一种用于风力发电机组主轴的热处理方法与流程
1.本发明涉及主轴热处理技术领域,具体涉及一种用于风力发电机组主轴的热处理方法。
背景技术:
2.随着风电产业的快速发展,人们对于风力发电机组的制造工艺的重视程度也越来越高。而在风力发电机组中,风力发电机组主轴作为其中的关键部件,主轴的质量好坏对整体风力发电机组至关重要。
3.风力发电机组主轴作为重要的传动部件,在风力发电机组主轴完全独立结构和主轴半独立结构中,主轴常安装在风轮和齿轮箱之间,其前端通过螺栓与轮毂刚性连接,其后端与齿轮箱低速轴连接,承受力大且复杂,主要受力形式包括有轴向力、径向力、弯矩、转矩和剪切力。风力发电机每经历一次启动和停机,主轴所受的各种力都将经历一次循环,极易产生循环疲劳。在这种情况下,主轴需要具有较高的综合力学性能,一般要求抗拉强度(rm)≥600mp,延伸强度(rp0.2)≥470mpa,零件收缩率(a5)≥16%,延性性能(z)≥45%,低温冲击功akv(-30℃)≥27j。
4.为达到上述综合力学性能标准,风力发电机组主轴需要经过一系列热处理工艺加工处理,常规的处理方法为按照常规调质工艺,采取淬火油冷+回火空冷的方式进行热处理,但是,此种方法处理后的风力发电机组主轴的零件收缩率(a5)及低温冲击功合格率较低,热处理效果较差,无法满足目标要求。
5.而现有的一种解决方法是通过重复回火的方式来重新提升主轴性能。然而,此类做法虽然最终能够得到满足综合力学性能标准的主轴,但是很大程度上增加了工件制造成本,还增加了工件的热处理生产周期,整体热处理效率较低。
技术实现要素:
6.本发明意在提供一种用于风力发电机组主轴的热处理方法,用来解决现有风力发电机组主轴热处理质量较差,热处理效率较低,零件收缩率及低温冲击合格率较低的技术问题。
7.为达到上述目的,本发明提供的基础方案为:一种用于风力发电机组主轴的热处理方法,包括以下步骤:
8.s1:将工件放入热处理炉内;将工件升温至第一预热温度并保温;所述第一预设温度为600℃~650℃;且工件升温速度≤200℃/h;
9.s2:将工件再升温至第一奥氏体化温度并保温;所述第一奥氏体化温度为840℃~880℃;且工件升温速度≤80℃/h;
10.s3:s2中保温结束后关闭热处理炉内加热系统,让工件随炉冷却至第二奥氏体化温度并保温;所述第二奥氏体化温度为(a
c3
+10~30)℃;且,工件降温时间≤2h,工件保温时间≥1h;
11.s4:s3中保温结束后,转移工件位置并水冷工件;
12.s5:s4中水冷结束后,转移工件位置并油冷工件至预设油冷温度;所述预设油冷温度≤120℃;
13.s6:将工件放入热处理炉内;将工件升温至第二预热温度并保温;所述第二预热温度为300℃~350℃;且工件升温速度≤200℃/h;
14.s7:s6中保温结束后,将工件升温至回火温度并保温;所述回火温度为600℃~650℃;且工件升温速度≤60℃/h;
15.s8:s7中保温结束后关闭热处理炉内加热系统;让工件随炉冷却至预设炉冷温度后,转移工件位置并空冷工件;所述预设炉冷温度≤250℃;且炉冷速度为≤60℃/h。
16.本发明的工作原理及优点在于:通过依次对工件进行s1—s8的热处理,可使得热处理后的工件满足所需的零件收缩率(a5)和-30℃条件下的低温冲击功要求,达到较高的零件收缩率及低温冲击合格率。本方案中的工件在经过s1-s2的升温保温过程后,工件组织充分奥氏体化,已具备较好的塑形和热强性;此时执行s3,使之降温到第二奥氏体化温度,此时,降低淬火温度,防止淬火应力过大零件开裂,再配合以s4的水冷步骤,工件表层快冷到ms点以下某一温度并保持一定时间后,在表层获得部分马氏体组织,随后转移工件进行s5的油冷步骤,在此过程中,工件次表层的热量传向表层,使表层的温度升高,结果是表层刚刚转变的马氏体组织发生自回火,从而使表层的韧性和应力状态得到改善,同时使工件整个截面有合理的温度梯度分布,既可以保证足够的淬硬层深度,满足工件的性能要求,又不会因淬火应力过大导致工件开裂。再经过后续的回火操作,消除工件应力,工件表层得到均匀的回火索氏体组织,具备较好的综合力学性能,进而满足主轴的其他性能要求,热处理质量较好。相应地,工件的低温冲击韧性得到提升,零件收缩率也得到提升。即保证工件达到了零件收缩率(a5)≥16%和-30℃条件下的低温冲击功≥27j的要求。
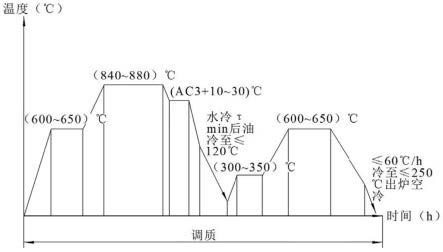
17.本热处理方法中,仅执行了一次回火操作,即可达到较高的综合力学性能标准,相比于常规的热处理方案,常规方案中往往没有设置如本方案中的s3-s4步骤,而是如附图1所示的,单纯采取淬火油冷+回火空冷的方式进行热处理,在升温至第一奥氏体化温度后直接采取油冷,而没有进行更为细致的温度控制和工件组织转变控制。这样做,虽然表面看来最终得到工件组织是类似的(得到马氏体组织和残余奥氏体组织),但其达到的力学效果远远不如本方案。常规方案没有意识到在达到奥氏体化温度后的降温过程中,工件组织变化其实能够有更为细致的设置,这个降温过程也是可以被利用起来的,更重要的是,常规方案也没能找出适当的温度点去进行这类控制。
18.而本方案则发现了这一问题,并对工件达到奥氏体化温度后的降温过程进行了细分控制,对应为s3-s4的操作;并且,本方案确定了适当的温度点及适当的温度控制时间,对应为第二奥氏体化温度及其保温时间。通过上述设置,本方案在正常的热处理过程中,就能够达到较高的零件收缩率及低温冲击合格率,而不需要增加额外的重复回火操作,这是常规方案都无法做到的。此外,由于较少了额外的重复回火操作,本方案可有效精简热处理步骤,有效减少热处理生产成本和生产周期,整体热处理效率较高,热处理质量较好,热处理变形可控。
19.进一步,在s1中和s6中的工件升温速度为150℃/h~200℃/h。
20.这样设置,对升温速度进行了进一步的限定,避免因升温速度控制不当而使得工
件在加热过程发生内裂或断裂的同时,可相应保证升温效率。
21.进一步,所述工件的有效厚度为δmm;在s1中,工件保温时间为(0.75~1)
×
δmin;在s2中,工件保温时间为(1.5~2)
×
δmin。
22.由于工件具有一定的厚度,同时加热时速度往往比较快,当仪表等显示到达目标温度时,大多情况下,只是工件的表面温度到达目标温度了,而其心部其实并未到温,需要足够的保温时间以使得工件热透;本方案这样设置,保温时间严格依照工件的实际有效厚度对应制定,可保证升温后的工件能够被充分加热。并且,s2中的工件保温时间略大于s1的时间,为工件的组织转变提供了充分的时间,可保证工件组织全部奥氏体化,保证单阶段热处理可靠。
23.进一步,在s6中,工件保温时间为(0.4~0.6)
×
δmin;在s7中,工件保温时间为2
×
δmin。
24.保温时间严格依照工件的实际有效厚度对应制定,并且,s6中的保温时间相对于其他步骤中的保温时间较短,与相对较低的第二预热温度适配;s7中的保温时间相对较长,为回火时的工件组织转变提供了充足时间;本方案这样设置,保温时间设定细致,可保证热处理有效。
25.进一步,在s2中的工件升温速度为50℃/h~80℃/h;在s7中的工件升温速度为40℃/h~60℃/h。
26.这样设置,对升温速度进行了进一步的限定,避免因升温速度控制不当影响工件质量的同时,可相应保证升温效率。
27.进一步,在s4中,水冷的水温≤40℃,工件转移时间≤5min;水冷过程中,控制工件在水池中左右摆动τmin且摆动弧度≥0.5rad。
28.这样设置,可保证水冷过程中,工件能够被充分、均匀冷却;并且,本方案特别限定了工件转移时间,避免因转移时间过长,而影响工件组织转变。
29.进一步,在s5中,油冷的油温≤100℃,工件转移时间≤2min;油冷过程中,油池处于搅拌循环状态。
30.这样设置,可保证油冷过程中,工件能够被充分、均匀冷却,保证工件组织转变有效。
31.进一步,工件放在热处理炉内时通过垫铁放置;所述垫铁设于热处理炉的炉内台面上,工件放置于垫铁上;且所述垫铁高度≥300mm;工件放置时,相邻工件间距≥300mm。
32.通过垫铁将工件放置在热处理炉内,可有效避免工件直接与热处理炉的炉内台面接触,进而避免工件局部过热;同时,工件之间保持适当的间距,便于工件均匀受热;本方案这样设置,有助于提升热处理效果。
33.进一步,工件在热处理炉内加热时,热处理炉同步开启炉内风扇;所述炉内风扇用于均匀炉内温度。
34.这样设置,风扇可以有效均匀炉内温度,进一步保证炉内工件受热均匀,有助于提升热处理效果。
35.进一步,所述工件为42crmoa风力发电机组主轴。
36.这样设置,方法运作针对具体工件进行,针对性强。
附图说明
37.图1为现有的风力发电机组主轴的热处理方法示意图;
38.图2为本发明一种用于风力发电机组主轴的热处理方法实施例的方法示意图。
具体实施方式
39.下面通过具体实施方式进一步详细的说明:
40.实施例基本如附图2所示:一种用于风力发电机组主轴的热处理方法,包括以下步骤:
41.s1:将工件放入热处理炉内;将工件升温至第一预热温度并保温;所述第一预设温度为600℃~650℃;且工件升温速度≤200℃/h。具体地,工件升温速度控制为150℃/h~200℃/h。
42.本实施例中,所述热处理炉为台车炉。所述工件为42crmoa风力发电机组主轴,工件的有效厚度为δmm;具体地,由于工件为风力发电机组主轴,其有效厚度指截面直径。s1中的工件保温时间为(0.75~1)
×
δmin。
43.s2:将工件再升温至第一奥氏体化温度并保温;所述第一奥氏体化温度为840℃~880℃;且工件升温速度≤80℃/h。具体地,工件升温速度控制为50℃/h~80℃/h。且在s2中的工件保温时间为(1.5~2)
×
δmin。
44.s3:s2中保温结束后关闭热处理炉内加热系统,让工件随炉冷却至第二奥氏体化温度并保温;所述第二奥氏体化温度为(a
c3
+10~30)℃;且,工件降温时间≤2h,工件保温时间≥1h。其中,a
c3
指工件完全转变为奥氏体的温度。
45.s4:s3中保温结束后,转移工件位置并水冷工件。
46.具体地,实际应用时,在s3中保温结束后,开启热处理炉(即台车炉)的炉门,将工件随同台车自炉内移出,并由行车通过预先设置好的吊钳等夹住工件重心位置,起吊工件,并将工件转移至用于水冷的水池处并浸入水池。
47.水冷的水温≤40℃,工件转移时间≤5min;此处的工件转移时间具体指自工件出炉到完全浸入介质(水)之间的转移时间。并且在水冷过程中,控制工件在水池中左右摆动τmin且摆动弧度≥0.5rad。可选地,摆动时间τmin可根据工件有效厚度设定,本实施例中,可设定为(0.25~0.5)
×
δmin,水冷时间控制得当,能够更为细致地控制工件组织转变情况,在工件表层获得部分马氏体组织以便于后续转化以提升工件综合性能。
48.s5:s4中水冷结束后,转移工件位置并油冷工件至预设油冷温度;所述预设油冷温度≤120℃。
49.具体地,油冷在油池中进行,且所述油池为淬火油池。油冷的油温≤100℃,工件转移时间≤2min;此处的工件转移时间具体指自工件移出水池到完全浸入淬火油池之间的转移时间,位置转移操作同样由行车执行。油冷过程中,油池处于搅拌循环状态,即对应地开启淬火油池的搅拌及循环系统。
50.s6:将工件放入热处理炉内;将工件升温至第二预热温度并保温;所述第二预热温度为300℃~350℃;且工件升温速度≤200℃/h。具体地,工件升温速度控制为150℃/h~200℃/h。且s6中的工件保温时间为(0.4~0.6)
×
δmin。
51.s7:s6中保温结束后,将工件升温至回火温度并保温;所述回火温度为600℃~650
℃;且工件升温速度≤60℃/h。具体地,工件升温速度控制为40℃/h~60℃/h。且s7中的工件保温时间为2
×
δmin。
52.s8:s7中保温结束后关闭热处理炉内加热系统;让工件随炉冷却至预设炉冷温度后,转移工件位置并空冷工件;所述预设炉冷温度≤250℃;且炉冷速度为≤60℃/h。
53.并且,在上述步骤中,工件放在热处理炉内时通过垫铁放置;所述垫铁设于热处理炉的炉内台面上,工件放置于垫铁上;且所述垫铁高度≥300mm;工件放置时,相邻工件间距≥300mm。本实施例中,垫铁高度设置为350mm,相邻工件间距设置为350mm;可有效避免工件直接与热处理炉的炉内台面接触,进而避免工件局部过热;同时,工件之间保持适当的间距,便于工件均匀受热,有助于提升热处理效果。
54.此外,工件在热处理炉内加热时,热处理炉同步开启炉内风扇;所述炉内风扇用于均匀炉内温度。具体地,在热处理炉(即台车炉)炉膛加热时开启炉内风扇,可有效减少温度不均现象,保证工件受热均匀。
55.本实施例提供的一种用于风力发电机组主轴的热处理方法,通过依次对工件进行s1—s8的热处理,可使得热处理后的42crmoa风力发电机组主轴达到rm≥750mp,rp0.2≥550mpa,a5≥16%,z≥50%,akv(-30℃)≥60j的性能标准,能够充分满足材料力学性能要求,且不会产生淬火裂纹,热处理变形可控,工件质量较好。
56.并且,本方案中特别关注了工件热处理过程中,工件达到奥氏体化温度后的降温过程,并特别设置s3-s4,通过让工件随炉冷却至第二奥氏体化温度并保温,以及保温后的水冷操作,使得工件组织转变相比于如附图1所示的常规热处理方案所做的直接油冷,有了更为细致的变化,使得工件整个截面有合理的温度梯度分布,既可以保证足够的淬硬层深度,又不会因淬火应力过大导致工件开裂,工件的低温冲击韧性得到提升,零件收缩率也得到提升,无须再在热处理完成后额外安排重复回火操作以提升此两类性能。
57.更重要的是,本方案中的s3-s4的设置时段,对应的是常规热处理方案中的工件升温至第一奥氏体化温度后的保温时段,故而,虽然热处理步骤上有所增加,但是整体的热处理时长却不会增长,热处理效率能够得到保证。并且,由于本方案的热处理结束后,工件的各项性能指标均已达标,无需再安排重复回火操作(在s3-s5步骤中,工件表层刚刚转变的马氏体组织可发生自回火,表层的韧性和应力状态已得到改善,常规需要重复回火才能保证的低温冲击韧性和零件收缩率已自然得到保证),能够节省掉重复回火工序及其对应工时,整体热处理效率能够提升20%—30%。
58.以上所述的仅是本发明的实施例,方案中公知的具体结构及特性等常识在此未作过多描述,所属领域普通技术人员知晓申请日或者优先权日之前发明所属技术领域所有的普通技术知识,能够获知该领域中所有的现有技术,并且具有应用该日期之前常规实验手段的能力,所属领域普通技术人员可以在本技术给出的启示下,结合自身能力完善并实施本方案,一些典型的公知结构或者公知方法不应当成为所属领域普通技术人员实施本技术的障碍。应当指出,对于本领域的技术人员来说,在不脱离本发明结构的前提下,还可以作出若干变形和改进,这些也应该视为本发明的保护范围,这些都不会影响本发明实施的效果和专利的实用性。本技术要求的保护范围应当以其权利要求的内容为准,说明书中的具体实施方式等记载可以用于解释权利要求的内容。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1