一种齿轮加工用金刚石滚轮的振荡式修整方法与流程
1.本发明涉及金刚石滚轮修整技术领域,尤其涉及一种齿轮加工用金刚石滚轮的振荡式修整方法。
背景技术:
2.齿轮作为现代工业中的基础零部件,在汽车、航空航天、精密仪器仪表、铁路交通、机械、国防等众多领域内起着举足轻重的作用。对于高阶修形齿轮的精加工主要采用磨齿的方法,包括成形磨齿与展成磨齿,相应的需要成形磨砂轮、蜗杆磨砂轮等金刚石砂轮对齿面进行精密磨削,砂轮的尺寸及形状精度直接影响齿轮精度,而砂轮的尺寸及形状精度主要由其修整工具的精度保证。
3.目前,金刚石滚轮修整法是齿轮磨削用砂轮比较流行的修整方式。通过成形修整,将金刚石滚轮型面转移至砂轮型面,然后使用成形后的砂轮对齿轮进行磨削,将金刚石滚轮型面间接转移到齿轮齿廓。可以说,金刚石滚轮的制造精度对齿轮精度起着至关重要的作用。
4.对于高精度齿轮,为了满足精度要求,还要对金刚石滚轮进行修整。目前精度较高的修整方法,主要是采用金刚石砂轮(后称“工具砂轮”)对金刚石滚轮进行机械插补修整。而由于金刚石滚轮磨料一般为粗粒度金刚石,硬度高、浓度大、磨料等高性好,修整极为困难,修整过程中工具砂轮磨损极为严重,且对于具有复杂形状的金刚石滚轮,如修整蜗杆磨砂轮用金刚石滚轮,其型面一般为样条曲线,修整过程中工具砂轮工作层的磨损不均匀,修整路径发生变化,相应的金刚石滚轮型面各位置无法被均匀修整,这就导致难以实现金刚石滚轮的高精度修整。同时传统的插补式修整,是将曲线分成若干段小直线进行插补走刀,如图8所示,也限制了金刚石滚轮的修整精度。
技术实现要素:
5.针对现有的金刚石滚轮,修整过程中工具砂轮工作层的磨损不均匀,引起修整路径发生变化,相应的金刚石滚轮型面各位置无法被均匀修整,这就导致难以实现金刚石滚轮的高精度修整,同时传统的插补式修整,是将曲线分成若干段小直线进行插补走刀,限制了金刚石滚轮修整精度的技术问题,本发明提出一种齿轮加工用金刚石滚轮的振荡式修整方法。
6.为了达到上述目的,本发明的技术方案是这样实现的:一种齿轮加工用金刚石滚轮的振荡式修整方法,包括以下步骤:步骤一,对刀:控制工具砂轮沿五轴数控机床的x正方向进给,工具砂轮一侧为工作型面,控制工具砂轮移动至金刚石滚轮的上工作型面与下工作型面的交点位置,此时工具砂轮位置作为程序零点;步骤二,振荡修整金刚石滚轮下工作型面:控制工具砂轮沿五轴数控机床的z方向做振荡运动,同时控制金刚石滚轮沿b轴转动一定角度,并使金刚石滚轮沿x方向移动,使下工作型面的起点与工具砂轮的振荡轨迹相切接触,以此为起始,通过b轴与x轴联动,控制金
刚石滚轮相对工具砂轮做滚动运动,使金刚石滚轮的下工作型面上每一点都与工具砂轮振荡轨迹相切接触,实现下工作型面的修整;步骤三,振荡修整金刚石滚轮上工作型面:修整前先将工具砂轮移至金刚石滚轮的上工作型面一侧,工具砂轮沿五轴数控机床的z方向做振荡运动,同时控制金刚石滚轮沿b轴转动一定角度,并使金刚石滚轮沿x方向移动,使上工作型面的起点与工具砂轮的振荡轨迹相切接触,以此为起始,通过b轴与x轴联动,控制金刚石滚轮相对工具砂轮做滚动运动,使金刚石滚轮的上工作型面上每一点都与工具砂轮振荡轨迹相切接触,实现上工作型面的修整;步骤四,进给:上工作型面和下工作型面的一次修整结束后,控制工具砂轮和金刚石滚轮重新回到程序零点,并控制工具砂轮沿五轴数控机床的x正方向进给一定距离;进给结束后重复步骤二和步骤三对金刚石滚轮进行振荡修整,直至金刚石滚轮的精度满足要求。
7.所述步骤二和步骤三中,振荡运动的振幅应大于等于工作型面的宽度。
8.所述步骤二中,振荡修整金刚石滚轮下工作型面时,控制工具砂轮沿五轴数控机床的z方向做振荡运动,控制金刚石滚轮沿b轴转动70
°
。
9.所述步骤三中,振荡修整金刚石滚轮上工作型面时,修整前先将工具砂轮移至金刚石滚轮的上工作型面一侧,工具砂轮沿五轴数控机床的z方向做振荡运动,控制金刚石滚轮沿b轴转动110
°
。
10.所述步骤四中,工具砂轮每次沿五轴数控机床的x正方向进给1
µ
m。
11.所述金刚石滚轮外边缘上侧为上工作型面,金刚石滚轮外边缘下侧为下工作型面,上工作型面的外轮廓与下工作型面的外轮廓光滑过渡形成外凸曲线轮廓。
12.所述工具砂轮为14a1型陶瓷金刚石砂轮,工具砂轮的磨料粒度为140/170。
13.所述工具砂轮靠近金刚石滚轮一侧为工作型面,工作型面的宽度为5mm
ꢀ‑
10mm,工具砂轮的外径为120mm
ꢀ‑
180mm。
14.本发明的有益效果,工具砂轮沿五轴数控机床z方向做振荡运动,同时,金刚石滚轮相对工具砂轮做滚动运动;工具砂轮的振荡运动,修整金刚石滚轮上的每一个点时,工具砂轮工作型面上的每一个位置都参与磨削,工具砂轮磨损均匀,保证了修整轨迹的稳定性;金刚石滚轮的滚动运动,通过滚动将金刚石滚轮上每一个位置移动至工具砂轮的振荡轨迹,且振荡轨迹与该位置切线方向重合,通过每个位置的切线包络形成金刚石滚轮的轮廓,保证了更好的轮廓拟合度,极大提高了修整精度,与传统修整方式相比,工具砂轮磨损均匀,可以保证修整金刚石滚轮不同位置时,工具砂轮工作型面形状相同;与传统插补修整方式相比,振荡修整方法可以实现对金刚石滚轮工作型面上每个点的均匀反复磨削,通过每个点处的切线形成轮廓的包络线,代替传统插补修整通过多段直线插补形成轮廓,振荡修整轮廓拟合度更好,修整精度更高。
附图说明
15.为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以
根据这些附图获得其他的附图。
16.图1为本发明用工具砂轮的示意图。
17.图2为本发明用待修整的金刚石滚轮示意图。
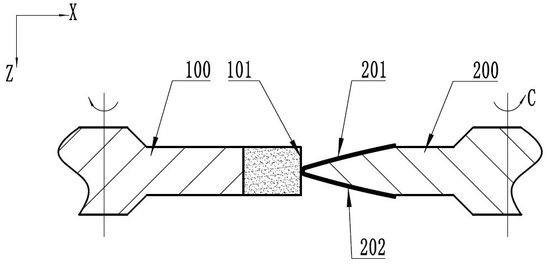
18.图3为本发明对刀示意图。
19.图4为本发明振荡修整金刚石滚轮下型面示意图。
20.图5为图四中a处三个状态示意图。
21.图6为本发明振荡修整金刚石滚轮上型面示意图。
22.图7为本发明修整原理示意图。
23.图8为传统的插补式修整原理示意图。
24.图中,100工具砂轮、101工作型面、200金刚石滚轮、201上工作型面、202下工作型面。
具体实施方式
25.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有付出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
26.如图3到图7所示,实施例1,提供了一种齿轮加工用金刚石滚轮的振荡式修整方法,包括以下步骤:步骤一,对刀:控制工具砂轮100沿五轴数控机床的x正方向进给,把控制工具砂轮100移动至金刚石滚轮200的上工作型面201与下工作型面202的交点位置,此时工具砂轮100位置作为程序零点,如附图3所示;步骤二,振荡修整金刚石滚轮下工作型面:控制工具砂轮100沿五轴数控机床的z方向做振荡运动,振荡运动的振幅应大于等于工作型面101的宽度,同时控制金刚石滚轮200沿b轴转动,控制金刚石滚轮200沿b轴转动70
°
,并使金刚石滚轮200沿x方向移动,如附图4所示,使下工作型面202的起点与工具砂轮100的振荡轨迹相切接触,如附图7所示,以此为起始,通过b轴与x轴联动,控制金刚石滚轮200相对工具砂轮100做滚动运动,使金刚石滚轮200的下工作型面202上每一点都与工具砂轮100振荡轨迹相切接触,实现下工作型面202的修整;步骤三,振荡修整金刚石滚轮上工作型面:修整前先将工具砂轮100移至金刚石滚轮200的上工作型面201一侧,工具砂轮100沿五轴数控机床的z方向做振荡运动,振荡运动的振幅应大于等于工作型面101的宽度,同时控制金刚石滚轮200沿b轴转动,控制金刚石滚轮200沿b轴转动110
°
,并使金刚石滚轮200沿x方向移动,如附图6所示,使上工作型面201的起点与工具砂轮100的振荡轨迹相切接触,如附图7所示,以此为起始,通过b轴与x轴联动,控制金刚石滚轮200相对工具砂轮100做滚动运动,使金刚石滚轮200的上工作型面201上每一点都与工具砂轮100振荡轨迹相切接触,如图5所示,实现上工作型面201的修整;步骤四,进给:上工作型面201和下工作型面202的一次修整结束后,控制工具砂轮100和金刚石滚轮200重新回到程序零点,并控制工具砂轮100沿五轴数控机床的x正方向进给,工具砂轮100每次沿五轴数控机床的x正方向进给1
µ
m;每次进给1
µ
m后,把这个进给后的位置作为新的零点,下一次进给的零点就是上一次进给后的位置,即第一次修整结束后,工
具砂轮100回到程序零点,然后控制工具砂轮100沿五轴数控机床的x正方向进给1
µ
m,第二次修整结束后,工具砂轮100回到零点(该零点为程序零点进给1
µ
m后的新位置),然后以程序零点进给1
µ
m后的零点为基准,进给结束后重复步骤二和步骤三对金刚石滚轮200进行振荡修整,直至金刚石滚轮200的精度满足要求,每次进给1
µ
m,但不局限于该进给量,进给结束后重复步骤二和步骤三对金刚石滚轮进行振荡修整。重复该过程10次,共进给10
µ
m,得到修整完成的金刚石滚轮。
27.如图1到图2所示的实施例2,在实施例1的基础上,如图2所示,金刚石滚轮200外边缘上侧为上工作型面201,金刚石滚轮200外边缘下侧为下工作型面202,上工作型面201的外轮廓与下工作型面202的外轮廓光滑过渡形成外凸曲线轮廓,金刚石滚轮200的外部型面轮廓为具有外凸曲线轮廓,本实施例以蜗杆磨砂轮用金刚石滚轮为例,蜗杆磨砂轮用金刚石滚轮型面一般为样条曲线,修整蜗杆磨砂轮用金刚石滚轮的过程中工具砂轮工作层的磨损不均匀,修整路径发生变化,相应的蜗杆磨砂轮用金刚石滚轮型面各位置无法被均匀修整,这就导致难以实现蜗杆磨砂轮用金刚石滚轮的高精度修整。
28.如图1所示,工具砂轮100优选为14a1型陶瓷金刚石砂轮,14a1型陶瓷金刚石砂轮的磨削效率高;磨削力小,磨削温度低;较高的耐磨性;磨削的工件精度高、表面质量好,工件的形状保持性好。工具砂轮100的磨料粒度可选100/120,120/140,140/170,170/200,优选为140/170, 该粒度可保证较高的磨削修整能力以及较好的结合强度,不易脱粒。
29.所述工作型面101的宽度为5 mm
ꢀ‑
10mm,工具砂轮100的外径为120 mm
ꢀ‑
180mm,优选工作型面101宽度5mm,工具砂轮100的外径120mm,砂轮外径过小,线速度小,修整能力弱;砂轮外径过大,使用时易产生振动,120mm外径可保证较高的线速度以及使用的平稳性。
30.本发明工作过程:修整时,将工具砂轮100通过刀柄装夹于五轴数控机床主轴上,机床主轴转速优选8000r/min,但不局限于该转速,方向为绕z轴(竖直方向)旋转,金刚石滚轮200通过芯轴装夹于机床工作台上,c轴控制金刚石滚轮200旋转,c轴转速优选120r/min,但不局限于该转速,然后进行第一次修整,首先对刀:控制工具砂轮100沿五轴数控机床的x正方向进给,把控制工具砂轮100移动至金刚石滚轮200的上工作型面201与下工作型面202的交点位置,此时工具砂轮100位置作为程序零点,对刀结束进行振荡修整金刚石滚轮下工作型面:控制工具砂轮100沿五轴数控机床的z方向做振荡运动,振荡运动的振幅应大于等于工作型面101的宽度,同时控制金刚石滚轮200沿b轴转动,控制金刚石滚轮200沿b轴转动70
°
,并使金刚石滚轮200沿x方向移动,使下工作型面202的起点与工具砂轮100的振荡轨迹相切接触,以此为起始,通过b轴与x轴联动,控制金刚石滚轮200相对工具砂轮100做滚动运动,使金刚石滚轮200的下工作型面202上每一点都与工具砂轮100振荡轨迹相切接触,实现下工作型面202的修整;下工作型面修整结束后修整上工作型面:修整前先将工具砂轮100移至金刚石滚轮200的上工作型面201一侧,工具砂轮100沿五轴数控机床的z方向做振荡运动,振荡运动的振幅应大于等于工作型面101的宽度,同时控制金刚石滚轮200沿b轴转动,控制金刚石滚轮200沿b轴转动110
°
,并使金刚石滚轮200沿x方向移动,使上工作型面201的起点与工具砂轮100的振荡轨迹相切接触,以此为起始,通过b轴与x轴联动,控制金刚石滚轮200相对工具砂轮100做滚动运动,使金刚石滚轮200的上工作型面201上每一点都与工具砂轮100振荡轨迹相切接触,实现上工作型面201的修整;第一次修整结束后,工具砂轮100回到程序零点,然后控制工具砂轮100沿五轴数控机床的x正方向进给1
µ
m,重复步骤二和步
骤三;第二次修整结束后,工具砂轮100回到零点(该零点为程序零点进给1
µ
m后的新位置),然后以程序零点进给1
µ
m后的零点为基准控制工具砂轮100沿五轴数控机床的x正方向再进给1
µ
m,重复步骤步骤二和步骤三,以此重复。
31.本发明提出的振荡式修整方法同样适用于其他具有外凸曲线轮廓的金刚石滚轮的修整。
32.以上所述仅为本发明的较佳实施例而已,并不用以限制本发明,凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1