一种带有抽真空排气结构的压铸模具的制作方法
1.本实用新型涉及一种带有抽真空排气结构的压铸模具,属于压铸模具技术领域。
背景技术:
2.在铝合金压铸生产的产品中,越来越多的铸件采用了抽真空压铸工艺,其原理就是通过在压铸过程中抽除压铸模具型腔以及压室内的气体,使得模具内部形成真空状态,避免压室以及模具内部空气与铝液接触,从而消除或减少压铸件内的气孔,提高产品的力学性能及质量。
3.现有技术中,抽真空压铸工艺是利用连接有真空机的排气板进行运转工作,主要就利用上下排气板之间的间隙作为引导进行并抽真空。在实际生产过程中往往遇到一个进退两难的问题,如果排气板间隙偏大,铝合金液会直接涌入真空管路中造成排气板间隙堵塞,从而致使造成排气失效;如果排气板间隙偏小,则压铸模具内部的气体无法完全排出,致使压铸件内产生较多的气孔。因此合适的抽真空排气板结构,对减少气孔缺陷,提高铸件质量和性能有着重大意义。
技术实现要素:
4.本实用新型的目的在于提供一种带有抽真空排气结构的压铸模具,用以解决现有技术的抽真空压铸模具排气板间隙过大导致真空管路堵塞、排气板间隙过小导致产生气孔缺陷的技术问题。
5.本实用新型采用如下技术方案:一种带有抽真空排气结构的压铸模具,包括上下对接在一起内部有型腔的压铸定模和压铸动模以及位于压铸动模和压铸定模之间的上排气板和下排气板,上排气板和压铸定模密封固定连接,下排气板和压铸动模密封固定连接,所述压铸定模内设有活塞头朝下设置的液压缸,液压缸的活塞头上固定连接有阀销,所述上排气板和下排气板之间靠近型腔的一侧具有间隙、远离型腔的一侧密封接触,上排气板内开设有具有三端开口的t形通道,t形通道包括连通在一起的横向通道和竖向通道,横向通道的开口端用于与抽真空系统连接,竖向通道的下端与上排气板和下排气板之间的间隙连通,竖向通道位于阀销下方供阀销插入,当阀销插入到竖向通道内,阀销周面与竖向通道的壁面密封配合,阀销的底面与下排气板密封接触。
6.所述下排气板上位于竖向通道的下方位置上开设有凹槽,阀销插入到竖向通道内之后,阀销底部密封插装在凹槽内。
7.所述上排气板和下排气板之间具有间隙的位置上分别有齿,上排气板上的齿和下排气板上的齿均是间隔设置,上排气板上的齿位于下排气板上的相邻两齿之间,下排气板上的齿位于上排气板上的相邻两齿之间。
8.所述齿上设有齿槽。
9.每个齿上的齿槽有三个,三个齿槽间隔分布。
10.本实用新型的有益效果是:本实用新型使用时抽真空系统连接在横向通道的开口
端,初始时液压缸将阀销向上提起,使得阀销底部插入竖向通道的上端处,此时横向通道、竖向通道与上下排气板的间隙连通,横向通道作为抽真空通道,抽真空系统开启执行抽气,铝液进入型腔后停止抽气;此时,控制液压缸带动阀销向下动作使阀销插入到竖向通道中,并使阀销底部密封接触下排气板,此时阀销将上下排气板的间隙与横向通道阻断,铝液只能填充到排气板间隙内,而抽真空通道已经被阀销堵住,所以能够防止铝液直接涌入抽真空通道,避免真空管路堵塞,等下一模生产时,阀销向上提起回到初始状态,此时抽真空通道打开,即可正常进行抽气,达到正常工作状态。
11.本实用新型的压铸模具中,排气板间隙可以增加数倍,具有较大的抽气速度,以便在极短的时间内将型腔中的气体抽出,由于抽真空后阀销可迅速阻断排气板间隙和抽真空通道,因此即使排气板间隙过大,铝液在流动过程中会也不会沿着排气板间隙涌入到真空管路中,从而避免堵塞和排气失效。本实用新型在t形通道内设置阀销,作为抽真空通道和上下排气板间隙之间连通和关闭的阀门,具有结构简单,实用性强的特点,能减少气孔缺陷,提高铸件质量和性能。
12.优选的,在下排气板上设置凹槽,当阀销阻隔排气板间隙和抽真空通道时,阀销下端密封插入到凹槽内,阀销易于定位,而且阻隔效果好。
13.优选的,上下排气板上的齿可以降低铝液进入间隙的速度。
附图说明
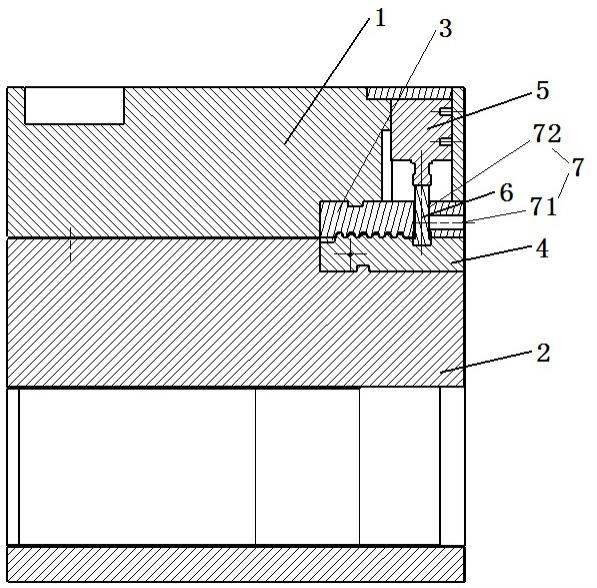
14.图1是本实用新型一种实施例的带有抽真空排气结构的压铸模具的示意图;
15.图2是图1的a-a剖视图;
16.图3是图2中液压缸示意图;
17.图4是图2中下排气板的示意图。
18.图中:1-压铸定模,2-压铸动模,3-上排气板,4-下排气板,5-液压缸,6-阀销,7-t形通道,71-横向通道,72-竖向通道,8-凹槽,9-齿,91-齿槽。
具体实施方式
19.下面结合附图和具体实施例对本实用新型进行详细说明。
20.本实用新型一种实施例的带有抽真空排气结构的压铸模具的结构如图1至图4所示,本实施例的带有抽真空排气结构的压铸模具,包括上下对接在一起内部有型腔的压铸定模1和压铸动模2以及位于压铸动模2和压铸定模1之间的上排气板3和下排气板4,上排气板3和压铸定模1密封固定连接,下排气板4和压铸动模2密封固定连接,所述压铸定模1内设有活塞头朝下设置的液压缸5,液压缸5的活塞头上固定连接有阀销6,所述上排气板3和下排气板4之间靠近型腔的一侧具有间隙、远离型腔的一侧密封接触,上排气板3内开设有具有三端开口的t形通道7,t形通道7包括连通在一起的横向通道71和竖向通道72,横向通道71的开口端用于与抽真空系统连接,竖向通道72的下端与上排气板3和下排气板4之间的间隙连通,竖向通道72位于阀销6下方供阀销6插入,当阀销6插入到竖向通道72内,阀销6周面与竖向通道72的壁面密封配合,阀销6的底面与下排气板4密封接触。本实施例在下排气板4上位于竖向通道72的下方位置上开设有凹槽8,阀销6插入到竖向通道72内之后,阀销6底部密封插装在凹槽8内。
21.所述上排气板3和下排气板4之间具有间隙的位置上分别有齿9,上排气板3上的齿9和下排气板4上的齿9均是间隔设置,上排气板上的齿位于下排气板上的相邻两齿之间,下排气板上的齿位于上排气板上的相邻两齿之间。所述齿9上开设有齿槽91,每个齿上的齿槽91有三个,三个齿槽91间隔分布。
22.本实用新型的压铸模具使用时,将真空抽气系统与横向通道的开口端连接,压铸动模和压铸定模合模确认后,压射系统和真空抽气系统按以下顺序工作;压射系统启动,当压射机的压射杆连接的柱塞头前进,移动至料管的注料口后时,模具型腔与料管之间形成封闭状态,液压缸将阀销向上提起,使得阀销底部位于竖向通道上端处,此时横向通道、竖向通道与上下排气板的间隙连通,横向通道作为抽真空通道,保证抽真空系统和模具型腔为连通状态,此时抽真空系统开启执行抽气;当压铸机的压射杆在快速压射下推动铝液由注料口进入模具型腔时,此时关闭真空系统的阀门,停止抽气;此时,控制液压缸带动阀销向下动作使阀销插入到竖向通道中,并使阀销底部密封插入到下排气板的凹槽中,此时阀销将上下排气板的间隙与横向通道阻断,铝液只能填充到排气板间隙内,而抽真空通道已经被阀销堵住,所以能够避免铝液直接涌入抽真空通道,防止真空管路堵塞带来的排气失效,等下一模生产时,阀销向上提起,此时抽真空通道打开与上下排气板间隙连通,即可正常进行抽气,达到正常工作状态。
23.本实施例的压铸模具中,排气板间隙可以增加数倍,具有较大的抽气速度,以便在极短的时间内将型腔中的气体抽出,由于抽真空后阀销可迅速阻断排气板间隙和抽真空通道,因此即使排气板间隙过大,铝液在流动过程中会也不会沿着排气板间隙涌入到真空管路中,从而避免堵塞和排气失效。
24.上述实施例和说明书中描述的只是说明本实用新型的原理,在不脱离本实用新型精神和范围的前提下,本实用新型还会有各种变化和改进,这些变化和改进都落入要求保护的本实用新型范围内。本实用新型要求保护范围由所附的权利要求书及其等效物界定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1