热沉材料熔渗工装的制作方法
1.本实用新型涉及热沉材料技术领域,特别涉及一种热沉材料熔渗工装。
背景技术:
2.钨铜和钼铜材料广泛应用于航天航空、汽车、电子封装、机械制造等领域。随着技术的发展,市场上对于热沉产品致密度要求越来越高。目前钨铜和钼铜材料制备的常用生产方法是熔渗法,即通过用熔点比制品熔点低的金属或合金在熔融状态下充填未烧结的或烧结的制品内的孔隙的工艺方法。在热沉材料技术领域中,通过将铜片与钨骨/钼骨架接触,装舟后装入加热炉中进行高温处理。这种方法具有工艺简单,成本较低,产量大的优点,但使用普通石墨舟进行熔渗处理时,生产出的钨铜和钼铜材料致密度不高。
3.为了追求更好的熔渗效果,通常熔渗时的温度控制高于铜的熔点数百摄氏度且会使用过量的铜。但在这种较高的温度下,铜会快速熔化并覆盖在粉末骨架表面。铜的覆盖会导致骨架内残留的气体无法充分从骨架内脱出,钨/钼铜合金致密度下降,这会导致材料的导热、导电性能下降,材料的力学性能降低。
技术实现要素:
4.本实用新型提供了一种热沉材料熔渗工装,其目的是为了解决现有熔渗加工过程中存在骨架内残留气体影响材料性能的问题。
5.为了达到上述目的,本实用新型的实施例提供了一种热沉材料熔渗工装,包括:
6.石墨舟,所述石墨舟为容器结构,所述石墨舟的顶部设置开口,所述石墨舟的内腔底面用于放置铜片,所述铜片的上方用于放置骨架;
7.通气板,所述通气板用于叠放在所述骨架上,所述通气板上均匀地设置有多个通气孔,所述通气孔贯通地开设在所述通气板上。
8.其中,所述通气板的材质与铜的湿润角大于90
°
。
9.其中,所述通气板的材质为石墨。
10.其中,所述通气孔为圆形孔。
11.其中,所述通气孔的孔径为0.5mm-5mm。
12.其中,相邻所述通气孔之间的圆心距为2.5mm-25mm。
13.其中,所述骨架为钨骨架或钼骨架。
14.本实用新型的上述方案有如下的有益效果:
15.本实用新型的上述实施例所述的热沉材料熔渗工装设置有石墨舟和通气板,熔渗过程中能够令骨架内的空气充分排出,使骨架的未填充率下降,产品更加致密;通气板叠设在铜片和骨架之上,减少了骨架与铜片之间的相对滑动,减少了因石墨舟的运动导致骨架从铜片上滑落令铜液无法渗入骨架的问题。
附图说明
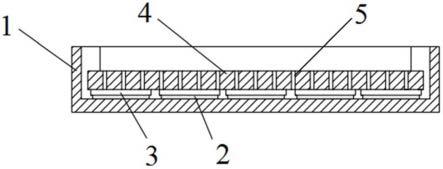
16.图1是本实用新型的热沉材料熔渗工装的装配剖面示意图;
17.图2是本实用新型的热沉材料熔渗工装的装配俯视示意图;
18.图3是本实用新型的热沉材料熔渗工装的骨架及铜片摆放示意图;
19.图4是本实用新型的热沉材料熔渗工装的石墨舟俯视示意图;
20.图5是本实用新型的热沉材料熔渗工装的石墨舟剖面示意图;
21.图6是本实用新型的热沉材料熔渗工装的通气板俯视示意图;
22.图7是本实用新型的热沉材料熔渗工装的通气板剖面示意图。
23.【附图标记说明】
24.1-石墨舟;2-铜片;3-骨架;4-通气板;5-通气孔。
具体实施方式
25.为使本实用新型要解决的技术问题、技术方案和优点更加清楚,下面将结合附图及具体实施例进行详细描述。
26.本实用新型针对现有熔渗加工过程中存在骨架内残留气体影响材料性能的问题,提供了一种热沉材料熔渗工装。
27.实施例1
28.如图1至图4所示,本实用新型的实施例提供了一种热沉材料熔渗工装,包括:石墨舟1,所述石墨舟1为容器结构,所述石墨舟1的顶部设置开口,所述石墨舟1的内腔底面用于放置铜片2,所述铜片2的上方用于放置骨架3;通气板4,所述通气板4用于叠放在所述骨架3上,所述通气板4上均匀地设置有多个通气孔5,所述通气孔5贯通地开设在所述通气板4上。
29.本实施例所述的热沉材料熔渗工装中,石墨舟1的舟容量尺寸为185
×
185
×
28mm,对角线长度约为253mm,石墨舟1腔的四个角为圆角;通气板4的尺寸为178
×
178
×
10mm,对角线长度为251.7mm,通气板4可根据实际生产需求将四个角设置为对应的圆角;在加工过程中,首先将铜片2铺设在石墨舟1的底部,然后在铜片2上方摆上骨架3,保证骨架3完全覆盖在对应的铜片2上,最后将通气板4覆盖在骨架3的上方,在本实施例中骨架3的平面尺寸为32
×
32
×
13mm,因此石墨舟1内能够同时铺设多个铜片2和骨架3,通气板4能将多个骨架3同时覆盖。
30.其中,所述通气板4的材质与铜的湿润角大于90
°
。
31.其中,所述通气板4的材质为石墨。
32.为保证熔渗加工过程中铜液不会渗入通气板4,通气板4的材质应保证与铜液的湿润角大于90
°
,在本实施例中通气板4的材质为石墨。
33.其中,所述通气孔5为圆形孔。
34.其中,所述通气孔5的孔径为0.5mm-5mm。
35.其中,相邻所述通气孔5之间的圆心距为2.5mm-25mm。
36.本实施例所述的热沉材料熔渗工装,为保证每一片产品上方的通气板4上至少有一个以上的通气孔5保证透气性,因此本实施例中通气孔5的直径为2mm,相邻通气孔5圆心间距为10mm;本实施例能够满足大部分产品的生产需求,确保每个产品都有至少一个通气孔5。
37.其中,所述骨架3为钨骨架或钼骨架。
38.本实施例所述的热沉材料熔渗工装能够用于钨骨架或钼骨架的熔渗加工,经试验,使用本工装的钨铜或钼铜产品的未填充率下降13%,产品更加致密。
39.实施例2
40.本实施例的热沉材料熔渗工装用于加工尺寸较大的钨铜板,具体为64
×
64
×
8mm被加工钨铜片,装入石墨舟1时每片之间至少保证2mm的间距,由于被加工产品具有较大的面积,工装通气板4上的通气孔5可以采用较大的孔径与孔间距,因此对于178
×
178
×
10mm的工装通气板4,则通气孔5的直径为5mm,相邻通气孔5圆心间距为20mm,具体摆放时尽量保证每一片产品上方至少有一个有效通气孔5(即通气孔的面积内全部是被加工产品,不与被加工产品边缘接触或下方是空的孔)。
41.实施例3
42.本实施例的热沉材料熔渗工装用于加工钼铜片,具体为45.8
×
22.5
×
2mm的钼铜片,装舟时保证每片之间至少有1.5mm的间距,由于被加工钼铜片为长方形结构,因此对于178
×
178
×
10mm的工装通气板上的通气孔在长度方向上的圆心间距为20mm,在宽度方向上的圆心间距为10mm,通气孔的直径为2mm,因此本实施例能够保证每个产品都有至少一个通气孔5。
43.以上所述是本实用新型的优选实施方式,应当指出,对于本技术领域的普通技术人员来说,在不脱离本实用新型所述原理的前提下,还可以作出若干改进和润饰,这些改进和润饰也应视为本实用新型的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1