一种直接和间接耦合引入超声处理高温熔体的设备和方法
1.本发明涉及一种超声处理高温熔体的设备和方法,具体涉及一种直接和间接耦合引入 超声处理高温熔体的设备和方法。属于难熔合金及金属基复合材料技术领域。
背景技术:
2.外场处理是一种调控合金组织,提高合金的力学性能的方法,如超声处理、强磁场调 控、行波磁场处理等,其中超声处理技术可细化晶粒尺寸、调控组织、是提高合金力学性 能的有效手段。超声处理可将超声杆直接插入合金中,也可以通过坩埚间接引入合金中。 但超声波在介质中存在衰减,无论直接超声处理,还是间接超声处理,均无法实现合金的 整体细化。
3.难熔合金的熔点较高,多超过2000℃,其熔炼方式与其他合金不同,在熔炼合金的同 时引入超声也较为困难,即使引用了超声处理进行熔炼,也因超声波在坩埚中的处理具有 衰减的现象,导致无法实现合金组织的全部细化和组织调控的问题。
4.综上所述,现有的超声处理对合金的熔炼作用具有衰减的现象,导致无法实现合金组 织的全部细化和组织调控的问题。
技术实现要素:
5.本发明的目的是为了解决现有的超声处理对合金的熔炼作用具有衰减的现象,导致无 法实现合金组织的全部细化和组织调控的问题。进而提供一种直接和间接耦合引入超声处 理高温熔体的设备和方法,获得细化组织更均匀且细化程度更高的超声处理难熔合金。
6.本发明的提供了一种直接和间接耦合引入超声处理高温熔体的设备,它包括电源及超 声控制柜、电源连接线、电弧控制器、电弧枪控制杆、真空炉、电弧枪、坩埚、超声波处 理装置和抽真空装置;电弧控制器安装在真空炉的正上方,电源及超声控制柜通过电源连 接线与电弧控制器连接,电弧枪控制杆的顶部与电弧控制器连接,电弧枪控制杆的底部穿 过真空炉中,坩埚安装在真空炉内,电弧枪的一端与电弧枪控制杆的底端连接,电弧枪的 另一端悬置并位于电弧枪的另一端的正下方实现对坩埚内合金的熔炼;抽真空装置安装在 真空炉的外侧;超声波处理装置包括超声波发生器、超声发生杆、浸入式超声导入杆和超 声探头,超声波发生器安装在真空炉的下方,超声发生杆的底端与超声波发生器连接,超 声发生杆的顶端向上延伸并密封穿过真空炉,超声探头的底端安装在超声发生杆的顶端, 超声探头的顶端与坩埚的底端面相抵,浸入式超声导入杆的一端与超声探头的顶端连接, 浸入式超声导入杆的另一端绕过坩埚的外侧壁之后伸入到坩埚的内部与合金的溶体接触, 浸入式超声导入杆和超声探头共同作用实现对坩埚内合金的熔炼。
7.进一步地,坩埚为水冷铜坩埚,坩埚通过支撑底座设置在真空炉上,坩埚的下端分别 插装有坩埚进水管和坩埚出水管,坩埚进水管和坩埚出水管呈180度布置。
8.进一步地,浸入式超声导入杆包括第一根浸入式超声导入杆和第二浸入式超声导
入杆, 第一根浸入式超声导入杆和第二浸入式超声导入杆在水平方向呈180度布置,第一根浸入 式超声导入杆与坩埚进水管之间呈90度,第二浸入式超声导入杆与坩埚出水管之间呈90 度;其中,第一根浸入式超声导入杆和第二浸入式超声导入杆的材料均为耐高温陶瓷;第 一根浸入式超声导入杆和第二浸入式超声导入杆的一端均与超声探头之间可拆卸连接,第 一根浸入式超声导入杆和第二浸入式超声导入杆的另一端在伸入到合金的溶体的接触端部 可拆卸下来。
9.进一步地,电弧枪控制杆包括电机、导向杆、升降杆和保护套,电机安装在电弧控制 器内,导向杆的一端与电机的输出轴连接,升降杆的上端与导向杆的另一端之间螺纹连接, 升降杆的下端伸入到真空炉内并与电弧枪连接,保护套的顶端与电弧控制器的下端面连接, 保护套的底端与真空炉的顶壁固定连接。
10.进一步地,抽真空装置包括抽气机构和进气机构,抽气机构和进气机构与真空炉连通, 其中,进气机构通入到真空炉内的保护气体为氩气。
11.进一步地,它还包括密封装置,真空炉与超声发生杆之间通过密封装置连接;其中, 密封装置包括紧固件和密封件,紧固件与超声发生杆螺纹连接;密封件套装在超声发生杆 上,密封件具有螺纹连接部和密封部,所述密封部的外径大于超声发生杆上连接孔的直径, 螺纹连接部伸入到超声发生杆连接孔内,并与超声发生杆螺纹密封连接;密封部与真空炉 的底板外部相贴合,在密封件迎向真空炉的一侧设置有密封垫。
12.本发明还提供了一种采用直接和间接耦合引入超声处理高温熔体的设备的制备方法, 它包括以下步骤:
13.步骤一:将熔炼铸锭放置在坩埚内部,并将电弧枪的电极下降并调至能够起弧的高度;
14.步骤二:开启抽气机构,然后开启进气机构,将真空炉内的真空度保持在0.05mpa, 利用电弧枪引弧;
15.步骤三:逐渐增加电弧枪的电弧电流至铸锭完全熔化;
16.步骤四:运行超声波发生器,利用超声发生杆、超声探头和浸入式超声倒入杆将超声 波从坩埚底部和坩埚顶部引入超声,保持设定的超声功率,保持设定时间,来控制铸锭内 晶体的细化程度;
17.步骤五:超声处理完成后,减小电弧枪的电弧电流,调至0后,关闭电源,至此,完 成了直接和间接耦合引入超声处理高温熔体的制备。
18.进一步地,所述步骤三中电弧枪的电弧电流使铸锭的熔炼温度大于等于铸锭液相线 100℃,保证过热度。
19.进一步地,所述步骤四中的超声处理预定时间为100-200s;对于超声衰减系数小于 1.5db/cm的合金,超声波的功率范围为满载功率的60%-80%,对于超声衰减系数大于 1.5db/cm的合金,超声波的功率范围为满载功率的80%-100%。
20.进一步地,所述步骤五中的电弧枪的电弧电流为每15s减小100a,并逐渐减小电流至 0。
21.本发明与现有技术相比具有以下效果:
22.1、本发明采用直接和间接耦合引入超声处理高温熔体的设备和方法,能够对难熔合金 熔体进行超声处理,同时,超声作用的范围被扩大,利用直接和间接耦合的方式可以
弥补 超声波在引入熔体过程中的衰减,细化组织,实现组织的均匀细化处理,获得无污染的超 声处理难熔铸锭。其中,间接超声波处理装置的超声探头与坩埚的底部接触,直接超声波 装置的浸入式超声导入杆与熔体直接接触。
23.2、本发明采用电弧熔炼和超声处理对难熔合金进行制备,通过调节电弧电流的大小和 超声功率范围,能够实现不同的超声细化效果。
附图说明
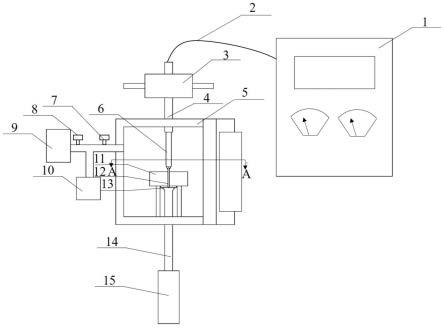
24.图1是本发明实施例的直接和间接耦合引入超声处理高温熔体设备的结构示意图;
25.图2是本发明实施例的真空炉的结构示意图;
26.图3是图1中a-a的剖视图;
27.图4是图3中b-b的剖视图;
28.图5是本发明实施例的电弧枪控制杆的结构示意图;
29.图6是在扫描电镜下的nb-si-ti-zrc-sc合金直接和间接耦合超声处理组织图片;
30.图7是在扫描电镜下的nb-si-ti-zrc-tib2合金直接和间接耦合超声处理组织图片。
31.图8是本发明带有升降单元部分的结构示意图。
具体实施方式
32.具体实施方式一:结合图1至图5说明本实施方式,本实施方式包括电源及超声控制 柜1、电源连接线2、电弧控制器3、电弧枪控制杆4、真空炉5、电弧枪6、坩埚11、超 声波处理装置和抽真空装置;电弧控制器3安装在真空炉5的正上方,电源及超声控制柜 1通过电源连接线2与电弧控制器3连接,电弧枪控制杆4的顶部与电弧控制器3连接, 电弧枪控制杆4的底部穿过真空炉5中,坩埚11安装在真空炉5内,电弧枪6的一端与电 弧枪控制杆4的底端连接,电弧枪6的另一端悬置并位于电弧枪6的另一端的正下方实现 对坩埚11内合金的熔炼;抽真空装置安装在真空炉5的外侧;超声波处理装置包括超声波 发生器15、超声发生杆14、浸入式超声导入杆12和超声探头13,超声波发生器15安装 在真空炉5的下方,超声发生杆14的底端与超声波发生器15连接,超声发生杆14的顶端 向上延伸并密封穿过真空炉5,超声探头13的底端安装在超声发生杆14的顶端,超声探 头13的顶端与坩埚11的底端面相抵,浸入式超声导入杆12的一端与超声探头13的顶端 连接,浸入式超声导入杆12的另一端绕过坩埚11的外侧壁之后伸入到坩埚11的内部与合 金的溶体16接触,浸入式超声导入杆12和超声探头13共同作用实现对坩埚11内合金的 熔炼。
33.本实施方式的直接和间接耦合引入超声处理高温熔体的设备,可对难熔合金熔体进行 直接和间接耦合的超声处理,同时,超声作用的范围被扩大,采用这种方式,整个铸锭可 以被同时细化,按照道理来说是在铸锭高度一半位置,两个衰减方向的超声进行汇合,进 而细化整个铸锭,利用直接和间接耦合的方式可以弥补超声波在引入熔体过程中的衰减, 具体为:底部超声是从底部往顶部进行衰减,顶部超声是从顶部到底部进行衰减,顶部和 底部超声是同时互相弥补,最终扩大了超声在熔体中的作用范围,细化组织,实现组织的 均匀细化处理,获得无污染的超声处理难熔铸锭。
34.具体实施方式二:结合图2说明本实施方式,本实施方式的坩埚11为水冷铜坩埚,坩 埚11通过支撑底座设置在真空炉5上,坩埚11的下端分别插装有坩埚进水管1101和坩埚 出水管1102,坩埚进水管1101和坩埚出水管1102呈180度布置。如此设置,便于对坩埚 进行冷却。其它组成与连接方式与具体实施方式一相同。
35.具体实施方式三:结合图1至图4说明本实施方式,本实施方式的浸入式超声导入杆 12包括第一根浸入式超声导入杆1201和第二浸入式超声导入杆1202,第一根浸入式超声 导入杆1201和第二浸入式超声导入杆1202在水平方向呈180度布置,第一根浸入式超声 导入杆1201与坩埚进水管1101之间呈90度,第二浸入式超声导入杆1202与坩埚出水管 1102之间呈90度;其中,第一根浸入式超声导入杆1201和第二浸入式超声导入杆1202 的材料均为耐高温陶瓷;第一根浸入式超声导入杆1201和第二浸入式超声导入杆1202的 一端均与超声探头13之间可拆卸连接,第一根浸入式超声导入杆1201和第二浸入式超声 导入杆1202的另一端在伸入到合金的溶体16的接触端部可拆卸下来。如此设置,1、在 放入导入杆进行超声处理铸锭时,更加方便;2、由于熔体温度较高,长期使用的超声导入 杆材料容易被熔蚀,可拆卸的超声导入杆仅为间接引入超声装置的一部分,可以有效降低 成本;3、由于铸锭熔化后,其高度会下降,随着熔体高度下降,通过采用可伸缩超声导入 杆装置,超声导入杆可以随着铸锭的熔化进行下降。其它组成与连接方式与具体实施方式 一或二相同。
36.具体实施方式四:结合图5说明本实施方式,本实施方式的电弧枪控制杆4包括电机 41、导向杆42、升降杆43和保护套44,电机41安装在电弧控制器3内,导向杆42的一 端与电机41的输出轴连接,升降杆43的上端与导向杆42的另一端之间螺纹连接,升降杆 43的下端伸入到真空炉5内并与电弧枪6连接,保护套44的顶端与电弧控制器3的下端 面连接,保护套44的底端与真空炉5的顶壁固定连接。如此设置,可以通过电弧控制器, 在电弧炉外部对电弧炉内部的电弧枪的高度进行控制,保持熔体的真空度状态。其它组成 与连接方式与具体实施方式一、二或三相同。
37.具体实施方式五:结合图1说明本实施方式,本实施方式的抽真空装置包括抽气机构 9和进气机构10,抽气机构9和进气机构10与真空炉5连通,其中,进气机构10通入到 真空炉5内的保护气体为氩气,其中在抽气机构9的管体上安装有总气阀7和进气阀8。 如此设置,便于对真空炉5内进行抽真空和输入保护气体。其它组成与连接方式与具体实 施方式一、二、三或四相同。
38.具体实施方式六:结合图2说明本实施方式,本实施方式还包括密封装置17,真空炉 5与超声发生杆14之间通过密封装置17连接;其中,密封装置17包括紧固件1701和密 封件1702,紧固件1701与超声发生杆14螺纹连接;密封件1702套装在超声发生杆14上, 密封件1702具有螺纹连接部和密封部,所述密封部的外径大于超声发生杆14上连接孔的 直径,螺纹连接部伸入到超声发生杆14连接孔内,并与超声发生杆14螺纹密封连接;密 封部与真空炉5的底板外部相贴合,在密封件1702迎向真空炉5的一侧设置有密封垫。如 此设置,由于本设备用于处理高温熔体,应保持在一定的真空度下,避免氧的进入。其它 组成与连接方式与具体实施方式一、二、三、四或五相同。
39.为了更近一步地扩大超声范围,提高合金组织的性能,结合图8,本发明的直接和间 接耦合引入超声处理高温熔体的设备还包括两组升降单元,两组升降单元对称安装,每
组 升降单元均包括升降电机50、电机壳体51、电机安装座52和传动杆63,电机壳体51安 装在真空炉5的上端面上,电机安装座52安装在电机壳体51内,升降电机50倾斜安装在 电机安装座52上,传动杆63的一端与升降电机50的输出轴连接,传动杆63的另一端密 封转动穿过真空炉5并向下延伸与导杆浸入部1200的上端可拆卸连接,导杆浸入部1200 在升降电机50的带动下,通过传动杆63带动导杆浸入部1200转动,转动过程中,导杆浸 入部1200在合金内实现上下位置的升降。
40.增加了本实施方式的升降单元单元之后,可以根据合金液体的多少,通过人眼在顶部 的真空炉观测熔体高度,灵活选择升降的位置和时间,进而将合金制备的性能提高。
41.具体实施方式七:结合图1至图5说明本实施方式,本实施方式采用直接和间接耦合 引入超声处理高温熔体的设备的制备方法,它包括以下步骤:
42.步骤一:将熔炼铸锭放置在坩埚11内部,并将电弧枪6的电极下降并调至能够起弧的 高度;
43.步骤二:开启抽气机构9,然后开启进气机构10,将真空炉5内的真空度保持在0.05mpa, 利用电弧枪6引弧;
44.步骤三:逐渐增加电弧枪6的电弧电流至铸锭完全熔化;
45.步骤四:运行超声波发生器15,利用超声发生杆14、超声探头13和浸入式超声倒入 杆12将超声波从坩埚底部和坩埚顶部引入超声,保持设定的超声功率,保持设定时间,来 控制铸锭内晶体的细化程度;
46.超声波在熔体中的衰减,决定了超声波在合金中的作用区,衰减系数小,超声波在熔 体中的作用范围大,为了避免直接和间接的耦合超声作用区过大,降低超声功率,减小直 接和间接耦合超声处理作用区,实现超声波在熔体组织的均匀化处理,破碎合金中的树枝 晶,增加合金的形核质点,获得均匀的细化组织。超声衰减系数大,超声波在熔体中的作 用范围小,为了避免直接和间接的耦合超声作用区无法汇合,增大超声功率,增大直接和 间接耦合超声处理作用区,实现超声波在熔体组织的均匀化处理,破碎合金中的树枝晶, 增加合金的形核质点,获得均匀的细化组织。根据难熔合金的超声衰减系数进行超声功率 的选择。
47.步骤五:超声处理完成后,减小电弧枪6的电弧电流,调至0后,关闭电源,至此, 完成了直接和间接耦合引入超声处理高温熔体的制备。
48.具体实施方式八:结合图1至图5说明本实施方式,本实施方式步骤三中电弧枪6的 电弧电流使铸锭的熔炼温度大于等于铸锭液相线100℃,保证过热度。如此设置,熔体处 理时,应保证熔体在一定过热度下,在保证铸锭熔化的前提条件下,对熔体进行处理,可 以加强熔体的处理效果。其它组成与连接方式与具体实施方式一至七中任意一项相同。
49.具体实施方式九:结合图1至图3说明本实施方式,本实施方式的步骤四中的超声处 理预定时间为100-200s;对于超声衰减系数小于1.5db/cm的合金,超声波的功率范围为 满载功率的60%-80%,对于超声衰减系数大于1.5db/cm的合金,超声波的功率范围为满载 功率的80%-100%。如此设置,对于衰减系数小于1.5db/cm的合金,超声衰减慢,无需满 载进行超声波处理,超声波的功率范围可设定在60%-80%,对于衰减系数大于1.5db/cm的 合金,超声衰减快,为了使整个合金细化效果提高,应增加超声处理功率,超声波的功率 范围设定在80%-100%。其它组成与连接方式与具体实施方式一至八中任意一项相同。
50.具体实施方式十:结合图1至图3说明本实施方式,本实施方式的步骤五中的电弧枪 6的电弧电流为每15s减小100a,并逐渐减小电流至0。如此设置,控制铸锭的冷却速率 保持一定,最终关闭电弧。其它组成与连接方式与具体实施方式一至九中任意一项相同。
51.实施例1:
52.一种使用上述的设备直接和间接耦合超声处理nb-si-ti-zrc-sc合金的方法:
53.步骤1:将熔炼铸锭放置在坩埚11内部,并将电弧枪6的电极下降并调至能够起弧的 高度;
54.步骤2:开启抽气机构9,然后开启进气机构10,将真空炉5内真空度保持在0.05mpa, 利用电弧枪6引弧;
55.步骤3:逐渐增加电弧枪6的电弧电流,电流由0至550a,铸锭完全熔化;
56.步骤4:运行超声波发生器15,利用超声发生杆14、超声探头13和浸入式超声倒入 杆12将超声波从坩埚底部和坩埚顶部引入超声,超声波的功率设定为12kw,超声处理时 间为150s。
57.步骤5:超声处理完成后,减小电弧枪6的电弧电流,调至0后,关闭电源。
58.步骤6:对超声处理后的铸锭进行组织测试,组织均匀一致。
59.实施例2:
60.一种使用上述的设备直接和间接耦合超声处理nb-si-ti-zrc-tib2合金的方法:
61.步骤1:将熔炼铸锭放置在坩埚11内部,并将电弧枪6的电极下降并调至能够起弧的 高度;
62.步骤2:开启抽气机构9,然后开启进气机构10,将真空炉5内真空度保持在0.05mpa, 利用电弧枪6引弧;
63.步骤3:逐渐增加电弧枪6的电弧电流,电流由0增长至580a,铸锭完全熔化;
64.步骤4:运行超声波发生器15,利用超声发生杆14、超声探头13和浸入式超声倒入 杆12将超声波从坩埚底部和坩埚顶部引入超声,超声波的功率设定为18kw,超声处理时 间为200s。
65.步骤5:超声处理完成后,减小电弧枪6的电弧电流,调至0后,关闭电源。
66.步骤6:对超声处理后的铸锭进行组织测试,组织均匀一致。
67.实施例3:
68.一种使用上述的设备超声处理nb-si-ti-zrc-sc合金不同相区铸锭的方法:
69.步骤1:将熔炼铸锭放置在坩埚11内部,并将电弧枪6的电极下降并调至能够起弧的 高度;
70.步骤2:开启抽气机构9,然后开启进气机构10,将真空炉5内真空度保持在0.05mpa, 利用电弧枪6引弧;
71.步骤3:逐渐增加电弧枪6的电弧电流,电流由0至550a,铸锭完全熔化;
72.步骤4:运行超声波发生器15,利用超声发生杆14、超声探头13和浸入式超声倒入 杆12将超声波从坩埚底部和坩埚顶部引入超声,超声波的功率设定为17kw,超声处理时 间为180s。
73.步骤5:超声处理完成后,减小电弧枪6的电弧电流,调至0后,关闭电源。
74.步骤6:对超声处理后的铸锭进行组织测试,组织均匀一致。
75.图6为在扫描电镜下的nb-si-ti-zrc-sc合金直接和间接耦合超声处理液相组织图片; 超声处理后,异质形核质点多,形核率增大,上部和下部组织更加细小且均匀。由图6为 本发明实施例中经直接和间接耦合超声处理nb-si-ti-zrc-sc合金显微组织,可以看出,利 用本发明涉及的直接和间接耦合超声波处理装置和方法制备的nb-si-ti-zrc-sc合金中显微 组织明显均匀细化,共晶组织细小,其中,图中铸锭的上部最大共晶团尺寸为120μm,下 部最大的共晶团尺寸为110μm,上部和下部共晶团尺寸相差范围在10μm以内,较为均匀。 由此可知,本发明的直接和间接耦合超声处理的合金,可实现铸锭的上部和下部的均匀细 化。提高铸锭的压缩强度、硬度和断裂韧性。图7为在扫描电镜下的nb-si-ti-zrc-tib2合 金直接和间接耦合超声处理液相组织图片,超声处理后,元素分布均匀,黑色初生相尺寸 相差不大,组织细化效果明显。
76.由图7为本发明实施例中经直接和间接耦合超声波熔体处理nb-si-ti-zrc-tib2合金显 微组织,可以看出,利用本发明涉及的直接和间接耦合超声波熔体处理装置和方法制备的 nb-si-ti-zrc-tib2合金中显微组织明显细化,顶部黑色初生相平均尺寸约为20μm,底部黑 色初生相平均尺寸约为15μm。其中,图中顶部和底部的黑色初生相尺寸相差范围在5μm 以内,初生相细化效果明显且均匀。由此可知,本发明的直接和间接耦合超声处理的合金, 可显著细化初生相,且铸锭的超声波细化效果较为均匀,提高铸锭的压缩强度、硬度和断 裂韧性。
77.以上所述仅对本发明的优选实施例进行了描述,但本发明并不局限于上述具体实施方 式,本领域的技术人员在本发明的启示之下,在不脱离发明宗旨下,对本发明的特征和实 施例进行的各种修改或等同替换以适应具体情况均不会脱离本发明的精神和权利要求的保 护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1