一种3D打印设备共轨式驱动系统的制作方法
一种3d打印设备共轨式驱动系统
技术领域
1.本实用新型涉及3d打印技术领域,尤其涉及一种3d打印设备共轨式驱动系统。
背景技术:
2.砂型3d打印技术是一种基于分层制造原理的砂型快速制造技术。目前,砂型3d打印技术是先准备好需要打印的三维模型文件,在分层软件中按特定层厚将模型层层分割,得到每一个需要打印的截图案;打印时,设备按之前设定的层厚,将材料铺设在工作箱中,再用喷墨打印头,按之前切片的成型区域,在幅面上选择性的区域粘接,得到当前层图形,如此,完成一层的成型后,继续重复前述动作,层层粘接,得到最终需要的零件。砂型3d打印粘接的是砂子,胶水可采用呋喃树脂、酚醛树脂,或者其它有机、无机粘接材料,得到最终可以直接浇铸的砂型。砂型3d打印的优势在于无需制备模具,在一些无法脱模、形状特别复杂需要的模具特别多的情况下极具优势,可以极大的缩短复杂零件的开发周期。
3.传统的砂型3d打印设备如申请公布号为cn110394423a的中国专利申请公开的公开了一种基于喷墨打印技术的3d砂型打印机,包括机架,机架上设置有:打印装置,其包括打印喷头和供墨组件,供墨组件与打印喷头连接;载料装置,其位于打印喷头的下侧,载料装置包括成型缸、上料缸和水平设置的导轨,成型缸和上料缸皆设置在导轨上,成型缸和上料缸的底板皆为能够沿缸壁上下移动的活塞托盘,底板下侧设置推动活塞托盘竖直方向移动的顶升板;顶升板与活塞托盘间设置有锁扣组件;铺粉装置,其包括压辊,压辊位于载料装置上侧;铺粉打印传送装置,其能够驱动喷头在打印平面内移动,铺粉打印传送装置能够驱动铺粉装置将上料缸中的物料推送并铺设至成型缸的打印平面上。
4.类似于上述中国专利申请公布的传统3d打印设备在打印过程中,采用打印梁和铺砂(粉)梁各自进行运动的导向,用直线模组的方式或直线导轨叠加同步皮带的方式作为驱动装置,即打印梁和铺砂(粉)梁运动所需的直线导轨和驱动是分开的、两者独立的。此种设计下,导致设备本身直线导轨和驱动部件的数量、体积庞大,重量繁重,占用空间大,制造成本居高不下。
技术实现要素:
5.本实用新型提供了一种3d打印设备共轨式驱动系统,以解决现有3d打印设备采用分开的直线导轨和驱动分别驱动打印梁和铺砂(粉)梁导致的设备驱动部件的数量、体积庞大,重量繁重,占用空间大,制造成高等问题。
6.为解决上述技术问题,本实用新型提供的技术方案为:
7.本实用新型涉及一种3d打印设备共轨式驱动系统,其包括第一横梁组件、第二横梁组件、打印梁和铺砂梁;所述的第一横梁组件和第二横梁组件平行间隔设置;所述的打印梁横跨于第一横梁组件和第二横梁组件之间;所述的铺砂梁横跨于第一横梁组件和第二横梁组件之间;所述的第一横梁组件和第二横梁组件同步驱动打印梁的两端,所述的第一横梁组件和第二横梁组件还同步驱动铺砂梁的两端。
8.优选地,所述的第一横梁组件包括第一横梁,第一横梁上设有第一直线导轨和第一直线电机定子,第一直线导轨上滑动连接有两个第一运动托板,两个第一运动托板的底部均设有与第一直线电机定子配合的第一直线电机动子;所述的第二横梁组件包括第二横梁,第二横梁上设有第二直线导轨和第二直线电机定子,第二直线导轨上滑动连接有两个第二运动托板,两个第二运动托板的底部均设有与第二直线电机定子配合的第二直线电机动子;所述的打印梁的两端分别与其中一个第一运动托板和其中一个第二运动托板固定;所述的铺砂梁的两端分别与另一个第一运动托板和另一个第二运动托板固定。
9.优选地,所述的铺砂梁和打印梁的长度方向均与第一横梁的长度方向垂直。
10.优选地,所述的第一直线导轨设置两条,两条第一直线导轨平行设置且均通过螺钉固定在第一横梁的上表面;所述的第二直线导轨设置两条,两条第二直线导轨平行设置且均通过螺钉固定在第二横梁的上表面。
11.优选地,所述的第一直线电机定子位于两条第一直线导轨之间;所述的第二直线电机定子位于两条第二直线导轨之间。
12.优选地,所述的第一横梁的上表面设有数字尺,第一运动托板的底部设有读数头,读数头用于读取数字尺的数据以获得打印梁和铺砂梁的位置信息。
13.优选地,所述的数字尺粘贴于第一横梁的上表面,且数字尺位于第一直线导轨的侧方。
14.采用本实用新型提供的技术方案,与现有技术相比,具有如下有益效果:
15.1.本实用新型涉及的3d打印设备共轨式驱动系统将打印梁和铺砂梁横跨于同组第一横梁组件和第二横梁组件上,第一横梁组件和第二横梁组件同步驱动打印梁两端,同时第一横梁组件和第二横梁组件还同步驱动铺砂梁两端,实现铺砂梁和打印梁的共轨式驱动,3d打印设备重量的重量减轻、体积减小,制造成本低。
16.2.本实用新型涉及的3d打印设备共轨式驱动系统在第一横梁的上表面设置数字尺,在第一运动托板的底部设置读数头,读数头用于读取数字尺的数据以获得打印梁和铺砂梁的位置信息并将位置信息发送给3d打印设备的控制器,控制器通过计算当前位置和初始位置的差值获取铺砂梁和打印梁的移动距离,进而判断铺砂梁和打印梁的移动距离是否超过整个打印幅面,可根据打印幅面精准控制铺砂梁和打印梁的行程,减少铺砂梁和打印梁的无效运动,提高打印效率。
附图说明
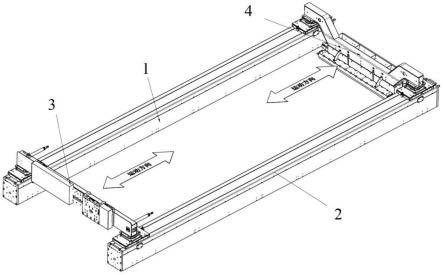
17.图1是本实用新型涉及的3d打印设备共轨式驱动系统的立体图;
18.图2是第一横梁组件的立体图;
19.图3是第一运动托板的内部结构示意图;
20.图4是第二横梁组件的立体图;
21.图5是第二运动托板的内部结构示意图。
22.图示说明:1-第一横梁组件,11-第一横梁,12-第一直线导轨,13-第一运动托板,14-第一直线电机动子,15-第一直线电机定子,16-数字尺,17-读数头,2-第二横梁组件,21-第二横梁,22-第二直线导轨,23-第二运动托板,24-第二直线电机动子,25-第二直线电机定子,3-打印梁,4-铺砂梁。
具体实施方式
23.为进一步了解本实用新型的内容,结合实施例对本实用新型作详细描述,以下实施例用于说明本实用新型,但不用来限制本实用新型的范围。
24.参照附图1所示,本实用新型涉及的一种3d打印设备共轨式驱动系统包括第一横梁组件1、第二横梁组件2、打印梁3和铺砂梁4,第一横梁组件1和第二横梁组件2平行间隔设置,打印梁3横跨于第一横梁组件1和第二横梁组件2之间,铺砂梁4也横跨于第一横梁组件1和第二横梁组件2之间。
25.参照附图1~3所示,所述的第一横梁组件1包括第一横梁11,第一横梁11上设有两根第一直线导轨12和第一直线电机定子15,两条第一直线导轨12平行设置且均通过螺钉固定在第一横梁11的上表面,第一直线电机定子15位于两条第一直线导轨12之间,第一横梁11的上表面还粘贴有数字尺16,数字尺16粘贴于第一直线导轨12的侧方;所述的第一直线导轨12上滑动连接有两个第一运动托板13,两个第一运动托板13的底部均设有与第一直线电机定子15配合的第一直线电机动子14,第一运动托板13的底部设有读数头17,读数头17用于读取数字尺16的数据以获得打印梁3和铺砂梁4的位置信息。
26.参照附图1、4和5所示,所述的第二横梁组件2包括第二横梁21,第二横梁21上设有两条第二直线导轨22和第二直线电机定子25,两条第二直线导轨22平行设置且均通过螺钉固定在第二横梁21的上表面,第二直线电机定子25位于两条第二直线导轨22之间;所述的第二直线导轨22上滑动连接有两个第二运动托板23,两个第二运动托板23的底部均设有与第二直线电机定子25配合的第二直线电机动子24。
27.参照附图1所示,所述的铺砂梁4和打印梁3的长度方向均与第一横梁11的长度方向垂直;打印梁3的两端分别与其中一个第一运动托板13和其中一个第二运动托板23固定,铺砂梁4的两端分别与另一个第一运动托板13和另一个第二运动托板23固定,进而使得第一横梁组件1和第二横梁组件2能够同步驱动打印梁3的两端,也能够同步驱动铺砂梁4的两端。
28.参照附图1~5所示,采用上述3d打印设备共轨式驱动系统的打印梁及铺砂梁共轨式驱动方法包括以下步骤:
29.1)打印开始前,打印梁3位于第一横梁组件1和第二横梁组件2的一端,铺砂梁4位于第一横梁组件1和第二横梁组件2的另一端;
30.2)打印开始时,第一横梁组件1和第二横梁组件2先驱动铺砂梁4向打印梁3的一侧运动并铺设设计厚度的砂,位于铺砂梁4一端的第一直线电机动子14在第一直线电机定子15中滑动,进而使得第一运动托板13沿着第一直线导轨12滑动,位于铺砂梁4另一端的第二直线电机动子24在第二直线电机定子25中滑动,进而使得第二运动托板23沿着第二直线导轨22滑动,保持第一运动托板13和第二运动托板23的滑动速度相同,进而实现第一横梁组件1和第二横梁组件2同步驱动铺砂梁4的两端,直至铺砂梁4移动的距离超过打印幅面为止,砂铺设完成后,第一横梁组件1和第二横梁组件2驱动铺砂梁4返回;
31.铺砂梁4移动的距离超过打印幅面的判断方法是:
32.通过铺砂梁4端部的第一运动托板13内的读数头17读取数字尺16上的数字,进而获取铺砂梁4的位置信息,读数头17将铺砂梁4的位置信息发送给3d打印设备的控制器,控制器通过计算铺砂梁4当前位置和初始位置的差值获取铺砂梁4的移动距离,进而判断铺砂
梁4的移动距离是否超过整个打印幅面。
33.3)在铺砂梁4返回的过程中,第一横梁组件1和第二横梁组件2驱动打印梁3向铺砂梁4一侧移动并喷射树脂进行打印作业,即,位于打印梁3一端的第一直线电机动子14在第一直线电机定子15中滑动,进而使得第一运动托板13沿着第一直线导轨12滑动;位于打印梁3另一端的第二直线电机动子24在第二直线电机定子25中滑动,进而使得第二运动托板23沿着第二直线导轨22滑动,保持第一运动托板13和第二运动托板23的滑动速度相同,进而实现第一横梁组件1和第二横梁组件2同步驱动打印梁3的两端,当打印梁3的移动距离超过整个打印幅面后,第一横梁组件1和第二横梁组件2驱动打印梁3返回;
34.打印梁3移动的距离超过打印幅面的判断方法是:
35.通过打印梁3端部的第一运动托板13内的读数头17读取数字尺16上的数字,进而获取打印梁3的位置信息,读数头17将打印梁3的位置信息发送给3d打印设备的控制器,控制器通过计算打印梁3当前位置和初始位置的差值获取打印梁3的移动距离,进而判断打印梁3的移动距离是否超过整个打印幅面。
36.4)重复步骤2)和3)完成整个模型的打印。
37.以上结合实施例对本实用新型进行了详细说明,但所述内容仅为本实用新型的较佳实施例,不能被认为用于限定本实用新型的实施范围。凡依本实用新型申请范围所作的均等变化与改进等,均应仍属于本实用新型的专利涵盖范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1