一种气动辅助的丸粒式超声喷丸处理装置的制作方法
1.本发明涉及金属材料超声喷丸处理领域,更加具体地说,涉及一种气动辅助的丸粒式超声喷丸处理装置,适合无法在垂直向上方向处理金属工件的场合。
背景技术:
2.超声喷丸是一种新型的喷丸技术。和普通喷丸相比,超声喷丸采用超声波振动作为喷丸介质能量源,可以使用尺寸更大的喷丸介质,喷丸介质也具有比普通喷丸丸粒大得多的动能,可在金属材料表面产生更大的塑性变形,获得更深的压缩残余应力层。另外超声喷丸装置体积小、能耗低、换能器装置小巧,因此超声喷丸非常适合于工件的局部校形、强化和金属材料纳米化的应用。
3.超声喷丸根据所用介质有针式超声喷丸和丸粒式超声喷丸,针式超声喷丸已经可以实现针对工件进行垂直向下的处理,如中国发明专利申请“全角度柔性针式超声喷丸装置”(申请号为2017107911555,申请日为2017年9月5日,公开日为2019年3月5日)中所示的针式超声喷丸装置。丸粒式的超声喷丸处理工件时,处理方向基本为垂直向上,即在进行超声喷丸处理时,待处理的工件位于超声喷丸装置正上方,工件和超声喷丸换能器工具头之间是喷丸腔室;工作时,超声喷丸丸粒从超声波振动的工具头端面获得动能弹向工件表面,丸粒撞击到工件后,在工件表面产生塑性变形,丸粒在反弹力和自身重力的作用下落回工具头端面,在超声波振动的作用下再次弹向工件表面,如此循环往复,实现超声喷丸的处理过程。
4.但是当工件位于超声喷丸装置下方,未开始工作时丸粒受重力作用就会位于工件表面上。当工具头开始超声波振动时,丸粒如果没有受到垂直向上的外力是无法弹向工具头端面的,进而就会需要吊装工件(即将工作放置在超声喷丸装置的上方),但这一要求无疑给超声喷丸处理带来的额外的要求。中国发明专利“一种电磁辅助超声喷丸的装置及方法”(申请号为2017106762676,申请日为2017年8月9日,公开日为2017年11月10日)采用电磁力的方式将丸粒吸回至工具头端面,适用于这种方式的丸粒只能使用铁磁性材料,无法使用不锈钢、陶瓷、钛合金等材料制造的丸粒,但有些工件在超声喷丸处理时不允许使用铁磁性材料的丸粒,以避免造成工件表层材质的成分污染;另外铁磁性材料的丸粒在剧烈的撞击中容易消磁,致使电磁回吸效果变差。
技术实现要素:
5.本实用新型的目的在于克服现有技术的不足,提供一种气动辅助的丸粒式超声喷丸处理装置,利用压缩气体为动力实现喷丸丸粒的启动,无需考虑铁磁性材料和吊装工件。
6.本实用新型的技术方案通过下述技术方案予以实现。
7.一种气动辅助的丸粒式超声喷丸处理装置,在工件和超声换能器的工具头之间设置腔室,并在腔室中填装丸粒,在腔室的腔壁上设置贯穿气孔或者在腔室和工件之间设置贯穿孔,贯穿孔与提供气体的装置相连。
8.在腔室的腔壁靠近工件的一端开有贯穿气孔。
9.贯穿气孔的进气口在腔室外,出气口在腔室内,出气口孔直径要小于所用丸粒的最小直径,以避免丸粒进入贯穿气孔。
10.在腔室外,贯穿气孔与气动接头相连,气动接头与气泵相连,选择在连接气动接头与气泵的管路上设置电磁气动阀。
11.腔室通过锁扣安装在超声换能器外壳上。
12.提供气体的装置为空压机、压缩气瓶或者压缩气泵。
13.本实用新型的技术方案利用压缩气体将丸粒吹向工具头表面(即启动超声喷丸),超声波振动的工具头端面将丸粒高速弹出,丸粒直接或者弹到腔室内壁后再撞击工件表面,使工件表面产生塑性,同时丸粒受到工件表面的反弹力。在腔室和超声波振幅满足的条件下,反弹力足以使丸粒以一定的速度反弹至工具头端面,且丸粒后续的回弹速度不会衰减至无法弹回工具头端面的程度。压缩气体只在最开始时使用,无需再参与丸粒后续反弹过程。该装置有效地解决了现有丸粒式超声装置的不足,无需考虑铁磁性材料和吊装工件。
附图说明
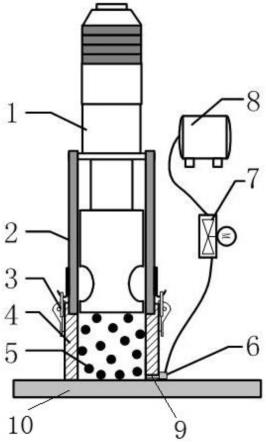
14.图1是本实用新型的一种气动辅助的丸粒式超声喷丸处理装置的结构示意图。
15.其中,1为超声换能器、2为超声换能器外壳、3为锁扣、4为腔室、5为丸粒、6为气动接头、7为电磁气动阀,8为压缩气泵,9为贯穿气孔,10为工件。
具体实施方式
16.以下结合具体实施例对本实用新型的技术方案作进一步详细描述。
17.如附图1所示,本实用新型的气动辅助的丸粒式超声喷丸处理装置,具体来说,包括超声换能器1、超声换能器外壳2、锁扣3、腔室4、丸粒5、气动接头6、电磁气动阀7和压缩气泵8;在图1所示的结构中,位于图1中最下方的为工件10,超声换能器1、超声换能器外壳2为现有的超声喷丸装置,在工件和超声换能器的工具头之间设置腔室4,并在腔室4中填装丸粒5,在腔室4的腔壁上设置贯穿气孔9,在腔室外,贯穿气孔与气动接头6相连,气动接头6与压缩气泵8相连,选择在连接气动接头6与压缩气泵8的管路上设置电磁气动阀7。
18.腔室4通过锁扣3安装在超声换能器外壳2上,通过锁扣3可方便拆卸腔室4。
19.腔室4的腔壁、超声(喷丸)换能器的工具头端面和工件之间形成密闭空间,该密闭空间为丸粒5的工作空间,在腔室4的腔壁靠近工件的一端开有贯穿气孔9或者在腔室4和工件10之间设置贯穿气孔9,这一贯穿气孔的进气口在腔室外,出气口在腔室内,出气口孔直径要小于所用丸粒的最小直径,以避免丸粒进入贯穿气孔。
20.由于避免电磁作用,丸粒5为金属、陶瓷或者工程塑料。对于不允许丸粒5的材质成分渗入表面的工件,使用和工件相同的材料制作丸粒5。腔室4采用具有弹性和韧性的材料,如金属、有机玻璃或者工程塑料,有利于丸粒的反弹。
21.在本实施例中,气动组件包括气动接头6、电磁气动阀7和压缩气泵8。气动接头6装在腔室4气孔进气口上。压力为p的压缩气体从压缩气源依次通过电磁气动阀7和气动接头6进入腔室4内的密闭空间。压缩气体使用空气、二氧化碳或者惰性保护气体(如氮气、氦气或者氩气),电磁气动阀7控制整个气路的开通时间;根据丸粒5的材料和大小,调整气体压力
和/或气路开通时间,以吹动丸粒5弹回超声换能器工具头的端面。
22.针对向下垂直处理工件,使用本实用新型的技术方案进行工作时,先将腔室4放置在工件表面,带贯穿气孔的一端贴住工件;根据处理要求往腔室4内放入丸粒5(直径范围2mm~6mm),再把超声换能器1放在腔室上方,锁上锁扣3,使腔室4固定在超声换能器外壳2上;超声换能器1(选择二分之三波长结构),通过节点(理论上换能器不振动的截面)安装固定在外壳上;开始超声波振动,振幅不小于25μm;电磁气动阀7根据情况开通0.2秒~3秒,气体压力介于0.1mpa~2mpa,在这段时间内,压缩气体通过腔室4底部的气孔对密闭空间内的丸粒5施加一个很大的气流冲击,使部分丸粒弹起并撞到超声换能器工具头表面,然后被弹向工件或腔室的腔壁或其它未弹起的丸粒,最终带动所有的丸粒在工具头表面和工件之间来回持续地撞击,实现垂直向下超声喷丸处理工件。
23.以上对本实用新型做了示例性的描述,应该说明的是,在不脱离本实用新型的核心的情况下,任何简单的变形、修改或者其他本领域技术人员能够不花费创造性劳动的等同替换均落入本实用新型的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1