内孔激光熔覆枪的制作方法
1.本发明涉及熔覆装置技术领域,具体涉及内孔激光熔覆枪。
背景技术:
2.激光熔覆技术是一种新兴的增材加工技术。激光熔覆是以聚焦激光束为热源,熔融预制的粉床或汇聚的粉末颗粒流后,使其在基体表面冷却凝固,形成与预期外形一致的堆积体的增材加工技术。内孔激光熔覆是区别于常规的平面激光熔覆加工的极具创新性的熔覆工艺,主针对于圆筒形零件、腔体类零件的孔壁熔覆处理。常规孔内熔覆时,需要对零部件进行转动,对于体积较大或形状较复杂的零部件而言,转动较为不便,造成内孔熔覆应用受限。
3.对此,如授权公告号为cn214572234u的专利中公开旋转激光熔覆头,增加旋转接头及驱动电机等使熔覆头部分可旋转,但该结构下,熔覆头部分的长度固定,对于孔较深的零部件而言,熔覆头或枪体等更换较为麻烦。
4.对此,如申请公布号为cn113481504a的专利中公开一种激光熔覆装置,其增加延长筒节部分实现长度的增加,但其延长筒节的更换涉及输液管路的更换,较为繁琐,需改进。
技术实现要素:
5.为解决上述至少一个技术缺陷,本发明提供了如下技术方案:
6.本技术文件公开内孔激光熔覆枪,包括激光整形系统、旋转密封系统、同轴送粉熔覆系统、动力系统及安装固定系统,所述激光整形系统与旋转密封系统连接,所述旋转密封系统与同轴送粉熔覆系统连接,所述旋转密封系统包括密封罩、旋转接头,所述旋转接头包括相配合的定子、转子,所述定子与密封罩固定,所述动力系统驱使同轴送粉熔覆系统转动,所述同轴送粉熔覆系统包括延长筒节、枪体、反射镜及喷头,所述枪体的端部侧壁上设置喷头且枪体的另一端部与延长筒节连接,所述反射镜将腔体内激光反射至喷头腔道内,所述延长筒节包括相套合的套筒一、套筒二、管道及锁止机构,所述套筒一与转子固定且套筒一内设置流道,所述套筒一内的流道与转子内的流道连通且套筒一的流道内均滑动配合有管道,所述管道的端部自套筒一伸出并与套筒二固定且管道与套筒二内流道连通,所述套筒二内的流道与所述枪体内流道连通,所述枪体内流道与所述喷头内流道连通,所述锁止机构设置在套筒二上使套筒二与套筒一固定。
7.本方案中改进熔覆枪结构,以套合的两套筒配合管道、锁止机构组成延长筒节,在套筒一、套筒二的壁内均成型有送粉、送水的流道等,管道伸入套筒一的流道腔内且滑动配合,以锁止机构固定套筒一与套筒二,在锁止机构解除锁定后,可轴向上相对套筒一移动套筒二使喷头进一步深入零件的腔内,之后以锁止机构将套筒一、套筒二锁定即可,轴向长度延长后,经旋转接头的粉料、液体等经套筒一、管道、套筒二后进入腔体、喷头,该结构下方便快速对喷头轴向位置进行调整,以方便对轴向孔腔深度更长的零件进行熔覆操作。
8.进一步,所述转子、枪体、喷嘴及套筒一、套筒二内均设置送粉流道、保护气流道、进水流道、回水流道。
9.进一步,所述套筒一、套筒二的壁内设置送粉流道、保护气流道、进水流道、回水流道,所述套筒二套在套筒一上,所述管道的端部自套筒一伸出并固定在套筒二的腔壁上。管道还起到导向套筒二移动的作用。
10.进一步,所述套筒一的端部处流道的孔口处设置密封套,所述管道的端部穿过密封套且该端部折弯与所述套筒二的腔壁固定。通过密封套提高密封性,管道的端部折弯方便与套筒二固定连接。
11.进一步,所述套筒二包括上部管体、下部管体,所述上部管体腔壁与所述管道固定,套筒二的分体式结构,方便壁内流道的成型以及管道端部的对接固定,对于上部、下部管体之间的固定,如法兰式螺钉固定等。
12.进一步,所述动力系统包括驱动电机、齿轮组、同步带,所述齿轮组包括齿轮一、齿轮二,所述套筒一外壁上套有齿轮二,所述驱动电机的输出端设置齿轮一,所述齿轮一、齿轮二之间以同步带连接。
13.进一步,所述安装固定系统包括基座、支板一、支板二,所述支板一、支板二上下分布在基座上,上方的支板一上固定驱动电机,驱动电机一侧设置激光整形系统、旋转密封系统,所述套筒一与支板二转动连接。以基座配合支板等支撑,集中一体化结构,方便使用。
14.进一步,所述密封罩固定在所述支板一,所述旋转接头位于密封罩内。
15.进一步,所述激光整形系统包括激光光纤、镜片组、qbh接头,所述激光光纤通过qbh接头与镜片组连接,所述密封罩与所述镜片组固定。
16.与现有技术相比,本发明的有益效果:
17.1、本发明改进结构,方便对喷嘴的轴向位置进行调整,可对不同孔深的零部件进行内孔熔覆。
附图说明
18.为了更清楚地说明本发明实施例中的技术方案,下面将对实施例描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
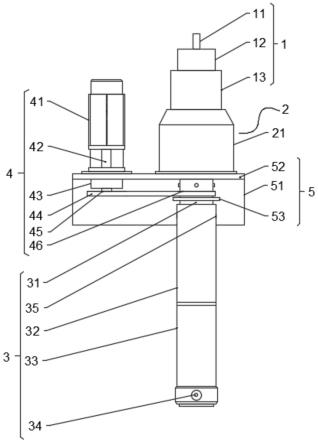
19.图1是实施例1中本内孔激光熔覆枪的整体结构示意图;
20.图2是延长筒节的结构示意图;
21.其中,附图标记为:
22.1、激光整形系统;2、旋转密封系统;3、同轴送粉熔覆系统;4、动力系统;5、安装固定系统;11、激光光纤;12、qbh接头;13、镜片组;21、密封罩;31、套筒一;32、套筒二;33、枪体;34、喷嘴;35、锁止机构;36、管道;37、接口;38、密封套;41、驱动电机;42、减速机构;43、联轴器;44、同步带;45、齿轮一;46、齿轮二;51、基座;52、支板一;53、支板二;321、上部管体;322、下部管体。
具体实施方式
23.下面结合附图和具体实施例对本发明作进一步说明。
24.实施例1
25.如图1、图2所示,本例中内孔激光熔覆枪包括激光整形系统1、旋转密封系统2、同轴送粉熔覆系统3、动力系统4及安装固定系统5。
26.其中安装固定系统5包括竖板状基座51,基座51的面上相平行安装支板一52、支板二53,支板一52、支板二53上下并行安装。支板一52上安装旋转密封系统2、动力系统4,如图1所示,旋转密封系统2上方为激光整形系统1,激光整形系统1包括激光光纤11、镜片组13、qbh接头12,激光光纤11通过qbh接头12与镜片组13连接,旋转密封系统2包括密封罩21、旋转接头,旋转接头包括相配合的定子、转子,其中定子位于密封罩内并与密封罩固定,密封罩与镜片组13固定。支板二53处安装同轴送粉熔覆系统3,包括延长筒节、枪体33、反射镜及喷头34,其中枪体33的端部侧壁上安装喷头34,喷头34的腔与枪体33的腔连通,枪体33的腔内末端处安装反射镜,以反射将枪体腔内激光反射至喷头34腔道内,具体参见申请公布号为cn113481504ad专利文件。枪体33的首端处安装延长筒节,本例中延长筒节包括相套合的套筒一31、套筒二32、管道36及锁止机构35,套筒一31与转子固定,转子、枪体、喷嘴及套筒一、套筒二内均成型送粉流道、保护气流道、进水流道、回水流道,套筒一31内各流道与转子内对应各流道连通,如图2所示,本例中在套筒一周壁上对应各流道成型接口37,以接口配合各管体等与转子上各流道对接连通。套筒二32套在套筒一31上,套筒一31内滑动配合安装管道36,管道36的端部自套筒一31伸出并与套筒二32腔壁对应流道接口固定连通,套筒二32内的各流道与枪体33内对应流道连通。枪体33内各流道与喷头34内对应流道连通。锁止机构35采用螺钉等,自套筒二32周壁上所成型的孔内拧入抵接套筒一31即可,使套筒二与套筒一固定。本例中,管道36的端部自套筒一31伸出并折弯与套筒二32的腔壁上对应接口固定。本例中为方便管道的对接,套筒二32采用分体式结构,以上部管体321、下部管体322组成,如螺钉固定,从图2可以看出,管道36的折弯部与上部管体321上对应流体的接口对接固定,优选采用嵌入式固定。为提高密封性,本例中在套筒一31的端部流道口处固定密封套38,管道36自密封套38伸出。对于送粉流道、进水流道等在套筒一、套筒二的分布,如环绕对应轴心线间隔均匀分布等。
27.如图1、图2所示,动力系统4包括驱动电机41、齿轮组、同步带44,驱动电机41为自带减速机构类型,齿轮组包括齿轮一45、齿轮二46,套筒一31外壁上套有齿轮二46,减速机构42输出端处安装齿轮一45,齿轮一45、齿轮二46之间以同步带44连接。套筒一31与支板二53通过轴承形成转动配合,支板二53上方的套筒一31壁上套有齿轮二46。以驱动电机驱使齿轮一45转动,在同步带44的传动下使齿轮二46转动,进而使套筒二32、枪体33、喷嘴34转动,无需工件旋转即可完成熔覆。
28.使用时,可将喷头深入零部件的内孔中,启动激光整形系统,激光光纤发出的高斯光束经镜片组整形为准直光束,自定子、转子、套筒一、套筒二中间轴向腔道穿过至枪体腔道内,枪体内聚焦镜片聚焦后,经反射镜反射后进入喷嘴的腔道内,喷嘴内送粉流道中输送粉料,保护气流道中输送气体汇聚在聚焦光束的焦点处,之后熔覆在零件的孔壁上。
29.对于喷嘴处的配重块等的安装参见申请公布号为cn113481504ad专利文件即可。
30.以上仅是本发明的优选实施方式,本发明的保护范围并不仅局限于上述实施例,
凡属于本发明思路下的技术方案均属于本发明的保护范围。应当指出,对于本技术领域的普通技术人员来说,在不脱离本发明原理前提下的若干改进和润饰,这些改进和润饰也应视为本发明的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1