变截面镍基高温合金轴类件的固溶冷却装置及其方法与流程
1.本发明属于高温合金热处理技术领域,具体涉及一种变截面镍基高温合金轴类件的固溶冷却装置及其方法。
背景技术:
2.涡轮轴类件是发动机上常见的一种用于保障发动机安全稳定运行的重要传动零件,其质量直接影响发动机的性能。目前先进发动机上的轴类件通常采用镍基高温合金制备而成,其组织和性能主要取决于热处理工艺。
3.镍基高温合金的热处理工艺主要由固溶处理和时效处理组成。γ
′
(ni3al)相是镍基高温合金最重要的强化相,固溶处理使合金中的γ
′
相全部或部分回溶至基体中,然后在固溶冷却过程中重新析出。固溶冷却的方式和过程决定了这些析出γ
′
相的形态、数量、尺寸和分布等,后续在时效处理过程中还会补充析出少量的γ
′
相,共同决定了镍基高温合金的最终力学性能。
4.镍基高温合金的固溶冷却方式通常有油淬、风冷和空冷等,冷却效果各不相同。其中油淬冷却的能力最强,力学性能能够达到指标要求,但是油淬会导致更大的残余应力和淬裂风险;空冷的冷却能力最弱,力学性能达不到指标要求,且冷却时间较长;风冷的冷却能力介于油淬和空冷之间,能够在确保轴类件淬火完整性的情况下实现比较理想的综合性能。
5.镍基高温合金轴类件由轴和轴颈两部分组成,具有变截面、结构复杂、薄壁易变形的特性。在采用常规油淬方式对镍基高温合金轴类件进行固溶冷却时,由于其结构和形状的特殊性导致轴类件各部位的冷速不均匀,进而导致轴类件的组织不均匀,且轴部与轴颈部极易因冷速过大导致应力过大而开裂,造成制件报废。因此,急需设计一种适用于变截面镍基高温合金轴类件的固溶冷却装置及其固溶冷却方法。
技术实现要素:
6.为解决现有技术中存在的问题,本发明提供一种变截面镍基高温合金轴类件的固溶冷却装置,包括旋转风冷平台、水平风机和倾斜风机;所述旋转风冷平台的中心位置垂直设置吸热块承载支柱,所述旋转风冷平台靠近边缘的位置沿周向垂直设置轴类件承载支柱,所述吸热块承载支柱和所述轴类件承载支柱的高度相同;所述吸热块承载支柱的上方安装变截面辐射吸热块。
7.所述轴类件承载支柱的上方放置变截面镍基高温合金轴类件,所述变截面镍基高温合金轴类件包括轴部和轴颈部,所述变截面辐射吸热块包括竖直面和倾斜面。
8.优选的是,所述水平风机为可调节风量式风机,其沿着水平方向放置;所述倾斜风机为可调节风量式风机,其倾斜角度为﹣90
°
~90
°
。
9.在上述任一方案中优选的是,所述吸热块承载支柱为一根;所述轴类件承载支柱至少为三根。
10.本发明的变截面镍基高温合金轴类件的固溶冷却装置,结构简单,操作便捷,冷却效率高,适用于镍基高温合金轴类件的风冷处理,尤其适用于空心轴类件的风冷处理。
11.本发明还提供一种变截面镍基高温合金轴类件的固溶冷却方法,使用了上述任一种所述的变截面镍基高温合金轴类件的固溶冷却装置,包括以下步骤:
12.步骤一:根据需要固溶冷却的变截面镍基高温合金轴类件的形状和尺寸,选定与其匹配的变截面辐射吸热块;将变截面辐射吸热块安装在固溶冷却装置的吸热块承载支柱上;调整固溶冷却装置,使其处于水平位置;
13.步骤二:根据需要固溶冷却的变截面镍基高温合金轴类件的形状和尺寸,选定与其匹配的水平风机和倾斜风机的放置位置,以及与其匹配的水平风机和倾斜风机的转速;
14.步骤三:将变截面镍基高温合金轴类件放入热处理炉中进行固溶处理,直至变截面镍基高温合金轴类件的强化相γ
′
相部分或全部溶解;
15.步骤四:固溶处理结束后,将变截面镍基高温合金轴类件从热处理炉中取出,并在一定时间内将其转移至固溶冷却装置的轴类件承载支柱上;
16.步骤五:开启旋转风冷平台、水平风机和倾斜风机,对变截面镍基高温合金轴类件进行冷却处理,直至冷却到设定温度;
17.步骤六:冷却处理结束后,将变截面镍基高温合金轴类件放入热处理炉中进行时效处理。
18.本发明通过采用变截面辐射吸热块,并设置两台可调节风量式风机,可针对不同型号镍基高温合金轴类件的形状、尺寸调整各部位的冷却速度,从而控制强化相γ
′
相的析出规律,解决了变截面镍基高温合金轴类件因复杂结构导致的组织不均匀和残余应力过大的问题,从而获得综合性能更优异的变截面镍基高温合金轴类件。
19.优选的是,步骤一中,所述变截面辐射吸热块的外壁形状与所述变截面镍基高温合金轴类件的内壁形状相匹配,且二者之间具有一定的距离。变截面辐射吸热块的材质为镍合金材料,其水平高度不低于变截面镍基高温合金轴类件的水平高度,其外径小于变截面镍基高温合金轴类件的内径。变截面辐射吸热块能够吸收轴类件内壁散发的热量,使轴类件内外壁的降温速率达到一致,进而使轴类件的整体组织更均匀、力学性能更均匀。
20.在上述任一方案中优选的是,所述变截面辐射吸热块的竖直面与所述变截面镍基高温合金轴类件的轴部内壁之间具有一定的距离;所述变截面辐射吸热块的倾斜面与所述变截面镍基高温合金轴类件的轴颈部内壁之间具有一定的距离。
21.轴部壁厚为a,轴颈部壁厚为b,轴部内壁与竖直面之间的距离为l,轴颈部内壁与倾斜面之间的距离为h。
22.当20mm≤a≤40mm时,50mm-a≤l≤55mm-a;
23.当a>40mm时,10mm≤l≤20mm;
24.当20mm≤b≤40mm时,50mm-b≤h≤55mm-b;
25.当b>40mm时,10mm≤h≤20mm。
26.在上述任一方案中优选的是,步骤二中,所述倾斜风机的倾斜角度为20
°
~80
°
或﹣80
°
~﹣20
°
;所述水平风机和所述倾斜风机的转速调节范围均为20%~100%。
27.水平风机和倾斜风机均为可调节风量式风机,其最大转速不小于500r/min,最大流量不小于25000m3/h。水平风机沿着水平方向放置,用于冷却变截面镍基高温合金轴类件
的轴部外壁;倾斜风机沿着倾斜角度的方向放置,用于冷却变截面镍基高温合金轴类件的轴颈部内壁。倾斜风机的倾斜角度可调节,若变截面镍基高温合金轴类件的轴部在轴颈部之上,则倾斜角度为20
°
~80
°
;若变截面镍基高温合金轴类件的轴部在轴颈部之下,则倾斜角度为﹣80
°
~﹣20
°
。
28.水平风机与变截面镍基高温合金轴类件的轴部外壁之间具有一定距离,倾斜风机与变截面镍基高温合金轴类件的轴颈部内壁之间具有一定距离,皆通常为30cm~100cm,也可以通过调节两台风机的转速、流量等参数来调节两台风机与轴部外壁和轴颈部内壁的距离。
29.在上述任一方案中优选的是,步骤三中,固溶处理温度为950℃~1200℃,固溶处理保温时间为1h~4h。
30.所述固溶处理的工艺如下:在热处理炉的炉温低于200℃时,将变截面镍基高温合金轴类件入炉;以1.7℃/min~4.2℃/min的升温速率升温至500℃,保温1h~2h;以1.7℃/min~3.3℃/min的升温速率继续升温至700℃,保温1h~2h;以1.7℃/min~3.3℃/min的升温速率继续升温至900℃,保温1h~2h;以1.7℃/min~4.0℃/min的升温速率继续升温至固溶处理温度950℃~1200℃,保温1h~4h;将固溶处理后的变截面镍基高温合金轴类件出炉,进行后续冷却处理。
31.在上述任一方案中优选的是,步骤四中,将变截面镍基高温合金轴类件从热处理炉中转移至轴类件承载支柱上的转移时间为30s~300s。
32.在上述任一方案中优选的是,步骤五中,所述旋转风冷平台的转速为5r/min~30r/min;冷却处理的设定温度为300℃~600℃。旋转风冷平台承载着变截面镍基高温合金轴类件和变截面辐射吸热块一同旋转,随着旋转风冷平台的旋转,两台风机在不同方向同时吹向轴类件,再配合变截面辐射吸热块的吸热作用,使整个轴类件的内外均得到冷却处理。
33.在上述任一方案中优选的是,步骤六中,时效处理温度为700℃~870℃,时效处理保温时间为8h~20h。
34.所述时效处理的工艺如下:在热处理炉的炉温低于200℃时,将冷却后的变截面镍基高温合金轴类件入炉;以1.7℃/min~3.3℃/min的升温速率升温至400℃,保温1h~2h;以1.7℃/min~3.3℃/min的升温速率继续升温至600℃,保温1h~2h;以1.1℃/min~2.3℃/min的升温速率继续升温至时效处理温度700℃~870℃,保温8h~20h;以不高于20℃/h的降温速率降温,轴类件随炉冷却。
35.本发明的变截面镍基高温合金轴类件的固溶冷却装置及其方法,能够实现根据变截面镍基高温合金轴类件轴部与轴颈部的复杂结构有针对性的制定固溶冷却方案,可有效提高镍基高温合金轴类件各个部位的组织均匀性以及各个部位的力学性能均匀性,降低残余应力,满足先进发动机对轴类件的冶金质量要求。
36.本发明的技术方案涉及了诸多参数,需要综合考虑各个参数之间的协同作用,才能获得本发明的有益效果和显著进步。而且技术方案中各个参数的取值范围都是经过大量试验获得的,针对每一个参数以及各个参数的相互组合,发明人都记录了大量试验数据,限于篇幅,在此不公开具体试验数据。
附图说明
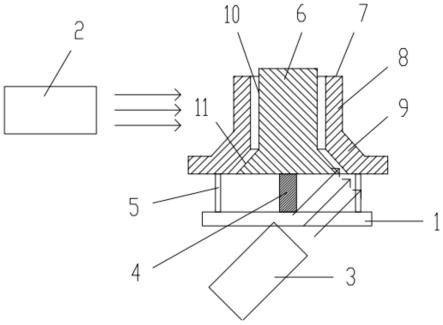
37.图1为按照本发明变截面镍基高温合金轴类件的固溶冷却装置及其方法的一优选实施例中固溶冷却装置的结构示意图;
38.图2为图1所示实施例中固溶冷却装置的俯视图;
39.图3为图1所示实施例中变截面镍基高温合金轴类件的轴部组织金相照片;
40.图4为图1所示实施例中变截面镍基高温合金轴类件的轴颈部组织金相照片;
41.图5为图1所示实施例中变截面镍基高温合金轴类件的轴部组织扫描电镜照片;
42.图6为图1所示实施例中变截面镍基高温合金轴类件的轴颈部组织扫描电镜照片。
43.图中标注说明:1-旋转风冷平台,2-水平风机,3-倾斜风机,4-吸热块承载支柱,5-轴类件承载支柱,6-变截面辐射吸热块,7-变截面镍基高温合金轴类件,8-轴部,9-轴颈部,10-竖直面,11-倾斜面。
具体实施方式
44.为了更进一步了解本发明的发明内容,下面将结合具体实施例详细阐述本发明。
45.实施例一:
46.如图1-2所示,按照本发明变截面镍基高温合金轴类件的固溶冷却装置的一优选实施例,其包括旋转风冷平台1、水平风机2和倾斜风机3;所述旋转风冷平台1的中心位置垂直设置吸热块承载支柱4,所述旋转风冷平台1靠近边缘的位置沿周向垂直设置轴类件承载支柱5,所述吸热块承载支柱4和所述轴类件承载支柱5的高度相同;所述吸热块承载支柱4的上方安装变截面辐射吸热块6。所述吸热块承载支柱为一根;所述轴类件承载支柱为四根,沿轴向等距离布置。
47.所述轴类件承载支柱5的上方放置变截面镍基高温合金轴类件7,所述变截面镍基高温合金轴类件7包括轴部8和轴颈部9,所述变截面辐射吸热块6包括竖直面10和倾斜面11。
48.本实施例还提供一种变截面镍基高温合金轴类件的固溶冷却方法,该轴类件采用粉末高温合金fgh96制备而成,该方法使用了本实施例的变截面镍基高温合金轴类件的固溶冷却装置,其按照先后顺序包括以下步骤:
49.步骤一:根据需要固溶冷却的变截面镍基高温合金轴类件的形状和尺寸,选定与其匹配的变截面辐射吸热块;将变截面辐射吸热块安装在固溶冷却装置的吸热块承载支柱上;调整固溶冷却装置,使其处于水平位置;
50.步骤二:根据需要固溶冷却的变截面镍基高温合金轴类件的形状和尺寸,选定与其匹配的水平风机和倾斜风机的放置位置,以及与其匹配的水平风机和倾斜风机的转速;
51.步骤三:将变截面镍基高温合金轴类件放入热处理炉中进行固溶处理,直至变截面镍基高温合金轴类件的强化相γ
′
相部分或全部溶解;
52.步骤四:固溶处理结束后,将变截面镍基高温合金轴类件从热处理炉中取出,并在一定时间内将其转移至固溶冷却装置的轴类件承载支柱上;
53.步骤五:开启旋转风冷平台、水平风机和倾斜风机,对变截面镍基高温合金轴类件进行冷却处理,直至冷却到设定温度;
54.步骤六:冷却处理结束后,将变截面镍基高温合金轴类件放入热处理炉中进行时
效处理。
55.步骤一中,所述变截面辐射吸热块的外壁形状与所述变截面镍基高温合金轴类件的内壁形状相匹配。所述变截面辐射吸热块的竖直面与所述变截面镍基高温合金轴类件的轴部内壁之间具有一定的距离;所述变截面辐射吸热块的倾斜面与所述变截面镍基高温合金轴类件的轴颈部内壁之间具有一定的距离。变截面辐射吸热块的材质为镍合金材料,其水平高度不低于变截面镍基高温合金轴类件的水平高度,其外径小于变截面镍基高温合金轴类件的内径。
56.本实施例中,轴部壁厚a=40mm,轴颈部壁厚b=40mm,轴部内壁与竖直面之间的距离l=15mm,轴颈部内壁与倾斜面之间的距离h=15mm。
57.步骤二中,所述倾斜风机的倾斜角度为45
°
;所述水平风机和所述倾斜风机的转速调节范围均为80%。
58.水平风机和倾斜风机均为可调节风量式风机,其最大转速不小于500r/min,最大流量不小于25000m3/h。水平风机沿着水平方向放置,用于冷却变截面镍基高温合金轴类件的轴部外壁;倾斜风机沿着倾斜角度的方向放置,用于冷却变截面镍基高温合金轴类件的轴颈部内壁。水平风机与变截面镍基高温合金轴类件轴部外壁之间的距离为50cm,倾斜风机与变截面镍基高温合金轴类件轴颈部内壁之间的距离为30cm。
59.步骤三中,固溶处理的工艺如下:在热处理炉的炉温低于200℃时,将变截面镍基高温合金轴类件入炉;以3.0℃/min的升温速率升温至500℃,保温1.5h;以2.5℃/min的升温速率继续升温至700℃,保温1.5h;以2.5℃/min的升温速率继续升温至900℃,保温1.5h;以2.8℃/min的升温速率继续升温至固溶处理温度1160℃,保温3h;将固溶处理后的变截面镍基高温合金轴类件出炉,进行后续冷却处理。
60.步骤四中,将变截面镍基高温合金轴类件从热处理炉中转移至轴类件承载支柱上的转移时间为150s。
61.步骤五中,所述旋转风冷平台的转速为20r/min;冷却处理的设定温度为450℃。
62.步骤六中,时效处理的工艺如下:在热处理炉的炉温低于200℃时,将冷却后的变截面镍基高温合金轴类件入炉;以2.5℃/min的升温速率升温至400℃,保温1.5h;以2.5℃/min的升温速率继续升温至600℃,保温1.5h;以1.7℃/min的升温速率继续升温至时效处理温度760℃,保温10h;以18℃/h的降温速率降温,轴类件随炉冷却。
63.本实施例分别在轴部和轴颈部截取若干样品进行组织测试和力学性能测试。如图3-6所示,通过本实施例的固溶冷却装置及其方法制得的轴类件,其轴部和轴颈部的内部组织结构均匀、力学性能均匀,且力学性能满足指标要求,表1为不同温度下的力学性能测试结果。与油淬处理相比,通过本实施例的固溶冷却方法制得的轴类件,其残余应力降低30%以上。
64.表1不同温度下的力学性能测试结果
[0065][0066]
本实施例的变截面镍基高温合金轴类件的固溶冷却装置及其方法,能够实现根据变截面镍基高温合金轴类件轴部与轴颈部的复杂结构有针对性的制定固溶冷却方案,可有效提高镍基高温合金轴类件各个部位的组织均匀性以及各个部位的力学性能均匀性,降低残余应力,满足先进发动机对轴类件的冶金质量要求。
[0067]
实施例二:
[0068]
按照本发明变截面镍基高温合金轴类件的固溶冷却装置及其方法的另一优选实施例,其固溶冷却装置的结构、固溶冷却方法、原理、有益效果等均与实施例一相同,不同的是:变截面镍基高温合金轴类件采用粉末高温合金gh4169制备而成。
[0069]
本实施例分别在轴部和轴颈部截取若干样品进行组织测试和力学性能测试。通过本实施例的固溶冷却装置及其方法制得的轴类件,其轴部和轴颈部的内部组织结构均匀、力学性能均匀,且力学性能满足指标要求,表2为不同温度下的力学性能测试结果。与油淬处理相比,通过本实施例的固溶冷却方法制得的轴类件,其残余应力降低30%以上。
[0070]
表2不同温度下的力学性能测试结果
[0071][0072]
实施例三:
[0073]
按照本发明变截面镍基高温合金轴类件的固溶冷却装置及其方法的另一优选实施例,其固溶冷却装置的结构、固溶冷却方法、原理、有益效果等均与实施例一或实施例二相同,不同的是:
[0074]
步骤一中,轴部壁厚a=20mm,轴颈部壁厚b=30mm,轴部内壁与竖直面之间的距离l=30mm,轴颈部内壁与倾斜面之间的距离h=25mm。
[0075]
步骤二中,所述倾斜风机的倾斜角度为80
°
;所述水平风机和所述倾斜风机的转速调节范围均为100%。水平风机与变截面镍基高温合金轴类件轴部外壁之间的距离为100cm,倾斜风机与变截面镍基高温合金轴类件轴颈部内壁之间的距离为50cm。
[0076]
步骤三中,固溶处理的工艺如下:在热处理炉的炉温低于200℃时,将变截面镍基高温合金轴类件入炉;以4.2℃/min的升温速率升温至500℃,保温1h;以1.7℃/min的升温速率继续升温至700℃,保温2h;以3.3℃/min的升温速率继续升温至900℃,保温1h;以4.0
℃/min的升温速率继续升温至固溶处理温度1200℃,保温1h;将固溶处理后的变截面镍基高温合金轴类件出炉,进行后续冷却处理。
[0077]
步骤四中,将变截面镍基高温合金轴类件从热处理炉中转移至轴类件承载支柱上的转移时间为100s。
[0078]
步骤五中,所述旋转风冷平台的转速为30r/min;冷却处理的设定温度为300℃。
[0079]
步骤六中,时效处理的工艺如下:在热处理炉的炉温低于200℃时,将冷却后的变截面镍基高温合金轴类件入炉;以3.3℃/min的升温速率升温至400℃,保温1h;以1.7℃/min的升温速率继续升温至600℃,保温2h;以2.3℃/min的升温速率继续升温至时效处理温度700℃,保温20h;以15℃/h的降温速率降温,轴类件随炉冷却。
[0080]
通过本实施例的固溶冷却装置及其方法制得的轴类件,其轴部和轴颈部的内部组织结构均匀、力学性能均匀,且力学性能满足指标要求。
[0081]
实施例四:
[0082]
按照本发明变截面镍基高温合金轴类件的固溶冷却装置及其方法的另一优选实施例,其固溶冷却装置的结构、固溶冷却方法、原理、有益效果等均与实施例一或实施例二相同,不同的是:
[0083]
步骤一中,轴部壁厚a=30mm,轴颈部壁厚b=20mm,轴部内壁与竖直面之间的距离l=25mm,轴颈部内壁与倾斜面之间的距离h=30mm。
[0084]
步骤二中,所述倾斜风机的倾斜角度为20
°
;所述水平风机和所述倾斜风机的转速调节范围均为20%。水平风机与变截面镍基高温合金轴类件轴部外壁之间的距离为80cm,倾斜风机与变截面镍基高温合金轴类件轴颈部内壁之间的距离为50cm。
[0085]
步骤三中,固溶处理的工艺如下:在热处理炉的炉温低于200℃时,将变截面镍基高温合金轴类件入炉;以1.7℃/min的升温速率升温至500℃,保温2h;以3.3℃/min的升温速率继续升温至700℃,保温1h;以1.7℃/min的升温速率继续升温至900℃,保温2h;以1.7℃/min的升温速率继续升温至固溶处理温度950℃,保温4h;将固溶处理后的变截面镍基高温合金轴类件出炉,进行后续冷却处理。
[0086]
步骤四中,将变截面镍基高温合金轴类件从热处理炉中转移至轴类件承载支柱上的转移时间为300s。
[0087]
步骤五中,所述旋转风冷平台的转速为5r/min;冷却处理的设定温度为600℃。
[0088]
步骤六中,时效处理的工艺如下:在热处理炉的炉温低于200℃时,将冷却后的变截面镍基高温合金轴类件入炉;以1.7℃/min的升温速率升温至400℃,保温2h;以3.3℃/min的升温速率继续升温至600℃,保温1h;以1.1℃/min的升温速率继续升温至时效处理温度870℃,保温8h;以16℃/h的降温速率降温,轴类件随炉冷却。
[0089]
通过本实施例的固溶冷却装置及其方法制得的轴类件,其轴部和轴颈部的内部组织结构均匀、力学性能均匀,且力学性能满足指标要求。
[0090]
实施例五:
[0091]
按照本发明变截面镍基高温合金轴类件的固溶冷却装置及其方法的另一优选实施例,其固溶冷却装置的结构、固溶冷却方法、原理、有益效果等均与实施例一或实施例二相同,不同的是:轴部壁厚a=45mm,轴颈部壁厚b=45mm,轴部内壁与竖直面之间的距离l=20mm,轴颈部内壁与倾斜面之间的距离h=20mm。
[0092]
实施例六:
[0093]
按照本发明变截面镍基高温合金轴类件的固溶冷却装置及其方法的另一优选实施例,其固溶冷却装置的结构、固溶冷却方法、原理、有益效果等均与实施例一或实施例二相同,不同的是:轴部壁厚a=45mm,轴颈部壁厚b=50mm,轴部内壁与竖直面之间的距离l=20mm,轴颈部内壁与倾斜面之间的距离h=15mm。
[0094]
实施例七:
[0095]
按照本发明变截面镍基高温合金轴类件的固溶冷却装置及其方法的另一优选实施例,其固溶冷却装置的结构、固溶冷却方法、原理、有益效果等均与实施例一或实施例二相同,不同的是:轴部壁厚a=45mm,轴颈部壁厚b=45mm,轴部内壁与竖直面之间的距离l=18mm,轴颈部内壁与倾斜面之间的距离h=20mm。
[0096]
实施例八:
[0097]
按照本发明变截面镍基高温合金轴类件的固溶冷却装置及其方法的另一优选实施例,其固溶冷却装置的结构、固溶冷却方法、原理、有益效果等均与实施例一或实施例二相同,不同的是:轴部壁厚a=50mm,轴颈部壁厚b=45mm,轴部内壁与竖直面之间的距离l=18mm,轴颈部内壁与倾斜面之间的距离h=18mm。
[0098]
实施例九:
[0099]
按照本发明变截面镍基高温合金轴类件的固溶冷却装置及其方法的另一优选实施例,其固溶冷却装置的结构、固溶冷却方法、原理、有益效果等均与实施例一或实施例二相同,不同的是:轴部壁厚a=35mm,轴颈部壁厚b=45mm,轴部内壁与竖直面之间的距离l=20mm,轴颈部内壁与倾斜面之间的距离h=10mm。
[0100]
实施例十:
[0101]
按照本发明变截面镍基高温合金轴类件的固溶冷却装置及其方法的另一优选实施例,其固溶冷却装置的结构、固溶冷却方法、原理、有益效果等均与实施例一或实施例二相同,不同的是:轴部壁厚a=50mm,轴颈部壁厚b=25mm,轴部内壁与竖直面之间的距离l=15mm,轴颈部内壁与倾斜面之间的距离h=25mm。
[0102]
本领域技术人员不难理解,本发明的变截面镍基高温合金轴类件的固溶冷却装置及其方法包括上述本发明说明书的发明内容和具体实施方式部分以及附图所示出的各部分的任意组合,限于篇幅并为使说明书简明而没有将这些组合构成的各方案一一描述。凡在本发明的精神和原则之内,所做的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1