一种控制薄壁齿圈渗碳淬火变形的装置的制作方法
1.本实用新型涉及机械零件制造加工领域,具体为一种控制薄壁齿圈渗碳淬火变形的装置。
背景技术:
2.薄壁齿圈渗碳前经过正火处理,渗碳时仅留有精加工余量,渗碳过程不控制变形,渗碳后直接进行淬火处理,淬火时将渗碳薄壁齿圈加热至淬火温度并保温一定的时间。渗碳淬火过程使零件长时间在高温环境中,由于热应力和组织应力的影响,易产生椭圆、端面翘曲、内外径的涨缩等变形,一旦产生变形超差,很难进行校正,导致后期磨削或精加工超差甚至报废;
3.在试制阶段,热处理了采用中温渗碳处理的方法,减少齿圈在高温环境中的停留时间,来减少齿圈的变形,同时加大热处理后的机械加工留量,但由于渗碳淬火后零件硬度增高,增加了后续机械加工难度,往往热处理后依然存在超差过大的情况,导致零件报废。
4.综上所述,亟需一种专用工装可以有效控制薄壁齿圈零件在热处理过程中产生变形的问题。
技术实现要素:
5.本实用新型解决了现有的薄壁齿圈零件在渗碳淬火过程中变形现象严重的问题,进而公开了“一种控制薄壁齿圈渗碳淬火变形的装置”。在下文中给出了关于本实用新型的简要概述,以便提供关于本实用新型的某些方面的基本理解。应当理解,这个概述并不是关于本实用新型的穷举性概述。它并不是意图确定本实用新型的关键或重要部分,也不是意图限定本实用新型的范围。
6.本实用新型的技术方案为:
7.一种控制薄壁齿圈渗碳淬火变形的装置,包括上部工装和下部工装,上部工装布置在下部工装上方;
8.所述上部工装包括内压环、外压环、外压模限位板和外压模,内压环、外压环和外压模限位板由内至外依次建立连接,外压模限位板与外压模建立连接;
9.所述下部工装包括模座、支板、滑座、涨模、导锥和外环支圈,模座安装在台车上,模座上安装有支板,滑座与支板配合安装,外环支圈安装在滑座上,涨模安装在台车平台上并通过滑座紧固,复合排大齿圈套装在涨模上,上部工装通过将复合排大齿圈压紧在下部工装上,导锥安装在模座上并通过导锥螺钉固定,导锥上还圆周阵列有多个导锥复位弹簧,中心压杠穿过上部工装压紧在导锥上,中心压杠的中心线与导锥中心线重合。
10.进一步的,所述内压环与外压环通过螺栓紧固连接,外压模限位板与外压环和外压模通过螺钉紧固连接。
11.进一步的,所述外压环与外压模限位板之间安装有调整垫。
12.进一步的,所述模座上套装有涨模调整垫。
13.进一步的,所述导锥螺钉穿过导锥的中心孔将导锥固定在模座上,导锥的中心孔外侧圆周阵列有多个弹簧孔,每个弹簧孔内分别安装有导锥复位弹簧。
14.进一步的,所述涨模包括多个独立活动单元,多个独立活动单元的内锥面与导锥的外锥面接触。
15.本实用新型与现有技术相比的优点在于:
16.1、本实用新型的一种控制薄壁齿圈渗碳淬火变形的装置通过上部工装与下部工装的配合使用,在薄壁齿圈零件渗碳淬火的过程中,可满足对薄壁齿圈渗碳淬火变形控制的要求,避免薄壁齿圈零件在渗碳淬火过程中产生变形导致零件报废;
17.2、本实用新型的一种控制薄壁齿圈渗碳淬火变形的装置在使用过程中效果好,并且由螺栓和螺钉建立连接的工装便于拆卸,对于工装整体的安装于拆卸效率显著提高。
附图说明
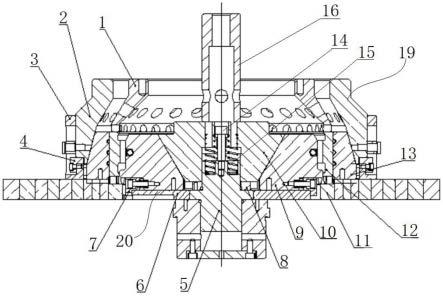
18.图1是一种控制薄壁齿圈渗碳淬火变形的装置整体结构示意图;
19.图2是上部工装的结构示意图;
20.图3是内压环的结构示意图;
21.图4是外压环的结构示意图;
22.图5是下部工装的结构示意图;
23.图6是涨模的结构示意图;
24.图7是导锥的俯视图;
25.图8是导锥的剖视图;
26.图中1-内压环,2-外压环,3-外压模限位板,4-调整垫,5-模座,6-支板,7-滑座,8-涨模调整垫,9-涨模,10-导锥,11-外环支圈,12-复合排大齿圈,13-外压模,14-导锥螺钉,15-导锥复位弹簧,16-中心压杠,17-中心孔,18-弹簧孔,19-上部工装,20-下部工装,21-独立活动单元。
具体实施方式
27.为使本实用新型的目的、技术方案和优点更加清楚明了,下面通过附图中示出的具体实施例来描述本实用新型。但是应该理解,这些描述都是示例性的,而并非要限制本实用新型的范围。此外,在以下说明中,省略了对公知结构和技术的描述,避免不必要的混淆本实用新型的概念。
28.实施例1,结合图1-图8说明本实施例,本实施例的一种控制薄壁齿圈渗碳淬火变形的装置,包括上部工装19和下部工装20,上部工装19主要用于复合排大齿圈12在压力淬火过程中向下施加压力压紧零件,减少复合排大齿圈12的尺寸涨大变形,上部工装19包括内压环1、外压环2、外压模限位板3和外压模13,内压环1布置在外压环2内侧,内压环1与外压环2通过长螺栓沿外圆的12个m7长螺栓紧固连接,外压模限位板3与外压环2和外压模13通过螺钉紧固连接,外压模限位板3与外压环2之间设置有调整垫4,通过调整垫4可对外压环2进行调整,完成上部工装19的组装,上部工装19完成后将上部工装19安装在压床箱体上部,台车进入压床箱体内部,中心对准箱体顶部中心,顶部螺栓拧紧内压环上部螺纹孔,打开锁紧旋钮;
29.下部工装20包括模座5、支板6、滑座7、涨模9、导锥10和外环支圈11,将模座5实心圆柱一端插入台车中心定位槽孔内,调整平稳,模座5的外圆与支板6卡槽配合,调整平稳,将滑座7安装在支板6上,滑座7内表面与支板6外表面配合平稳,随后将外环支圈11安装在滑座7上,外环支圈11的内表面与滑座7的外表面配合,外环支圈11的外表面与台车配合,将涨模调整垫8沿内孔套装在模座5上,调整平稳,涨模调整垫8可用于调整涨模9,将涨模9带有螺纹孔一端朝下,安装在台车平台上,滑座7的内表面与涨模9的外表面配合,螺钉上套上弹簧沿螺纹孔将滑座7与涨模9紧固,安装导锥10,导锥螺钉14穿过导锥10的中心孔17将导锥10固定在模座5上,中心孔17外侧圆周阵列有弹簧孔18,每个弹簧孔18内分别安装有导锥复位弹簧15,最后将中心压杠16压在导锥10上,中心压杠16的中心线与导锥10的中心线重合,完成下部工装20的安装工作,下部工装20安装完毕后,将淬火红热状态的复合排大齿圈12套在涨模9上,再将上部工装19按卡槽尺寸安装在复合排大齿圈12上,即可开启机床进行压力淬火工作,台车进入到压床箱体内,喷油淬火;
30.内压环1从上端压紧复合排大齿圈12并施加压力,减少零件的翘曲变形,外压环2作用于外压模13并抱紧复合排大齿圈12并施加压力,减少零件的涨大变形,内压环1、外压环2、外压模13以及外压模限位板3均采用gcr15材料,热处理后硬度58-62hrc,具有足够的强度和耐磨性,内压环1斜面上均布加工24-φ20通孔,底部均布加工36-16凹槽,便于淬火油流动,提高淬火效果,在内压环顶端均布加工四个螺纹孔;外压环2斜面上均布加工36-φ16通孔,在φ460外圆上均布加工12个操控通孔,便于淬火油的有效流动,提高淬火效果,同时在φ460外圆上均布加工12-m10-7h螺纹孔,用于与外压模限位板3用螺栓紧固连接;
31.下部工装20起到支撑零件的作用,复合排大齿圈12套装在涨模9上,减少零件向内收缩变形,上部工装19与下部工装20作用力相反,保持一定时间后,压淬完成,台车驶出压船箱体,取出零件并拆卸下部工装20,涨模9采用gcr15材料,热处理硬度为58-62hrc,具有足够的强度和耐磨性;滑座7采用45号钢材料,调质处理硬度28-32hrc,提高其综合的机械性能;模座5φ60端面设置4个φ16盲孔,用于安装导锥复位弹簧15,中心设置m10-7h的螺纹孔,用于紧固导锥螺钉14,支板6外径为φ280,内径为φ100,厚度15的圆片结构,滑座7外圆设置12个台阶通孔,用于螺钉将滑座7与涨模9紧固和拆卸,涨模9是环状结构,同时等分为12块独立活动单元21,内孔和外圆均设置凹槽,便于淬火油的有效流动,提高淬火效果,涨模9内孔为锥面,外圆的圆周上凹槽用于安装复位弹簧,外圆设计12个m6的螺纹孔,用于使用螺钉与滑座7紧固连接,导锥10上的中心孔17位阶梯孔,弹簧孔19采用φ4孔,用于固定螺钉小端朝下与涨模9内孔配合,涨模9的12块独立活动单元21组合后将复合排大齿圈12安装在涨模9上,涨模9外圆与复合排大齿圈12内圆相配合,导锥10的外锥面与涨模9的内锥面相配合;
32.当中心压杠16作用在导锥10顶部并向下施加压力时,导锥10的外锥面挤压作用于涨模9的内锥面,使涨模9的外表面作用于复合排大齿圈12的内表面,并施加向外剪切力,减少复合排大齿圈12的内缩变形;
33.当中心压杠16卸载压力时,导锥复位弹簧15与涨模复位弹簧复位,取出导锥10,因涨模9为多个独立活动单元21组合而成,便于卸载和缓冲作用力,防止涨模9与复合排大齿圈12抱死。
34.本实施例只是对本专利的示例性说明,并不限定它的保护范围,本领域技术人员
还可以对其局部进行改变,只要没有超出本专利的精神实质,都在本专利的保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1