部环境相连,将外部的空气导入到风机房92中,并进行洗消音处理,降低噪声。
77.一种丝网热喷涂方法,具体包括如下步骤:
78.s1.上卷,调节放卷装置1的夹持宽度,将丝网卷的筒安装到放卷装置1上,打开丝网卷筒拉动,把丝网头固定到拖拽装置2上,由拖拽装置2拖动到剪切机7上,剪切机7将丝网切断,再由拉网装置8夹紧丝网进行拖动;
79.s2.压紧,压紧装置3沿丝网的宽度方向上、下压紧丝网;
80.s3.喷砂,喷砂装置4对丝网的一部分进行喷砂抛光和硬化;
81.s4.吹净,吹净装置5对喷砂后的丝网由上到下,沿丝网的长度方向和宽度方向进行清洁;
82.s5.喷涂,喷涂装置6对清洁后的丝网均匀地喷涂粉末颗粒;
83.s6.分断,剪切机7对完成喷涂的丝网进行不等长度的切割分断;
84.s7.下料,拉网装置8将分断完成后的丝网拖动到拉网装置8的下方进行存放,拉网装置8往复运动将丝网进行放置,重复s3-s6的过程,实现丝网的表面处理。
85.该自动生产线的具体工作过程如下:
86.根据丝网卷筒的宽度调节放,通过横移装置16调节放卷装置1上左放卷座12和右放卷座11的夹持宽度,将丝网卷筒放置到放卷装置1上,打开丝网卷筒拉出丝网,丝网头穿过导向辊14,由压板15夹紧,启动拖拽装置2将拖钩24停靠在压板15的前方,将丝网头装夹到拖钩24上,拖拽装置2以步进方式将丝网拉动,穿过压紧装置3,压紧装置3上的上托辊33下移,以配合下托辊32给丝网施加压力,拖拽装置2拉动丝网进入到喷砂装置4中停止,由喷砂机械手42对进入到喷砂箱41的丝网进行往复喷砂抛光和硬化,喷砂完成后,拖拽装置2移动到吹净装置5,由第一吹净刀52从上方和第二吹净刀53从侧边对丝网进行清洁,此时丝网
中部的一段进行喷砂,清洁和喷砂完成后,拖拽装置2拉动丝网进入到喷涂装置6,由喷涂机械手62对丝网进行粉末颗粒喷涂,此时其后的一段进行吹净,再后一段进行喷砂,待喷砂、吹净和喷涂均完成后,由拖拽装置2拉动丝网进入到剪切机7上,第一压头72和第二压头73依将下压,再由切刀74将丝网头的一部分切割掉,拖拽装置2上的拖钩24转动由拖架21的下方,向放卷装置1移动,并停靠在丝网的下方,此时拉网装置8上的剪叉821被推出,剪叉821动作夹紧丝网,第一压头72和第二压头73松开,由拉网装置8接替拖拽装置2拉动丝网步进动作,对丝网依次进行喷砂、吹净和喷涂作业,拉网装置8的移动一段距离后,第一压头72和第二压头73下压,由切刀74对完成喷涂的丝网进行切割,拉网装置8夹取切割成小段的丝网向前移动,将丝网拉动到物料小车86的上方再松开,拉网装置8再次向剪切机7移动并夹持丝网,进行拖动,待丝网完成喷涂和剪切后将丝网放置到物料小车86上,循环此动作可以实现丝网的喷涂和下料。通过调节拉网装置8的移动距离配合剪切机7进行动作,可以将喷涂的丝网切割成不同的长度大小。
87.该喷涂生产线可以调节放卷装置1的夹持宽度和切断丝网的长度,可以生产不同规格的喷涂丝网,也可有于其它卷材的多工序同时进行使用。
88.根据上述说明书的揭示和教导,本发明所属领域的技术人员还可以对上述实施方式进行变更和修改。因此,本发明并不局限于上面揭示和描述的具体实施方式,对发明的一些修改和变更也应当落入本发明的权利要求的保护范围内。此外,尽管本说明书中使用了一些特定的术语,但这些术语只是为了方便说明,并不对发明构成任何限制。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1