一种铝合金铸件振动时效与深冷处理低应力耐蚀制备方法与流程
1.本发明属于铝合金技术与工艺方法领域,具体涉及了一种高强韧铝合金铸件振动时效与深冷处理低应力耐蚀制备方法。
背景技术:
2.铝合金密度低、比强/刚度高、耐蚀性好、塑性好、加工性能优异,且具有良好的焊接性能,优良的导电性、导热性,在军工装备领域得到了广泛的应用。铝合金按照加工工艺主要可分为变形铝合金与铸造铝合金两类,其中铸造铝合金因具有良好的工艺流动性能与中等载荷承载能力,在导弹壳体、载油舱壳体、发动机附件机匣、发动机油路管道、汽车发动机缸体、汽车发动机缸盖等产品制造上得到了广泛的应用。
3.军工装备领域与汽车领域的铝合金铸件多为复杂薄壁类结构,在淬火热处理过程中受淬火残余应力影响易产生翘曲或挠曲变形,严重时甚至直接造成铸件报废,传统的消除淬火残余应力工艺方法多为热时效法,工艺操作时间长且残余应力消除效果一般;过长的时效保温时间还改变了金属材料析出强化相的析出形态与分布密度,严重时甚至恶化了金属材料的机械力学性能与耐蚀性能。
4.随着军工装备领域对铝合金铸件长寿命可靠服役技术指标要求的不断提高,在铝合金铸件热处理过程中如何在保证铸件整体尺寸精度的前提下,提高铝合金铸件的机械力学性能与耐蚀性能就成为了当前铝合金铸件精密热处理领域的研究热点与工艺控制难点之一。当前铝合金铸件热处理工艺研究的热点多为单一的提高金属材料机械力学性能、消除淬火残余应力或进行尺寸稳定化处理研究。因此,从操作工艺角度,综合性地去实现铝合金铸件的高强韧、低应力与高耐蚀就显得尤为重要。
技术实现要素:
5.针对目前军工装备用薄壁复杂结构铝合金铸件在淬火热处理过程中的淬火变形、机械性能偏低、耐蚀性较差等工艺问题,本发明提出了一种高强韧铝合金铸件振动时效与深冷处理低应力耐蚀制备方法。本发明采用的二级固溶保温热处理工艺最大限度上提高了合金元素的固溶过饱和程度;本发明采用的喷淋淬火工艺可降低传统淬火热处理工艺中“气膜隔离传热”与“气泡沸腾传热”的作用时间,通过热态机械校正可确保淬火后铸件整体尺寸精度满足后续精密机械加工技术要求;本发明的预时效热处理可为后续振动时效的有效实施提供工艺保证,结合尺寸稳定化处理与一次深冷处理和二次深冷处理,可在进一步降低铸件淬火残余应力的同时,改善时效析出强化相的分布形貌、数量、尺寸、密度及沿晶界分布的形貌,有效提高金属材料的机械力学性能与耐蚀性能,实现军工装备用高强韧铝合金铸件的短周期、低成本与高强韧、高耐蚀精密热处理制造。
6.本发明具体提供如下技术方案:一种铝合金铸件的制备方法,所述方法包括如下步骤:(1)二级固溶保温热处理:将铝合金铸件放置于固溶保温炉内进行二级固溶保温
热处理;(2)淬火热处理:将二级固溶保温热处理结束后的铝合金铸件放置于喷淋淬火炉内进行喷淋淬火处理,喷淋淬火炉内安装有沿铝合金铸件对称分布的喷淋头,喷淋头喷射液态淬火介质对铝合金铸件进行淬火热处理;(3)热态机械校正:采用非接触式光学测量设备对喷淋淬火后的铝合金铸件进行尺寸扫描分析,然后借助机械校正装置与液压装置对铝合金铸件进行热态校正;(4)预时效热处理:将铝合金铸件放置于时效保温炉内,进行预时效保温热处理;(5)振动时效处理:铝合金铸件预时效保温热处理结束后,将铝合金铸件从时效保温炉内取出,对铝合金铸件进行振动时效处理;(6)尺寸稳定化处理:将完成振动时效处理的铝合金铸件放置于液氮冷态保温炉中进行尺寸稳定化处理;(7)一次深冷处理:铝合金铸件完成尺寸稳定化处理后,继续放置于液氮冷态保温炉内作一次深冷处理;(8)时效热处理:将完成一次深冷处理的铝合金铸件放置于时效热处理保温炉内进行时效热处理;(9)二次深冷处理:将完成时效热处理的铝合金铸件放置于液氮冷态保温炉内作二次深冷处理,二次深冷处理结束后将铝合金铸件取出,完成高强韧铝合金铸件的振动时效与深冷处理低应力耐蚀制备。
7.根据本发明的实施方式,步骤(1)中,所述铝合金铸件为铝硅系铝合金铸件、铝铜系铝合金铸件或铝镁系铝合金铸件。
8.根据本发明的实施方式,步骤(1)中,所述铝合金铸件的入炉温度小于等于100℃,例如为20℃~100℃。
9.根据本发明的实施方式,步骤(1)中,所述二级固溶保温热处理的升温速率为2℃
·
min-1
~3℃
·
min-1
(例如为2℃
·
min-1
、2.2℃
·
min-1
、2.5℃
·
min-1
、2.8℃
·
min-1
或3℃
·
min-1
),二级固溶保温热处理包括第一级固溶保温热处理和第二级固溶保温热处理,第一级固溶保温热处理的温度为(t
低熔点共晶相熔解温度-10)℃,第一级固溶保温热处理的时间为3h~5h(例如为3h、3.5h、4h、4.5h或5h),第二级固溶保温热处理的温度为(t
低熔点共晶相熔解温度-3)℃,第二级固溶保温热处理的时间为12h~16h(例如为12h、13h、14h、15h或16h)。
10.根据本发明的实施方式,所述t
低熔点共晶相熔解温度
可采用dsc、tg、tma等材料热分析方法测得。示例性地,所述t
低熔点共晶相熔解温度
为540℃~560℃。
11.根据本发明的实施方式,步骤(1)中,所述固溶保温炉的炉温均匀性控温范围为
±
2℃。
12.根据本发明的实施方式,步骤(2)中,淬火转移时间≤10s。
13.根据本发明的实施方式,步骤(2)中,喷淋的淬火介质为去离子水或聚乙二醇等有机淬火溶剂,喷淋头的喷射流量为0.20l
·
s-1
~0.45l
·
s-1
,(例如为0.2l
·
s-1
、0.25l
·
s-1
、0.3l
·
s-1
、0.35l
·
s-1
、0.4l
·
s-1
或0.45l
·
s-1
)喷淋头的喷射时间为5min~15min,喷淋头的喷射角度为-60
°
~+60
°
,喷淋头的喷射口直径为1.0mm~3.0mm。
14.根据本发明的实施方式,步骤(3)中,非接触式光学测量设备的检测光源为激光,单次扫描点的数量为600万~2000万,点间距为0.018mm~0.037mm,测量尺寸的精度为
±
0.001mm。
15.根据本发明的实施方式,步骤(3)中,机械校正装置的材质为钢质结构。
16.根据本发明的实施方式,步骤(3)中,液压装置提供的液压力范围为1t~10t,例如为1t、2t、3t、4t、5t、6t、7t、8t、9t、10t。
17.根据本发明的实施方式,步骤(4)中,铝合金铸件的入炉温度小于50℃。
18.根据本发明的实施方式,步骤(4)中,预时效热处理的升温速率为1.2℃
·
min-1
~2.0℃
·
min-1
(例如为1.2℃
·
min-1
、1.5℃
·
min-1
、1.6℃
·
min-1
、1.8℃
·
min-1
或2℃
·
min-1
),预时效热处理的保温温度为140℃~180℃(例如为140℃、150℃、160℃、170℃或180℃),预时效热处理的保温时间为2h~4h(例如为2h、2.5h、3h、3.5h或4h)。
19.根据本发明的实施方式,步骤(4)中,时效保温炉的炉温均匀性控温范围为
±
5℃。
20.根据本发明的实施方式,步骤(5)中,振动时效处理前后对铝合金铸件进行残余应力检测;铝合金铸件的残余应力检测装置为x射线残余应力检测设备,测试前需对铝合金铸件待测部位进行打磨抛光处理,打磨砂纸为200目~2000目,抛光时使用的抛光膏为1500目~6000目,测量方法为倾侧固定法,辐射线为crkα,x射线管路电压为5kv~50kv,x射线管路电流为5ma~30ma,单点测试时间为0.5min~1.5min,2θ扫描起始角度为170
°
~140
°
,2θ扫描终止角度为140
°
~110
°
。
21.根据本发明的实施方式,步骤(5)中,振动时效热处理的激振频率为10hz~1000hz,激振电机转速为1000r.min-1
~10000r.min-1
,激振电机振动加速度为20m.s-2
~100m.s-2
,激振力为500n~3000n,激振时间为15min~45min。
22.根据本发明的实施方式,步骤(6)中,铝合金铸件的入炉温度小于40℃。
23.根据本发明的实施方式,步骤(6)中,液氮冷态保温炉的炉温均匀性控温范围为
±
5℃。
24.根据本发明的实施方式,步骤(6)中,尺寸稳定化处理的降温速率为-1.5℃
·
min-1
~-1.2℃
·
min-1
(例如为-1.5℃
·
min-1
、-1.4℃
·
min-1
、-1.3℃
·
min-1
或-1.2℃
·
min-1
),尺寸稳定化处理的保温温度为-120℃~-110℃(例如为-120℃、-118℃、-116℃、-115℃、-114℃、-112℃或-110℃),尺寸稳定化处理的保温时间为20min~40min(如20min、25min、30min、35min或40min)。
25.根据本发明的实施方式,步骤(7)中,液氮冷态保温炉的炉温均匀性控温范围为
±
5℃。
26.根据本发明的实施方式,步骤(7)中,一次深冷处理的降温速率为-3.0℃
·
min-1
~-2.0℃
·
min-1
(例如为-2℃
·
min-1
、-2.2℃
·
min-1
、-2.5℃
·
min-1
、-2.8℃
·
min-1
或-3℃
·
min-1
),一次深冷处理的保温温度为-180℃~-170℃(例如为-180℃、-179℃、-178℃、-176℃、-175℃、-174℃、-172℃、-171℃或-170℃),一次深冷处理的保温时间为40min~60min(如40min、45min、50min、55min或60min)。
27.根据本发明的实施方式,步骤(8)中,铝合金铸件的入炉温度为20℃~40℃。
28.根据本发明的实施方式,步骤(8)中,时效热处理的升温速率为1.5℃
·
min-1
~3.0℃
·
min-1
(例如为1.5℃
·
min-1
、1.6℃
·
min-1
、1.8℃
·
min-1
、2℃
·
min-1
、2.2min-1
、2.5min-1
、2.8min-1
或3min-1
),时效热处理的保温温度为160℃~180℃(例如为160℃、165℃、170℃、175℃或180℃),时效热处理的保温时间为4h~6h。
29.根据本发明的实施方式,步骤(8)中,时效热处理保温炉的炉温均匀性控温范围为
±
2℃。
30.根据本发明的实施方式,步骤(9)中,铝合金铸件的入炉温度小于60℃。
31.根据本发明的实施方式,步骤(9)中,液氮冷态保温炉的炉温均匀性控温范围为
±
5℃。
32.根据本发明的实施方式,步骤(9)中,二次深冷处理的降温速率为-5.0℃
·
min-1
~-3.0℃
·
min-1
(例如为-5℃
·
min-1
、-4.5℃
·
min-1
、-4℃
·
min-1
、-3.5℃
·
min-1
、-3℃
·
min-1
),二次深冷处理的保温温度为-180℃~-160℃(例如为-160℃、-165℃、-170℃、-175℃或-180℃),二次深冷处理的保温时间为20min~30min(如20min、22min、25min、28min或30min)。
33.根据本发明的实施方式,步骤(9)中,二次深冷处理结束后将铝合金铸件出炉升温至室温,例如室温下放置,自然升温到室温。
34.有益效果:本发明提出了一种高强韧铝合金铸件振动时效与深冷处理低应力耐蚀制备方法。与传统的热处理工艺相比,其具有如下鲜明的工艺优点:(1)固溶保温为二级固溶保温热处理,可明显提高mg、cu、ti、v、cd等合金元素的固溶过饱和程度,为时效热处理过程中强化相的高密度析出提供“化学驱动力”。(2)与传统的浸入式淬火工艺相比,喷淋淬火热处理工艺的淬火转移时间极短,且喷淋淬火可通过喷淋头喷射角度的调整,显著缩短传统浸入式淬火热处理工艺中的“气膜隔离传热”与“气泡沸腾传热”作用时间,有效在提高合金元素固溶过饱和程度的基础上,在一定程度上还也可有效降低传统浸入式淬火工艺因铸件各部位淬火传热不均所导致的淬火残余应力过高的问题。(3)喷淋淬火后的铝合金铸件整体温度仍较高,金属材料的屈服强度较低,借助机械校正装置与液压装置对铝合金铸件进行及时的热态机械校正可有效保证铝合金铸件的整体尺寸精度。(4)铝合金材料在固溶淬火t4热处理态时,大量合金元素溶入初生α-al基体内部,可起到良好的吸噪降振效果,此时对铝合金铸件进行振动时效,大量振动能将被金属材料吸收,难以起到有效的消应力作用效果;t5/t6热处理态时金属材料在内部析出了大量的析出强化相,此时金属材料的屈服强度较高,振动能叠加残余应力峰值很难逾越金属材料的屈服强度,振动时效消应力效果将大打折扣;因此铝合金铸件的振动时效应选择在t4热处理态至t5/t6热处理态之间去进行,才能有效地降低或消除铝合金铸件的淬火残余应力。(5)振动时效后铝合金铸件的淬火残余应力峰值将大幅降低,淬火残余应力分布及严重程度可明显改善,此时实施尺寸稳定化处理可有效稳定铝合金铸件的整体尺寸精度,大幅提高铝合金铸件的尺寸精度。(6)铝合金属材料在预时效热处理过程中会将在晶内与晶界析出一定数量的析出强化相,此时对铝合金铸件进行一次深冷处理,可在“热胀冷缩”内应力作用下,对已析出的强化相颗粒进行有效的破碎,增加析出强化相的数量,提高金属材料的强度与塑韧性;同时改善析出强沿晶界分布的形貌与数量及密度,增加晶界无沉淀析出带的宽度,降低晶内与晶界的电位差,提高金属材料的耐蚀性能。(7)铝合金铸件在完成时效热处理后再进行二次深冷处理,在“热胀冷缩”内应力作用下,可将铝合金铸件内部的一些微观缺陷进行有效的弥合,提高金属材料的内在致密度,有效保证铝合金铸件尺寸精度的前提下,进一步提高金属材料的机械力学性能与耐蚀性能。
35.综上,本发明采用振动时效工艺去消除铝合金铸件的淬火残余应力,同时结合尺
寸稳定化处理来保证铝合金铸件的整体尺寸精度,借助一次深冷处理来破碎预时效热处理过程的析出强化相,采用时效热处理与二次深冷处理来改善析出强化相的析出形貌、数量、尺寸与分布密度,借此改善析出强化相沿晶界的分布形貌与密度,来提高金属材料的机械力学性能与耐蚀性能,实现军工装备与汽车领域高强韧铝合金铸件的短周期、低成本、高强韧与高耐蚀精密热处理制备。
附图说明
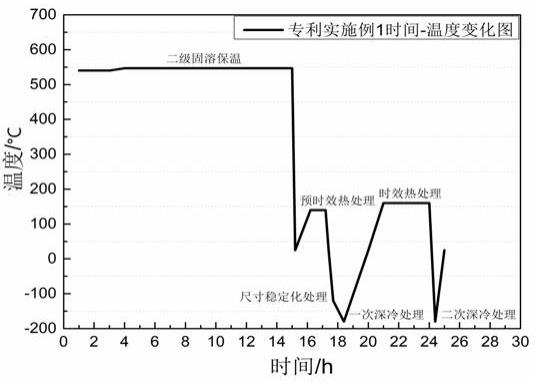
36.图1是实施例1制备方法的各阶段时间-温度变化图。
37.图2是实施例1制备的zl114a过渡段金属壳体铸件的结构示意图。
38.图3是实施例2中zl114a尾段金属壳体铸件淬火热处理后与二次深冷处理后的残余应力测试结果。
39.图4是实施例2中zl114a尾段金属壳体铸件淬火热处理后与二次深冷处理后翘曲尺寸测试结果。
40.图5是zl205a尾段金属壳体铸件传统热处理工艺与本发明振动时效与深冷处理热处理工艺晶内和晶界tem微观组织测试对比结果。
41.图6是所述的机械校正装置的结构示意图。
42.图7是使用机械校正装置进行结构定位的示意图。
43.图8是使用机械校正装置进行结构定位的示意图。
44.图9是使用机械校正装置进行结构定位的示意图。
45.附图标记:1为热处理支撑底座,2为激振电机,3为下校位框,4为校位框连接螺母,5为校位框连接螺杆,6为校正端随形压块,7为校正端连接杆,8为校正端承压板,9为校正端限位板,10为校正端限位板连接螺母,11为校正端限位板连接螺杆,12为固定端随形压块,13为固定端内限位板,14为固定端内限位板连接螺母,15为固定端内限位板连接螺杆,16为固定端外限位块,17为固定端限位螺杆,18为固定端限位螺杆止位板,19为固定端限位螺杆止位板限位螺母,20为固定端外限位块紧固螺杆,21为固定端外限位块紧固螺母,22为下校位框定位卡板,23为铝合金铸件,24为中校位框,25为中校位框定位卡板,26为上校位框,27为下压力台,28为上压力台。
具体实施方式
46.如前所述,如图6-图9所述,所述机械校正装置包括热处理支撑底座1、校位框、校位框定位卡板、校位框连接螺母4、校位框连接螺杆5、校正端随形压块6、校正端连接杆7、校正端承压板8、校正端限位板9、校正端限位板连接螺母10、校正端限位板连接螺杆11、固定端随形压块12、固定端内限位板13、固定端内限位板连接螺母14、固定端内限位板连接螺杆15、固定端外限位块16、固定端限位螺杆17、固定端限位螺杆止位板18、固定端限位螺杆止位板限位螺母19、固定端外限位块紧固螺杆20、固定端外限位块紧固螺母21;所述校位框包括下校位框3、中校位框24和上校位框26;所述校位框定位卡板包括下校位框定位卡板22和中校位框定位卡板25;所述中校位框24位于所述下校位框3上方,且通过下校位框定位卡板22相连,所述上校位框26位于所述中校位框24上方,且通过中校位框定位卡板25相连;
所述校位框为第一边框和第二边框组成的正多边形;所述下校位框3位于热处理支撑底座1的外缘,所述下校位框3与热处理支撑底座1通过校位框连接螺母4和校位框连接螺杆5螺接;所述校正端限位板9位于校位框的第一边框外缘,并通过校正端限位板连接螺母10和校正端限位板连接螺杆11将校正端限位板9与校位框的第一边框进行螺接;所述校正端随形压块6通过校正端连接杆7和校正端承压板8相连,且所述校正端连接杆7穿过校位框的第一边框,所述校正端随形压块6靠近校位框的第一边框内缘侧,所述校正端承压板8靠近下校位框3的第一边框外缘侧;所述固定端外限位块16位于校位框的第二边框外缘,并通过固定端外限位块紧固螺杆20和固定端外限位块紧固螺母21将固定端外限位块16与校位框的第二边框进行螺接;所述固定端内限位板13位于校位框的第二边框内缘,并通过固定端内限位板连接螺母14和固定端内限位板连接螺杆15将固定端内限位板13与校位框的第二边框进行螺接;所述固定端随形压块12通过固定端限位螺杆17、固定端限位螺杆止位板18和固定端限位螺杆止位板限位螺母19相连,且所述固定端限位螺杆17穿过校位框的第二边框,所述固定端随形压块12靠近校位框的第二边框内缘侧,所述固定端限位螺杆止位板18和固定端限位螺杆止位板限位螺母19靠近校位框的第二边框外缘侧。
47.根据本发明的实施方式,所述机械校正装置用于复杂曲面结构铝合金铸件的机械校正。
48.根据本发明的实施方式,所述热处理支撑底座1的材质为中碳钢、铸铁或不锈钢。
49.所述热处理支撑底座1呈车轮状,其外周为环状凹槽,内置为辐射线状结构;所述环状凹槽的单边厚度≥20mm;辐射线数量为4~8,辐射线状结构的宽度≥60mm,辐射线状结构的高度≥40mm。
50.所述环状凹槽与铝合金铸件23的底面相接触。
51.根据本发明的实施方式,所述校位框为第一边框和第二边框组成的正六边形、正八边形、正十边形或正十二边形。
52.所述校位框的第一边框的数量和所述校位框的第二边框的数量相同,且所述第一边框相连设置,所述第二边框相连设置。
53.所述校位框的材质为低碳钢、中碳钢或不锈钢。
54.所述校位框的第一边框和第二边框的厚度≥30mm,高度≥120mm。
55.根据本发明的实施方式,所述校位框定位卡板的材质为低碳钢或中碳钢。
56.所述校位框定位卡板与校位框的第一边框和第二边框的顶面中心重合。
57.所述校位框定位卡板的厚度≥30mm。
58.所述校位框定位卡板的数量为校位框边数的1/2。
59.根据本发明的实施方式,所述下校位框定位卡板22间隔设置在下校位框3的第一边框和第二边框上方。
60.所述下校位框定位卡板22与下校位框3的第一边框和第二边框的顶面中心重合。
61.所述下校位框定位卡板22的数量为下校位框3的边框数第一边框和第二边框的数量之和的1/2。
62.所述中校位框定位卡板25间隔设置在下校位框24的第一边框和第二边框上方。
63.所述中校位框定位卡板25与下校位框24的第一边框和第二边框的顶面中心重合。
64.所述中校位框定位卡板25的数量为中校位框24的边框数第一边框和第二边框的数量之和的1/2。
65.所述下校位框3、中校位框24和上校位框26的结构相同。
66.根据本发明的实施方式,所述下校位框3和所述热处理支撑底座1呈同心圆分布。
67.根据本发明的实施方式,所述校位框连接螺母4和所述校位框连接螺杆5的材质为低碳钢或不锈钢。
68.每一个校位框的第一边框与热处理支撑底座1通过两个校位框连接螺母4和两个校位框连接螺杆5螺接;每一个校位框的第二边框与热处理支撑底座1通过两个校位框连接螺母4和两个校位框连接螺杆5螺接。
69.所述校位框连接螺母4和所述校位框连接螺杆5的圆心重合且数量相同。
70.根据本发明的实施方式,所述校正端随形压块6、校正端连接杆7与校正端承压板8的材质为不锈钢或模具钢。
71.所述校正端随形压块6、校正端连接杆7与校正端承压板8的圆心重合且数量相同。
72.所述校正端随形压块6、校正端连接杆7与校正端承压板8的数量与校位框的第一边框的数量相同。
73.所述校正端随形压块6的形状没有特别定义,例如为圆形或方形。
74.所述校正端随形压块6的表面积≥30000mm2,厚度≥30mm。
75.所述校正端连接杆7的直径≥40mm。
76.所述校正端承压板8的长度≥200mm,宽度≥100mm,厚度≥60mm。
77.根据本发明的实施方式,所述校正端限位板9的数量与校位框的第一边框的数量相同。
78.所述校正端限位板9与校位框的第一边框的中心重合。
79.所述校正端限位板9的材质为中碳钢或不锈钢。
80.所述校正端限位板9内设t型槽结构。
81.所述t型槽结构与校正端连接杆7和所述校正端承压板8相匹配。
82.所述校正端限位板9的长度≥300mm,宽度≥160mm,厚度≥100mm。
83.根据本发明的实施方式,所述校正端限位板连接螺母10和校正端限位板连接螺杆11的材质为中碳钢或不锈钢。
84.所述校正端限位板连接螺母10和校正端限位板连接螺杆11的圆心重合且数量相同。
85.每个校正端限位板9通过两个校正端限位板连接螺母10和校正端限位板连接螺杆11螺接。
86.根据本发明的实施方式,所述固定端随形压块12、固定端限位螺杆17、固定端限位螺杆止位板18和固定端限位螺杆止位板限位螺母19的中心重合且数量相同。
87.所述固定端随形压块12、固定端限位螺杆17、固定端限位螺杆止位板18和固定端限位螺杆止位板限位螺母19的材质为低碳钢或模具钢。
88.所述固定端随形压块12的形状没有特别定义,例如为圆形或方形。
89.所述固定端随形压块12的表面积≥20000mm2,厚度≥30mm。
90.所述固定端限位螺杆17的直径≥50mm,螺距≤1.0mm。
91.所述固定端限位螺杆止位板18的长度≥60mm,宽度≥40mm,厚度≥30mm。
92.所述固定端限位螺杆止位板限位螺母19的厚度≥40mm,螺距≤1.0mm。
93.所述固定端限位螺杆止位板限位螺母19与固定端限位螺杆17螺接,且两者螺接后的高度低于固定端外限位块16的外表面。
94.根据本发明的实施方式,所述固定端内限位板13的数量与校位框的第二边框的数量相同。
95.所述固定端内限位板13与校位框的第二边框的中心重合。
96.所述固定端内限位板13的材质为低碳钢或不锈钢。
97.所述固定端内限位板13与固定端限位螺杆17相接触。
98.所述固定端内限位板13的长度≥200mm,宽度≥120mm,厚度≥30mm。
99.根据本发明的实施方式,所述固定端内限位板连接螺母14和固定端内限位板连接螺杆15的圆心重合且数量相同。
100.每个固定端内限位板13通过两个固定端内限位板连接螺母14和两个固定端内限位板连接螺杆15螺接。
101.所述固定端内限位板连接螺母14和固定端内限位板连接螺杆15的材质为中碳钢、模具钢或不锈钢。
102.所述固定端内限位板连接螺杆15的直径≥30mm,长度≤80mm。
103.根据本发明的实施方式,所述固定端外限位块16的数量与校位框的第二边框的数量相同。
104.所述固定端外限位块16与校位框的第二边框的中心重合。
105.所述固定端外限位块16的材质为中碳钢或不锈钢。
106.所述固定端外限位块16内设t型槽结构。
107.所述t型槽结构与固定端限位螺杆17和所述固定端限位螺杆止位板18相匹配。
108.所述固定端外限位块16的长度≥300mm,宽度≥160mm,厚度≥100mm。
109.根据本发明的实施方式,所述固定端外限位块紧固螺杆20和固定端外限位块紧固螺母21的材质为中碳钢或不锈钢。
110.所述固定端外限位块紧固螺杆20和固定端外限位块紧固螺母21的圆心重合且数量相同。
111.每个固定端外限位块16通过两个固定端外限位块紧固螺杆20和两个固定端外限位块紧固螺母21螺接,螺接后的高度低于固定端外限位块16的外表面。
112.所述固定端外限位块紧固螺杆20的直径≤40mm,长度≤50mm。
113.根据本发明的实施方式,所述装置放置于液压机上,优选地,放置于液压机的下压力台27和上压力台28之间。
114.根据本发明的实施方式,所述装置还包括激振电机2,所述激振电机2位于热处理支撑底座1上方。
115.所述激振电机2的设置用于给铝合金铸件23提供振动,便于其完成振动时效消应力处理步骤。
116.根据本发明的实施方式,所述激振电机2位于热处理支撑底座1正上方,且与热处
理支撑底座1的圆心重合。
117.下文将结合具体实施例对本发明的制备方法做更进一步的详细说明。应当理解,下列实施例仅为示例性地说明和解释本发明,而不应被解释为对本发明保护范围的限制。凡基于本发明上述内容所实现的技术均涵盖在本发明旨在保护的范围内。
118.下述实施例中所使用的实验方法如无特殊说明,均为常规方法;下述实施例中所用的试剂、材料等,如无特殊说明,均可从商业途径得到。
119.实施例1:一种高强韧铝合金铸件振动时效与深冷处理低应力耐蚀制备方法,其特征在于,其制备步骤如下:(1)二级固溶保温热处理:将铝合金铸件放置于固溶保温炉内进行二级固溶保温热处理;(2)淬火热处理:将二级固溶保温热处理结束后的铝合金铸件放置于喷淋淬火炉内进行喷淋淬火处理,喷淋淬火炉内安装有沿铝合金铸件对称分布的喷淋头,喷淋头喷射液态淬火介质对铝合金铸件进行淬火热处理;(3)热态机械校正:采用非接触式光学测量设备对喷淋淬火后的铝合金铸件进行尺寸扫描分析,然后借助机械校正装置与液压装置对铝合金铸件进行热态校正;(4)预时效热处理:将铝合金铸件放置于时效保温炉内,进行预时效保温热处理;(5)振动时效处理:铝合金铸件预时效保温热处理结束后,将铝合金铸件从时效保温炉内取出,对铝合金铸件进行振动时效处理,振动时效处理前后对铝合金铸件进行残余应力检测;(6)尺寸稳定化处理:将完成振动时效处理的铝合金铸件放置于液氮冷态保温炉中进行尺寸稳定化处理;(7)一次深冷处理:铝合金铸件完成尺寸稳定化处理后,继续放置于液氮冷态保温炉内作一次深冷处理;(8)时效热处理:将完成一次深冷处理的铝合金铸件放置于时效热处理保温炉内进行时效热处理;(9)二次深冷处理:将完成时效热处理的铝合金铸件放置于液氮冷态保温炉内作二次深冷处理,二次深冷处理结束后将铝合金铸件取出,完成高强韧铝合金铸件的振动时效与深冷处理低应力耐蚀制备。
120.二级固溶保温热处理制备步骤中,铝合金铸件为zl114a过渡段金属壳体铸件;入炉温度为60℃,升温速率为2℃
·
min-1
,第一级固溶保温热处理温度为540℃,第一级固溶保温热处理时间为3h,第二级固溶保温热处理温度为547℃,第二级固溶保温热处理时间为12h,t
低熔点共晶相熔解温度
为550℃,固溶保温炉的炉温均匀性控温范围为
±
2℃。
121.淬火热处理制备步骤中,淬火转移时间为4s,喷淋淬火介质为去离子水,喷淋头喷射流量为0.20l
·
s-1
,喷淋头喷射时间为5min,喷淋头喷射角度为-60
°
~+60
°
,喷淋头喷射口直径为1.0mm。
122.热态机械校正制备步骤中,非接触式光学测量设备检测光源为激光,单次扫描点数量为600万,点间距为0.018mm,测量尺寸精度为
±
0.001mm;机械校正工装为钢质结构,液压装置液压力范围为2t。
123.预时效热处理制备步骤中,入炉温度为30℃,升温速率为1.2℃
·
min-1
,预时效保温温度为140℃,预时效保温时间为2h,预时效保温热处理炉的炉温均匀性控温范围为
±
5℃。
124.振动时效制备步骤中,铝合金铸件残余应力检测装置为x射线残余应力检测设备,测试前需对铝合金铸件待测部位进行打磨抛光处理,打磨砂纸为1000目,抛光时使用的抛光膏为3000目,测量方法为倾侧固定法,辐射线为crkα,x射线管路电压为10kv,x射线管路电流为8ma,单点测试时间为0.5min,2θ扫描起始角度为160
°
,2θ扫描终止角度为120
°
;振动时效激振频率为180hz,激振电机转速为3500r.min-1
,激振电机振动加速度为30m.s-2
,激振力为800n,激振时间为15min。
125.尺寸稳定化处理制备步骤中,尺寸稳定化入炉温度为20℃,降温速率为-1.5℃
·
min-1
,尺寸稳定化处理保温炉的炉温均匀性控温范围为
±
5℃,尺寸稳定化保温温度为-120℃,尺寸稳定化保温时间为20min。
126.一次深冷处理制备步骤中,保温炉的炉温均匀性控温范围为
±
5℃,一次深冷处理降温速率为-3.0℃
·
min-1
,一次深冷处理保温温度为-180℃,一次深冷处理保温时间为40min。
127.时效热处理制备步骤中,入炉温度为室温,升温速率为1.5℃
·
min-1
,时效热处理保温温度为160℃,时效热处理保温时间为4h,时效热处理保温炉的炉温均匀性控温范围为
±
2℃。
128.二次深冷处理制备步骤中,入炉温度为40℃,二次深冷处理保温炉的炉温均匀性控温范围为
±
5℃,二次深冷处理的降温速率为-5.0℃
·
min-1
,二次深冷处理保温温度为-180℃,二次深冷处理保温时间为20min,二次深冷处理结束后将铸件出炉升温至室温。
129.实施例2:铝合金铸件的制备方法同实施例1,区别仅在于:固溶保温处理制备步骤中,铝合金铸件为zl114a尾段金属壳体铸件;固溶保温热处理为二级固溶保温,入炉温度为50℃,升温速率为2.5℃
·
min-1
,第一级固溶保温热处理温度为540℃,第一级固溶保温热处理时间为4h,第二级固溶保温热处理温度为547℃,第二级固溶保温热处理时间为14h,t
低熔点共晶相熔解温度
为550℃,固溶保温炉的炉温均匀性控温范围为
±
2℃。
130.淬火热处理制备步骤中,淬火转移时间为5s,喷淋淬火介质为去离子水,喷淋头喷射流量为0.30l
·
s-1
,喷淋头喷射时间为10min,喷淋头喷射角度为-40
°
~+40
°
,喷淋头喷射口直径为2.0mm。
131.热态机械校正制备步骤中,非接触式光学测量设备检测光源为激光,单次扫描点数量为1200万,点间距为0.022mm,测量尺寸精度为
±
0.001mm;机械校正装置为钢质结构,液压装置液压力范围为4t。
132.预时效热处理制备步骤中,入炉温度为25℃,升温速率为1.6℃
·
min-1
,预时效保温温度为160℃,预时效保温时间为3h,预时效保温热处理炉的炉温均匀性控温范围为
±
5℃。
133.振动时效制备步骤中,铝合金铸件残余应力检测装置为x射线残余应力检测设备,测试前需对铝合金铸件待测部位进行打磨抛光处理,打磨砂纸为1200目,抛光时使用的抛
光膏为4000目,测量方法为倾侧固定法,辐射线为crkα,x射线管路电压为15kv,x射线管路电流为15ma,单点测试时间为1.0min,2θ扫描起始角度为150
°
,2θ扫描终止角度为120
°
;振动时效激振频率为240hz,激振电机转速为5000r.min-1
,激振电机振动加速度为60m.s-2
,激振力为1200n,激振时间为25min。
134.尺寸稳定化处理制备步骤中,尺寸稳定化入炉温度为20℃,降温速率为-1.4℃
·
min-1
,尺寸稳定化处理保温炉的炉温均匀性控温范围为
±
5℃,尺寸稳定化保温温度为-115℃,尺寸稳定化保温时间为30min。
135.一次深冷处理制备步骤中,保温炉的炉温均匀性控温范围为
±
5℃,一次深冷处理降温速率为-2.5℃
·
min-1
,一次深冷处理保温温度为-175℃,一次深冷处理保温时间为50min。
136.时效热处理制备步骤中,入炉温度为室温,升温速率为2.5℃
·
min-1
,时效热处理保温温度为170℃,时效热处理保温时间为5h,时效热处理保温炉的炉温均匀性控温范围为
±
2℃。
137.二次深冷处理制备步骤中,入炉温度为30℃,二次深冷处理保温炉的炉温均匀性控温范围为
±
5℃,二次深冷处理的降温速率为-4.0℃
·
min-1
,二次深冷处理保温温度为-170℃,二次深冷处理保温时间为25min,二次深冷处理结束后将铸件出炉升温至室温。
138.图3所示为实施例2中zl114a尾段金属壳体铸件淬火热处理后与二次深冷处理后的残余应力对比结果。从图3中可以看出,zl114a尾段金属壳体铸件采用实施例2制备工艺完成二次深冷处理后,与淬火热处理后相比,峰值残余拉应力由234mpa降至84mpa,降低了64.1%;峰值残余压应力由-186mpa降至-76mpa,降低了59.1%,铸件内部的残余应力得到了有效的降低。
139.图4所示为实施例2中zl114a尾段金属壳体铸件淬火热处理后与二次深冷处理后翘曲尺寸对比结果。从图4中可以看出,zl114a尾段金属壳体铸件采用实施例2制备工艺完成二次深冷处理后,与淬火热处理后相比,最大正翘曲尺寸量由5.4mm降低至1.8mm,降低了66.6%;最大负翘曲尺寸量由-4.6mm降至-1.4mm,降低了69.6%,铸件尺寸变形量得到了有效的控制。
140.图3与图4的测试结果证实了采用实施例2制备工艺后,zl114a尾段金属壳体铸件的残余应力与尺寸变形量均得到了有效的控制,可实现zl114a尾段金属壳体铸件的精密成型铸造。
141.实施例3:铝合金铸件的制备方法同实施例1,区别仅在于:固溶保温处理制备步骤中,铝合金铸件为zl205a尾段金属壳体铸件;固溶保温热处理为二级固溶保温,入炉温度为50℃,升温速率为3℃
·
min-1
,第一级固溶保温热处理温度为545℃,第一级固溶保温热处理时间为5h,第二级固溶保温热处理温度为552℃,第二级固溶保温热处理时间为16h,t
低熔点共晶相熔解温度
为555℃,固溶保温炉的炉温均匀性控温范围为
±
2℃。
142.淬火热处理制备步骤中,淬火转移时间≤10s,喷淋淬火介质为聚乙二醇有机淬火溶剂,喷淋头喷射流量为0.45l
·
s-1
,喷淋头喷射时间为15min,喷淋头喷射角度为-30
°
~+30
°
,喷淋头喷射口直径为3.0mm。
143.热态机械校正制备步骤中,非接触式光学测量设备检测光源为激光,单次扫描点数量为2000万,点间距为0.018mm,测量尺寸精度为
±
0.001mm;机械校正装置为钢质结构,液压装置液压力范围为5t。
144.预时效热处理制备步骤中,入炉温度为20℃,升温速率为2.0℃
·
min-1
,预时效保温温度为180℃,预时效保温时间为4h,预时效保温热处理炉的炉温均匀性控温范围为
±
5℃。
145.振动时效制备步骤中,铝合金铸件残余应力检测装置为x射线残余应力检测设备,测试前需对铝合金铸件待测部位进行打磨抛光处理,打磨砂纸为2000目,抛光时使用的抛光膏为6000目,测量方法为倾侧固定法,辐射线为crkα,x射线管路电压为30kv,x射线管路电流为20ma,单点测试时间为1.2min,2θ扫描起始角度为140
°
,2θ扫描终止角度为110
°
;振动时效激振频率为320hz,激振电机转速为8000r.min-1
,激振电机振动加速度为80m.s-2
,激振力为2000n,激振时间为30min。
146.尺寸稳定化处理制备步骤中,尺寸稳定化入炉温度为20℃,降温速率为-1.5℃
·
min-1
,尺寸稳定化处理保温炉的炉温均匀性控温范围为
±
5℃,尺寸稳定化保温温度为-110℃,尺寸稳定化保温时间为40min。
147.一次深冷处理制备步骤中,保温炉的炉温均匀性控温范围为
±
5℃,一次深冷处理降温速率为-3.0℃
·
min-1
,一次深冷处理保温温度为-180℃,一次深冷处理保温时间为60min。
148.时效热处理制备步骤中,入炉温度为室温,升温速率为3.0℃
·
min-1
,时效热处理保温温度为180℃,时效热处理保温时间为6h,时效热处理保温炉的炉温均匀性控温范围为
±
2℃。
149.二次深冷处理制备步骤中,入炉温度为25℃,二次深冷处理保温炉的炉温均匀性控温范围为
±
5℃,二次深冷处理的降温速率为-5.0℃
·
min-1
,二次深冷处理保温温度为-180℃,二次深冷处理保温时间为30min,二次深冷处理结束后将铸件出炉升温至室温。
150.图5所示为zl205a尾段金属壳体铸件经传统t6热处理工艺与实施例3的制备后晶内和晶界tem微观组织测试对比结果。从图5测试结果可以看出,与传统的t6热处理工艺相比,经实施例3制备的zl205a尾段金属壳体铸件晶内al2cu强化相析出数量大幅增加,析出尺寸明显细化,可大幅改善合金材料的强度与塑韧性;晶界区域的al2cu析出强化相数量显著减少,晶界无沉淀析出带pfz宽度明显增加,可有效提高合金材料的耐蚀性能。
151.对比例1:其他操作同实施例1,区别仅在于所述铝合金铸件在制备过程中,将稳定化处理制备步骤放置在预时效处理制备步骤之前进行。
152.对比例2:其他操作同实施例2,区别仅在于所述铝合金铸件在制备过程中,振动时效处理步骤放置在二次深冷处理之后。
153.对比例3:其他操作同实施例3,区别仅在于所述铝合金铸件在制备过程中,预时效热处理制备步骤放置在一次深冷处理制备步骤之后,时效热处理制备步骤放置在二次深冷处理制备步骤之后。
154.表1实施例1-3和对比例1-3制备的铸件综合性能测试结果以上,对本发明的实施方式进行了说明。但是,本发明不限定于上述实施方式。凡在本发明的精神和原则之内,所做的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1