绿色除锈装置的制作方法
1.本实用新型涉及镍电解技术领域,特别是涉及一种绿色除锈装置。
背景技术:
2.镍板在电解过程中,导电棒因较高的电流而容易受热,且裸露在酸雾环境下的导电棒也极易出现氧化铜层(铜绿)。因此,在加工过程中,需要对导电棒上的氧化层进行除锈处理。现有的导电棒氧化层去除工艺包括增加滚刷、超声波除锈、开水烫洗、以及激光除锈等方式,但是这些除锈工艺均存在除锈效果不理想或有环境污染等问题。例如,增加滚刷的方式是在导电棒输送辊上增加滚刷,这种方式会导致导电棒氧化层去除不充分,循环利用后必将增加与导电板的接触电阻,造成导电率降低,槽电压升高,电耗增加,电效降低,影响阴极镍的质量。此外,采用这种滚刷方式存在噪声大、灰尘大等问题,且对员工身体健康及产品质量、清洁度等均有影响,另外,机械传动装置裸露又存在极大安全隐患。
3.现有技术提供了一种浸没式磨料水射流除锈装置,包括安全保护箱、高压水供给部、磨料供给部、水循环系统、磨料循环系统、水砂分离箱和至少一对喷头。这种技术虽然能够通过磨料水射流装置对待除锈线材进行除锈。但是,这种技术并不能实现线材的全自动上料、除锈以及下料的过程,此外,这种装置只是采用高压水与砂水两相磨料混合的方式,其除锈效果仍然不够理想。
4.因此,设计一种结构简单、除锈效果好、采用三相磨料混合方式、能对待除锈件自动上下料的绿色除锈装置就很有必要。
技术实现要素:
5.为了克服上述问题,本实用新型提供一种绿色除锈装置,能够自动对待加工件进行上料、除锈以及下料,整个过程实现自动化加工,无需人力参与,并采用高压水、压缩空气与砂水三相磨料除锈的方式,其除锈效果显著。
6.为实现上述的目的,本实用新型采用的技术方案是:
7.一种绿色除锈装置,包括沿同一方向依次设置的进料装置、磨料射流箱、清洗箱、以及出料装置,所述进料装置的一侧设置有上料装置,所述出料装置的一侧设置有下料装置,所述磨料射流箱内设置有若干混合喷头,所述混合喷头分别与高压水输送组件、压缩空气输送组件、以及砂水混合物输送组件连接。
8.进一步的,所述高压水输送组件包括水箱、以及与所述水箱连接的高压水泵,所述高压水泵的输出端与所述混合喷头管道连接;所述压缩空气输送组件包括储气罐、以及与所述储气罐管道连接的空压机,所述空压机与所述混合喷头管道连接,并在二者的连接管路上设置有压缩空气阀。
9.进一步的,所述砂水混合物输送组件包括收砂桶、与所述收砂桶连接的回收组件、以及与所述收砂桶连接的磨料泵,所述磨料泵的输出端与所述混合喷头管道连接。
10.进一步的,所述回收组件包括设置于所述混合喷头下方的回收箱,所述回收箱与
所述收砂桶通过回收管道连接,并与旋流分离器通过分流管道连接;
11.所述旋流分离器的底流端与所述收砂桶管道连接,其溢流端连接至造液车间。
12.进一步的,所述回收管道上设置有第一开关阀,所述分流管道上设置有第二开关阀。
13.进一步的,所述清洗箱内沿加工件的输送方向依次设置有纯水喷头与风干喷头,所述纯水喷头与纯水箱管路连接,所述风干喷头与风干装置管路连接。
14.进一步的,所述进料装置与所述磨料射流箱之间、所述磨料射流箱与所述清洗箱之间、以及所述清洗箱与所述出料装置之间均设置有输送辊。
15.进一步的,所述上料装置包括上料输送道、以及设置于所述上料输送道的靠近所述进料装置一端的翻转机构,所述翻转机构包括翻转电机、以及与所述翻转电机的驱动端连接的翻转轴,所述翻转轴沿加工件的输送方向设置,并在其外周壁上套设有若干翻转杆,所述翻转杆的一端设置有与之垂直设置的竖杆。
16.进一步的,所述进料装置包括沿加工件的输送方向依次设置的若干输送轮、以及驱动一组所述输送轮转动的进料电机,所述输送轮呈腰鼓型结构设置,其两端分别与安装架转动连接,所述翻转杆分别位于相邻两个所述输送轮之间。
17.进一步的,所述出料装置设置为两组,并沿加工件的输送方向依次设置,所述出料装置与所述进料装置的结构相同;所述下料装置设置为两组,并分别垂直设置于两组所述出料装置的一侧,所述下料装置与所述上料装置的结构相同。
18.与现有技术相比,本实用新型的有益效果是:
19.1.本实用新型的绿色除锈装置,通过设置上料装置、进料装置、出料装置、以及下料装置,能够自动对待加工件进行上料、除锈以及下料,整个过程实现自动化加工,无需人力参与,并采用高压水、高压压缩空气与砂水三相磨料除锈的方式,其对导电棒的除锈效果显著,整个除锈过程能耗低、无酸雾、废酸、粉尘等环境污染,且能够将导电棒凹坑内氧化层彻底清除。
20.2.本实用新型的绿色除锈装置,通过设置回收组件,能够将磨料回收至收砂桶内,实现磨料的循环利用,减少了加工成本;此外,回收组件的管路上设置有旋流分离器构成的支路,能够在磨料的砂粒变细或者循环水中ni离子含量达到一定数值后,采用旋流分离器分级,将颗粒大砂粒重新排至收砂桶继续使用,细小的砂粒及水分离至造液车间处理。
附图说明
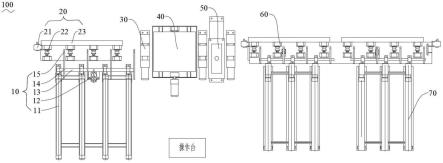
21.图1是本实用新型的绿色除锈装置的结构示意图;
22.图2是本实用新型的绿色除锈装置的射流回收组件的结构示意图;
23.附图中各部件的标记如下:10、上料装置;11、上料输送道;12、翻转电机;13、翻转轴;14、翻转杆;15、竖杆;20、进料装置;21、进料电机;22、输送轮;23、安装架;30、输送辊;40、磨料射流箱;41、混合喷头;42、回收箱;431、水箱;432、高压水泵;441、储气罐;442、空压机;443、压缩空气阀;45、收砂桶;451、第一开关阀;46、旋流分离器;461、第二开关阀;50、清洗箱;60、出料装置;70、下料装置。
具体实施方式
24.为了使本实用新型的目的、技术方案和优点更加清楚,下面结合附图和具体实施例对本实用新型进行详细描述。
25.在此,还需要说明的是,为了避免因不必要的细节而模糊了本实用新型,在附图中仅仅示出了与本实用新型的方案密切相关的结构或处理步骤,而省略了与本实用新型关系不大的其他细节。
26.另外,还需要说明的是,术语“包括”、“包含”或者其任何其他变体意在涵盖非排他性的包含,从而使得包括一系列要素的过程、方法、物品或者设备不仅包括那些要素,而且还包括没有明确列出的其他要素,或者是还包括为这种过程、方法、物品或者设备所固有的要素。
27.实施例
28.如图1至图2所示,一种绿色除锈装置100,包括沿同一方向依次设置的进料装置20、磨料射流箱40、清洗箱50、以及出料装置60。进料装置20的一侧设置有上料装置10,且进料装置20与磨料射流箱40之间设置有输送辊30。上料装置10将待加工件运至进料装置20,并由进料装置20与输送辊30进一步将待加工件运至磨料射流箱40内。磨料射流箱40与清洗箱50之间设置有输送辊30,除锈完成的加工件从磨料射流箱40内经输送辊30运至清洗箱50内进行清洗和喷干。清洗箱50与出料装置60之间均设置有输送辊30,清洗完成后的加工件由输送辊30输送至出料装置60处。出料装置60的一侧设置有下料装置70,由下料装置70将整个除锈工艺完成的加工件依次下料后收集。磨料射流箱40内设置有若干混合喷头41,混合喷头41分别与高压水输送组件、压缩空气输送组件、以及砂水混合物输送组件连接,高压水及高压压缩空气进入混合喷头41内将砂水混合物加速,并将其喷至导电棒上,以清除导电棒表面氧化层。
29.如此设置,通过设置上料装置10、进料装置20、出料装置60、以及下料装置70,能够自动对待加工件进行上料、除锈以及下料,整个过程实现自动化加工,无需人力参与,并采用高压水、高压压缩空气与砂水三相磨料除锈的方式,其对导电棒的除锈效果显著,整个除锈过程能耗低、无酸雾、废酸、粉尘等环境污染,且能够将导电棒凹坑内氧化层彻底清除。
30.如图1所示,在一些实施例中,上料装置10包括上料输送道11、以及设置于上料输送道11的靠近进料装置20一端的翻转机构。上料输送道11用于存放待加工导电棒,翻转机构能够单次将上料输送道11上的一根导电棒翻转运至进料装置20处。翻转机构包括翻转电机12、以及与翻转电机12的驱动端连接的翻转轴13,从而由翻转电机12驱动翻转轴13转动。翻转轴13沿加工件的输送方向设置,并在其外周壁上套设有若干翻转杆14,翻转轴13转动时,其上固定的翻转杆14也随之转动。翻转杆14的一端设置有与之垂直设置的竖杆15,使得翻转杆14与竖杆15构成l型结构,翻转杆14在绕翻转轴13的轴线转动过程中,将上料输送道11最前端的一根导电棒落至翻转杆14与竖杆15之间携带转动,并在转动至经过进料工位时,导电棒会落在进料工位上。
31.进料装置20包括沿加工件的输送方向依次设置的若干输送轮22、以及驱动一组输送轮22转动的进料电机21。输送轮22呈腰鼓型结构设置,其两端分别与安装架23转动连接,输送轮22供导电棒定位放置,并在进料电机21的驱动下转动,从而驱动其上的导电棒前移。翻转杆14分别位于相邻两个输送轮22之间,以保证翻转杆14转动至位于输送轮22下方时,
翻转杆14上携带的导电棒能够刚好落在输送轮22上,完成导电棒的上料动作。
32.如图1至图2所示,在一些实施例中,高压水输送组件包括水箱431、以及与水箱431连接的高压水泵432,高压水泵432的输出端与混合喷头41管道连接,以向混合喷头41输送高压水。压缩空气输送组件包括储气罐441、以及与储气罐441管道连接的空压机442,空压机442与混合喷头41管道连接,并在二者的连接管路上设置有压缩空气阀443。储气罐441的容积为1m3,能够确保空气流量要求,并保证其输出压力大于0.3mpa。空压机442将储气罐441内的气体压缩后输送至混合喷头41内。压缩空气阀443能够控制高压压缩空气的输送通断。
33.砂水混合物输送组件包括收砂桶45、与收砂桶45连接的回收组件、以及与收砂桶45连接的磨料泵,磨料泵的输出端与混合喷头41管道连接。砂水在搅拌装置内混合均匀后运至收砂桶45内存储,并通过磨料泵将收砂桶45内的砂水输送至混合喷头41内。回收组件能够在混合喷头41进行喷射作业时,将喷射出的砂水回收,以便循环利用。
34.如图2所示,在一些实施例中,回收组件包括设置于混合喷头41下方的回收箱42,回收箱42与收砂桶45通过回收管道连接,当喷射在导电棒上的砂水完成除锈工作后会向下落入回收箱42内,并从回收箱42的出料口扬送至收砂桶45内,从而完成砂水的回收工作。特别的,回收箱42还与旋流分离器46通过分流管道连接。旋流分离器46的底流端与收砂桶45管道连接,其溢流端连接至造液车间。旋流分离器46能够将砂水进行分级处理,将颗粒大的砂粒重新排至收砂桶45继续使用,将细小的砂粒及水分离至造液车间处理。
35.特别的,回收管道上设置有第一开关阀451,分流管道上设置有第二开关阀461。通过第一开关阀451与第二开关阀461控制回收管道与分流管道的管路通断。当回收的砂水可以正常使用时,打开第一开关阀451,并关闭第二开关阀461,回收后的砂水直接回收至收砂桶45内。当砂水经过经过1-2月循环使用后,检测到部分砂粒变细不能使用,或循环水中ni离子含量达到一定数值后,关闭第一开关阀451,并打开第二开关阀461,砂水进入旋流分离器46内进行分流处理。
36.如图1所示,在一些实施例中,清洗箱50内沿导电棒的输送方向依次设置有纯水喷头与风干喷头。纯水喷头与纯水箱431管路连接,由纯水喷头冲洗掉导电棒表面及孔内的残留磨料。风干喷头与风干装置管路连接,对清洗完成后的导电棒进行风干处理。
37.如图1所示,在一些实施例中,出料装置60设置为两组,并沿加工件的输送方向依次设置,能够对两组导电棒同时下料,提高下料效率。出料装置60与进料装置20的结构相同,不再赘述。下料装置70设置为两组,并分别垂直设置于两组出料装置60的一侧,下料装置70与上料装置10的结构相同,不再赘述。
38.下面对本技术的工作流程进行说明:
39.s1、待除锈导电棒放至上料输送道11上,通过翻转机构将导电棒依次间隔翻转至输送轮22上;
40.s2、导电棒通过输送轮22与输送辊30输送进磨料射流箱40内;
41.s3、磨料泵开启,将砂水混合物输送至混合喷头41内;
42.s4、高压水泵432与空压机442打开,高压水及高压压缩空气进入混合喷头41将砂水混合物加速后喷至导电棒上;
43.s5、磨料射流除锈完成后的导电棒输送至清洗箱50内,由纯水喷头冲洗掉导电棒
表面及孔内的残留磨料;
44.s6、清洗完成后的导电棒继续经过风干喷头,风干喷头对导电棒进行风干处理;
45.s7、风干完成后的导电棒通过输送辊30运至出料装置60处,并随后经过下料装置70下料后收集存放。
46.在采用具体的实施方式进行试验时:
47.1、以纯高压水单相射流导电棒进行除锈实验,实验后发现,纯高压水射流除锈的效果不太理想,压力升高除锈效果稍有改善,但即使将压力提高到39mpa,速度2m/min的前提下,仍无法将表层导电棒氧化层充分清除。
48.2、以高压水+磨料双相磨料水射流导电棒进行除锈实验,实验后发现,为保证除锈效率,在满足除锈速度10m/min速度条件下,压力达到10mpa基本将氧化层清除干净,压力达到15mpa时,除锈效果较理想。
49.3、以高压水+高压压缩空气+磨料三相磨料射流导电棒进行除锈实验,实验后发现,三相磨料射流除锈在压力0.3mpa、10m/min的运行速度下,既可以保证除锈效果,又可以保证除锈速度。
50.根据上述三组实验可知,以纯高压水单相射流、高压水+磨料双相磨料射流、高压水+高压压缩空气+磨料三相磨料射流三种不同方式的除锈效果来看,在除锈速度10m/min时,同等条件下,三相磨料射流对导电棒除锈效果较好,能耗低。
51.以上所述仅用以说明本实用新型的技术方案,而非对其进行限制;尽管参照前述实施例对本实用新型进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述实施例所记载的技术方案进行修改,或者对其中部分或者全部技术特征进行等同替换;凡是利用本实用新型说明书及附图内容所作的等效结构或等效流程变换,或直接或间接运用在其他相关的技术领域,均同理包括在本实用新型的专利保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1