一种用于后翼子板支架的下模结构的制作方法
1.本实用新型涉及后翼子板支架技术领域,特别是涉及一种用于后翼子板支架的下模结构。
背景技术:
2.汽车的后翼子板支架的中间部分作为支撑横梁,其结构的强度是非常重要的,但是由于支撑横梁位于中部,其排气结构无法在模具内布置,容易造成气缩孔问题,为了解决上述问题,需要设计一种新的下模结构,使得后翼子板支架的生产合格率得以增加,确保产品质量。
技术实现要素:
3.本实用新型所要解决的技术问题是提供一种用于后翼子板支架的下模结构,具有结构简单、改造成本低、提高产品合格率、确保排气顺畅、避免出现气缩孔现象等特点。
4.本实用新型解决其技术问题所采用的技术方案是:提供一种用于后翼子板支架的下模结构,包括下模座、下模芯和分流锥,所述的下模座的上端面中部嵌入安装有下模芯,所述的下模芯中部左右对称设置有支架模腔,所述的两个支架模腔之间设置有若干横杆模腔,所述的横杆模腔的前后侧均设置有排气渣包槽,所述的下模芯的前侧处设置有分流锥,所述的分流锥前侧对称布置有两道朝后延伸的主流道,两道主流道通过若干节点分别与两个横杆模腔的一侧连通,所述的下模座后端内安装有前端插入支架模腔后部的后抽芯。
5.本技术方案中通过设置支架模腔用来确保支架本体成型,同时通过设置若干横杆模腔用来保证产品中部的横杆得以成型,同时为了确保横杆处的质量,在横杆模腔前后侧均设置有排气渣包槽,确保横杆内部不会出现气缩孔,确保产品的质量,同时通过设置两个主流道,确保产品左右两部同步进行铝液填充,提高生产效率的同时,确保积热能够从模具的中部以及后部进行集中排出,进一步增加产品质量。
6.作为对本技术方案的一种补充,所述的后抽芯的右侧设置有排气块安装槽,所述的后抽芯右侧与排气块安装槽之间设置有排气流道。
7.本技术方案中通过设置排气块安装槽用来方便安装排气块,通过设置排气流道,使得位于模腔后部的热气能够集中排出,提高产品质量。
8.作为对本技术方案的一种补充,所述的支架模腔的后端端末处设置有余量槽。
9.本模具进行铝液填充的时候,有时候会出现局部缺失的现象,该现象主要由合模时注入的铝液量不足以及注入时压力不足的问题造成,为了解决该问题,同时避免铝液从排气结构处冲出,在支架模腔的后端布置余量槽,能够有效的收集铝液过多时产生的余量,确保产品成型。
10.作为对本技术方案的一种补充,所述的下模座的四角处设置有锁紧件安装槽。
11.本技术方案中通过设置锁紧件安装槽,方便锁模件安装,使得模具存储时,处于合模状态,避免模具内部出现损伤。
12.作为对本技术方案的一种补充,所述的下模座的后侧对称设置有两根吊环支架,所述的吊环支架后端安装有吊环。
13.通过设置吊环,方便模具进行吊装,同时吊环支架,能够提高吊环的伸出量,确保吊装时,吊绳不会与模具发生干涉。
14.有益效果:本实用新型涉及一种用于后翼子板支架的下模结构,通过设置支架模腔用来确保支架本体成型,同时通过设置若干横杆模腔用来保证产品中部的横杆得以成型,同时为了确保横杆处的质量,在横杆模腔前后侧均设置有排气渣包槽,确保横杆内部不会出现气缩孔,确保产品的质量,同时通过设置两个主流道,确保产品左右两部同步进行铝液填充,提高生产效率的同时,确保积热能够从模具的中部以及后部进行集中排出,进一步增加产品质量,具有结构简单、改造成本低、提高产品合格率、确保排气顺畅、避免出现气缩孔现象等特点。
附图说明
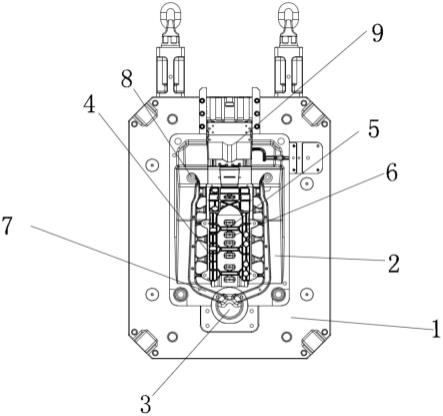
15.图1是本实用新型的俯视图;
16.图2是本实用新型的结构视图。
17.图示:1、下模座,2、下模芯,3、分流锥,4、支架模腔,5、横杆模腔,6、排气渣包槽,7、主流道,8、余量槽,9、后抽芯,10、排气块安装槽,11、锁紧件安装槽,12、吊环支架,13、吊环。
具体实施方式
18.下面结合具体实施例,进一步阐述本实用新型。应理解,这些实施例仅用于说明本实用新型而不用于限制本实用新型的范围。此外应理解,在阅读了本实用新型讲授的内容之后,本领域技术人员可以对本实用新型作各种改动或修改,这些等价形式同样落于本技术所附权利要求书所限定的范围。
19.本实用新型的实施方式涉及一种用于后翼子板支架的下模结构,如图1—2所示,包括下模座1、下模芯2和分流锥3,所述的下模座1的上端面中部嵌入安装有下模芯2,所述的下模芯2中部左右对称设置有支架模腔4,所述的两个支架模腔4之间设置有若干横杆模腔5,所述的横杆模腔5的前后侧均设置有排气渣包槽6,所述的下模芯2的前侧处设置有分流锥3,所述的分流锥3前侧对称布置有两道朝后延伸的主流道7,两道主流道7通过若干节点分别与两个横杆模腔5的一侧连通,所述的下模座1后端内安装有前端插入支架模腔4后部的后抽芯9。
20.本技术方案中通过设置支架模腔4用来确保支架本体成型,同时通过设置若干横杆模腔5用来保证产品中部的横杆得以成型,同时为了确保横杆处的质量,在横杆模腔5前后侧均设置有排气渣包槽6,确保横杆内部不会出现气缩孔,确保产品的质量,同时通过设置两个主流道7,确保产品左右两部同步进行铝液填充,提高生产效率的同时,确保积热能够从模具的中部以及后部进行集中排出,进一步增加产品质量。
21.作为对本技术方案的一种补充,所述的后抽芯9的右侧设置有排气块安装槽10,所述的后抽芯9右侧与排气块安装槽10之间设置有排气流道。
22.本技术方案中通过设置排气块安装槽10用来方便安装排气块,通过设置排气流道,使得位于模腔后部的热气能够集中排出,提高产品质量。
23.作为对本技术方案的一种补充,所述的支架模腔4的后端端末处设置有余量槽8。
24.本模具进行铝液填充的时候,有时候会出现局部缺失的现象,该现象主要由合模时注入的铝液量不足以及注入时压力不足的问题造成,为了解决该问题,同时避免铝液从排气结构处冲出,在支架模腔4的后端布置余量槽8,能够有效的收集铝液过多时产生的余量,确保产品成型。
25.作为对本技术方案的一种补充,所述的下模座1的四角处设置有锁紧件安装槽11。
26.本技术方案中通过设置锁紧件安装槽11,方便锁模件安装,使得模具存储时,处于合模状态,避免模具内部出现损伤。
27.作为对本技术方案的一种补充,所述的下模座1的后侧对称设置有两根吊环支架12,所述的吊环支架12后端安装有吊环13。
28.通过设置吊环13,方便模具进行吊装,同时吊环支架12,能够提高吊环13的伸出量,确保吊装时,吊绳不会与模具发生干涉。
29.实施例
30.本结构进行合模生产的时候,铝液从分流锥3的进口处注入,并通过分流锥3进入到两个主流道7的起始端,之后通过主流道7进入到支架模腔4内,并通过支架模腔4进入到横杆模腔5,产品的热气会从模腔结构的后端内中部上的排气渣包槽6处排出,避免横杆出现气缩孔,确保产品质量。
31.需要注意的是,这里所使用的术语仅是为了描述具体实施方式,而非意图限制根据本技术的示例性实施方式。如在这里所使用的,除非上下文另外明确指出,否则单数形式也意图包括复数形式,此外,还应当理解的是,当在本说明书中使用术语“包含”和/或“包括”时,其指明存在特征、步骤、操作、器件、组件和/或它们的组合。
32.除非另外具体说明,否则在这些实施例中阐述的部件和步骤的相对布置、数字表达式和数值不限制本实用新型的范围。同时,应当明白,为了便于描述,附图中所示出的各个部分的尺寸并不是按照实际的比例关系绘制的。对于相关领域普通技术人员已知的技术、方法和设备可能不作详细讨论,但在适当情况下,所述技术、方法和设备应当被视为授权说明书的一部分。在这里示出和讨论的所有示例中,任何具体值应被解释为仅仅是示例性的,而不是作为限制。因此,示例性实施例的其它示例可以具有不同的值。应注意到:相似的标号和字母在下面的附图中表示类似项,因此,一旦某一项在一个附图中被定义,则在随后的附图中不需要对其进行进一步讨论。
33.在本实用新型的描述中,需要理解的是,方位词如“前、后、上、下、左、右”、“横向、竖向、垂直、水平”和“顶、底”等所指示的方位或位置关系通常是基于附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,在未作相反说明的情况下,这些方位词并不指示和暗示所指的装置或元件必须具有特定的方位或者以特定的方位构造和操作,因此不能理解为对本实用新型保护范围的限制;方位词“内、外”是指相对于各部件本身的轮廓的内外。
34.为了便于描述,在这里可以使用空间相对术语,如“在
……
之上”、“在
……
上方”、“在
……
上表面”、“上面的”等,用来描述如在图中所示的一个器件或特征与其他器件或特征的空间位置关系。应当理解的是,空间相对术语旨在包含除了器件在图中所描述的方位之外的在使用或操作中的不同方位。例如,如果附图中的器件被倒置,则描述为“在其他器
件或构造上方”或“在其他器件或构造之上”的器件之后将被定位为“在其他器件或构造下方”或“在其他器件或构造之下”。因而,示例性术语“在
……
上方”可以包括“在
……
上方”和“在
……
下方”两种方位。该器件也可以其他不同方式定位(旋转90度或处于其他方位),并且对这里所使用的空间相对描述做出相应解释。
35.此外,需要说明的是,使用“第一”、“第二”等词语来限定零部件,仅仅是为了便于对相应零部件进行区别,如没有另行声明,上述词语并没有特殊含义,因此不能理解为对本实用新型保护范围的限制。
36.以上对本技术所提供的一种用于后翼子板支架的下模结构,进行了详细介绍,本文中应用了具体例对本技术的原理及实施方式进行了阐述,以上实施例的说明只是用于帮助理解本技术的方法及其核心思想;同时,对于本领域的一般技术人员,依据本技术的思想,在具体实施方式及应用范围上均会有改变之处,综上所述,本说明书内容不应理解为对本技术的限制。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1