一种齿轮生产精加工设备的制作方法
1.本发明涉及齿轮技术领域,尤其涉及一种齿轮生产精加工设备。
背景技术:
2.齿轮在加工成型后,需要通过去毛刺机对齿轮表面毛刺进行打磨精加工,而随着经济的发展和各行各业对自动化程度要求的提高,自动去毛刺机技术得到了迅速发展,去毛刺机通过打磨轮对齿轮表面进行打磨去毛刺,针对于精加工设备的技术启示;
3.对于精加工设备的研究发现了以下问题:
4.精加工设备在对齿轮进行打磨时,通常对齿轮的外壁或者下端进行夹持固定,导致齿轮在进行精加工打磨时,齿轮外壁不方便进行打磨,进而导致精加工设备无法通过对齿轮内壁进行夹持限位,不方便对齿轮外壁以及齿轮下端进行打磨去毛刺;
5.目前,现有技术中的cn202011550609.8一种齿轮去毛刺的打磨装置,公开了打磨装置,该发明齿轮一端面打磨完后,第三驱动电机和第一驱动电机停止,调换齿轮的另一端面,再启动第三驱动电机和第一驱动电机,完成待加工齿轮两端面的打磨;
6.本发明主要能够解决齿轮外壁不方便精加工的问题。
技术实现要素:
7.为解决上述技术问题,本发明提供一种齿轮生产精加工设备,以解决上述背景技术中描述问题。
8.本发明一种齿轮生产精加工设备的目的与功效,由以下具体技术手段达成:一种齿轮生产精加工设备,包括去毛刺机,该去毛刺机的打磨端设有打磨组件,打磨组件包括电机和打磨轮,电机设于打磨轮的端部,而去毛刺机的打磨台上设有带动打磨组件呈水平移动的驱动组件,驱动组件包括电动机和螺旋杆,所述去毛刺机靠近驱动组件的一侧设有对齿轮夹持的夹具。
9.进一步的,所述夹具的上端贯穿有轮轴,夹具的内侧设有利用惯性和气压对齿轮形成紧密夹持固定的传动机构,电机通过电源线与电源电性连接,电机带动打磨轮呈高速旋转。
10.进一步的,所述传动机构包括气囊、气囊壁、轴臂、贯穿轴、旋转环、旋转球体、摆臂和滑动架,气囊镶嵌于轮轴上端的两侧,气囊壁镶嵌于气囊的内壁,轴臂摆动于气囊壁的一侧,贯穿轴贯穿于轮轴的内部,旋转环摆动于贯穿轴的外侧,旋转球体摆动于旋转环下端的一侧,摆臂摆动于旋转球体的一端,滑动架滑动贯穿于轮轴的两侧。
11.进一步的,所述气囊镶嵌贯穿于轮轴的两侧,气囊壁厚度为气囊厚度的二分之一,气囊远离气囊壁一侧的上端呈半圆弧状设置,半圆弧角度为45-90
°
设置。
12.进一步的,所述轴臂靠近旋转环的一端呈半圆球状设置,轴臂与旋转环配套设置,轴臂的一端延伸至旋转环的一侧,轴臂呈交错排布,轴臂呈倾斜30
°
以上设置,旋转环呈圆环状设置,旋转环摆动于贯穿轴的两侧,旋转环分别与轴臂呈角度摆动;
13.进一步的,所述旋转球体与摆臂呈倾斜摆动,摆臂和旋转球体设置有两组,每组之间摆动方向相反,滑动架环绕贯穿于轮轴的内部,滑动架呈横向排布,滑动架呈椭圆状设置,滑动架的内部呈中空状设置。
14.进一步的,所述传动机构包括活塞杆、套管和卡环,活塞杆滑动于滑动架的内部,套管安装于滑动架的内部,卡环镶嵌于滑动架远离活塞杆的一端。
15.进一步的,所述活塞杆呈横向工状设置,而活塞杆的一端与摆臂活动挤压,活塞杆的另一端滑动贴合于套管的内部,活塞杆于滑动架的内部呈水平滑动。
16.进一步的,所述套管内部呈中空状设置,套管靠近卡环的一端贯穿有孔洞,孔洞直径为2-3cm,套管靠近卡环以及贴合活塞杆的一端填充有清水,而套管设有孔洞一端与卡环之间间距小于3cm,卡环镶嵌于滑动架一端的内壁,卡环设有2个以上,卡环环绕设置于滑动架的一端。
17.进一步的,所述传动机构包括滑轨、延伸架和斜板,滑轨安装于夹具内部的两侧,延伸架滑动贯穿至滑轨的两端,斜板镶嵌于延伸架的一端;
18.进一步的,所述滑轨呈半圆弧状设置,半圆弧角度为180
°
,延伸架处于轮轴下端的两侧,延伸架形状与滑轨配套设置,以滑轨为分界线,延伸架的两端长度不同,延伸架靠近轮轴的一端长度短于另一端3-5cm。
19.进一步的,所述斜板呈倾斜25-45
°
设置,斜板分布于延伸架一端的两侧,斜板设于延伸架靠近轮轴的一端。
20.有益效果:
21.1.齿轮嵌合于轮轴的上端,齿轮内壁挤压至气囊的上端,气囊内部气体挤压至气囊壁的一侧,由于气囊壁厚度小于气囊,使得气囊壁呈角度弯曲变形,气囊壁摆动时带动轴臂呈水平滑动,使得气囊壁能够利用大气压辅助轴臂摆动;
22.2.由于轴臂呈倾斜设置,因此轴臂带动旋转环快速摆动,旋转环摆动时产生向上离心力,利用离心力旋转环下端摆臂通过旋转球体向上摆动,摆臂向上时挤压至滑动架的一侧,滑动架呈水平滑动,进而滑动架能够对齿轮的内壁形成夹持固定;
23.3.摆臂首先挤压至滑动架的一侧,随后摆臂挤压至活塞杆的一端,活塞杆于滑动架的内部呈水平滑动,活塞杆滑动时冲击至套管内部清水,清水通过套管侧面孔洞进入滑动架的内部,同时由于卡环与套管一端间距有限,因此清水快速冲击至卡环的一端,卡环呈角度弯曲变形;
24.4.进而卡环能够进一步辅助滑动架的一端对齿轮的内壁进行限位固定,使得该种传动机构能够对齿轮内壁进行限位固定,避免了现有精加工设备需要对齿轮外壁进行限位,导致精加工设备不方便对齿轮外壁进行加工的情况;
25.5.齿轮向下移动时,齿轮的下端挤压至延伸架的一端,由于滑轨的形状设置,延伸架靠近轮轴的一端向上移动,同时斜板嵌合于齿轮的内壁,进而延伸架能够对齿轮的内壁进一步限位固定。
附图说明
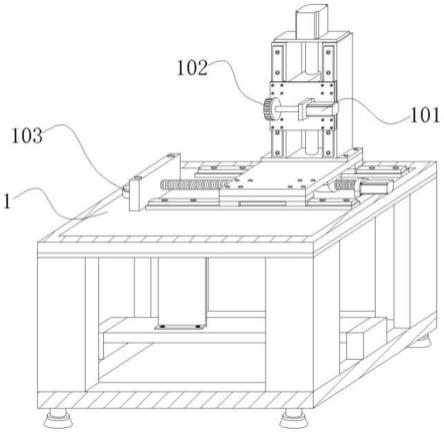
26.图1为本发明整体结构示意图。
27.图2为本发明夹具结构示意图。
28.图3为本发明夹具剖面结构示意图。
29.图4为本发明图3中a处放大示意图。
30.图5为本发明贯穿轴结构示意图。
31.图6为本发明图3中b处放大结构示意图。
32.图7为本发明活塞杆滑动后结构示意图。
33.图8为本发明延伸架结构示意图。
34.图1-8中,部件名称与附图编号的对应关系为:
35.1-去毛刺机,101-电机,102-打磨轮,103-夹具,104-轮轴,2-气囊,201-气囊壁,202-轴臂,3-贯穿轴,301-旋转环,302-旋转球体,303-摆臂,4-滑动架,401-活塞杆,402-套管,403-卡环,5-滑轨,501-延伸架,502-斜板。
具体实施方式
36.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整的描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例,基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
37.实施例:
38.如附图1至附图8所示:
39.实施例1:一种齿轮生产精加工设备,包括去毛刺机1,该去毛刺机1的打磨端设有打磨组件,打磨组件包括电机101和打磨轮102,电机101设于打磨轮102的端部,而去毛刺机1的打磨台上设有带动打磨组件呈水平移动的驱动组件,驱动组件包括电动机和螺旋杆,去毛刺机1靠近驱动组件的一侧设有对齿轮夹持的夹具103;
40.其中:夹具103,夹具103的上端贯穿有轮轴104,夹具103的内侧设有利用惯性和气压对齿轮形成紧密夹持固定的传动机构;
41.打磨轮102,电机101通过电源线与电源电性连接,电机101带动打磨轮102呈高速旋转,而打磨轮102能够对夹具103上端齿轮形成打磨;
42.手动将齿轮贯穿轮轴104的上端,齿轮放置于夹具103的上端,而传动机构能够利用惯性和气压对齿轮内壁形成紧密夹持固定,随后驱动组件对电机101和打磨轮102的位置进行调节,电机101带动打磨轮102对齿轮外壁以及表面毛刺进行全方位打磨去除;
43.实施例2:参考说明书附图2-5可得知,实施例2与实施例1的不同在于,传动机构包括气囊2、气囊壁201、轴臂202、贯穿轴3、旋转环301、旋转球体302、摆臂303和滑动架4,气囊2镶嵌于轮轴104上端的两侧,气囊壁201镶嵌于气囊2的内壁,轴臂202摆动于气囊壁201的一侧,贯穿轴3贯穿于轮轴104的内部,旋转环301摆动于贯穿轴3的外侧,旋转球体302摆动于旋转环301下端的一侧,摆臂303摆动于旋转球体302的一端,滑动架4滑动贯穿于轮轴104的两侧;
44.其中:气囊2和气囊壁201,气囊2镶嵌贯穿于轮轴104的两侧,气囊壁201厚度为气囊2厚度的二分之一,气囊2远离气囊壁201一侧的上端呈半圆弧状设置,半圆弧角度为45-90
°
设置;
45.气囊2的形状设置,方便齿轮呈垂直贯穿至夹具103的上端;
46.轴臂202,轴臂202靠近旋转环301的一端呈半圆球状设置,轴臂202与旋转环301配套设置,轴臂202的一端延伸至旋转环301的一侧,轴臂202呈交错排布,轴臂202呈倾斜30
°
以上设置;
47.贯穿轴3和旋转环301,旋转环301呈圆环状设置,旋转环301摆动于贯穿轴3的两侧,旋转环301分别与轴臂202呈角度摆动;
48.摆臂303,旋转球体302与摆臂303呈倾斜摆动,摆臂303和旋转球体302设置有两组,每组之间摆动方向相反;
49.摆臂303静止时,摆臂303的下端处于滑动架4侧面的下方,摆臂303向上摆动时,摆臂303的一端挤压至滑动架4的侧面;
50.滑动架4,滑动架4环绕贯穿于轮轴104的内部,滑动架4呈横向排布,滑动架4呈椭圆状设置,滑动架4的内部呈中空状设置;
51.滑动架4的形状设置,方便摆臂303带动滑动架4呈水平滑动;
52.其中:齿轮嵌合于轮轴104的上端,齿轮内壁挤压至气囊2的上端,气囊2内部气体挤压至气囊壁201的一侧,由于气囊壁201厚度小于气囊2,使得气囊壁201呈角度弯曲变形,气囊壁201摆动时带动轴臂202呈水平滑动,使得气囊壁201能够利用大气压辅助轴臂202摆动;
53.由于轴臂202呈倾斜设置,因此轴臂202带动旋转环301快速摆动,旋转环301摆动时产生向上离心力,利用离心力旋转环301下端摆臂303通过旋转球体302向上摆动,摆臂303向上时挤压至滑动架4的一侧,滑动架4呈水平滑动,进而滑动架4能够对齿轮的内壁形成夹持固定;
54.实施例3:参考说明书附图6和7可得知,实施例3与实施例1和2的不同在于,传动机构包括活塞杆401、套管402和卡环403,活塞杆401滑动于滑动架4的内部,套管402安装于滑动架4的内部,卡环403镶嵌于滑动架4远离活塞杆401的一端;
55.其中:活塞杆401,活塞杆401呈横向工状设置,而活塞杆401的一端与摆臂303活动挤压,活塞杆401的另一端滑动贴合于套管402的内部,活塞杆401于滑动架4的内部呈水平滑动;
56.套管402,套管402内部呈中空状设置,套管402靠近卡环403的一端贯穿有孔洞,孔洞直径为2-3cm,套管402靠近卡环403以及贴合活塞杆401的一端填充有清水,而套管402设有孔洞一端与卡环403之间间距小于3cm;
57.卡环403,卡环403镶嵌于滑动架4一端的内壁,卡环403设有2个以上,卡环403环绕设置于滑动架4的一端,卡环403为可变形材质制成,如橡胶或乳胶;
58.其中:摆臂303首先挤压至滑动架4的一侧,随后摆臂303挤压至活塞杆401的一端,活塞杆401于滑动架4的内部呈水平滑动,活塞杆401滑动时冲击至套管402内部清水,清水通过套管402侧面孔洞进入滑动架4的内部,同时由于卡环403与套管402一端间距有限,因此清水快速冲击至卡环403的一端,卡环403呈角度弯曲变形;
59.进而卡环403能够进一步辅助滑动架4的一端对齿轮的内壁进行限位固定,使得该种传动机构能够对齿轮内壁进行限位固定,避免了现有精加工设备需要对齿轮外壁进行限位,导致精加工设备不方便对齿轮外壁进行加工的情况;
60.实施例4:参考说明书附图8可得知,实施例4与实施例1、2和3的不同在于,传动机
构包括滑轨5、延伸架501和斜板502,滑轨5安装于夹具103内部的两侧,延伸架501滑动贯穿至滑轨5的两端,斜板502镶嵌于延伸架501的一端;
61.其中:滑轨5,滑轨5呈半圆弧状设置,半圆弧角度为180
°
,滑轨5的形状设置,方便延伸架501向上滑动;
62.延伸架501,延伸架501处于轮轴104下端的两侧,延伸架501形状与滑轨5配套设置,以滑轨5为分界线,延伸架501的两端长度不同,延伸架501靠近轮轴104的一端长度短于另一端3-5cm;
63.斜板502,斜板502呈倾斜25-45
°
设置,斜板502分布于延伸架501一端的两侧,斜板502设于延伸架501靠近轮轴104的一端;
64.其中:齿轮向下移动时,齿轮的下端挤压至延伸架501的一端,由于滑轨5的形状设置,延伸架501靠近轮轴104的一端向上移动,同时斜板502嵌合于齿轮的内壁,进而延伸架501能够对齿轮的内壁进一步限位固定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1