一种用于磁头除胶的研磨设备的制作方法
1.本实用新型涉及刷卡机磁头技术领域,尤其涉及一种用于磁头除胶的研磨设备。
背景技术:
2.银行办理存取款等业务时,柜台窗口和自助终端所使用的刷卡机具备高质量的磁条读写功能,该刷卡机的易用与稳定,能够大幅提高银行的业务效率。银行卡在实际应用中是使用磁性介质,即磁条,来记录持卡人的有关信息,所以刷卡机的读磁设备终端需要保证其读取磁条信息准确、完整,才能避免给银行、客户造成财产损失与个人信息泄露。
3.为了确保读磁设备的低故障与高准确率,就会对其中磁头的质量有较高的要求。磁头主要是由磁芯与磁头壳组成,目前厂家在生产磁头的过程中,是先将磁芯打入磁头壳内,然后需要向磁头壳内填充环氧树脂胶将磁芯固定封装,环氧树脂胶要从磁头壳前端弧形面的开口处溢出,才能保证磁头壳内的胶是充满的,且固化填充的效果好。而从弧形面开口处溢出的胶一般需要通过研磨去除,否则会严重影响磁头性能。
4.现阶段,市场上常见的研磨机床对于小小的磁头来说是很大型的设备,通常需要将磁头装入专用的工装夹具内,然后再将该工装夹具装到研磨机床上,启动设备进行研磨后,还需要操作设备的控制台调整研磨进给量。研磨完成后,还需要进行相同步骤的拆除,然后再进行下一次的安装。使用该大型设备来加工磁头的话,夹具的拆装操作复杂,耗费工时比较长,作业效率低;设备的操作复杂,需要有经验的专业技术人员,普通工人难以完成;且大型设备的功率大、能耗高,设备的维护费用也高,这些都增加了磁头的生产成本,且不适用于磁头这样的精巧零部件的加工生产,所以,现有的除胶设备亟需改进。
技术实现要素:
5.为了解决上述问题,本实用新型提供了一种用于磁头除胶的研磨设备,其结构简单易操作,且不需要反复的拆装磁头及夹具,生产效率高。
6.本实用新型采用的技术方案是:一种用于磁头除胶的研磨设备,包括工作台和安装于工作台上夹持磁头的限位机构、打磨磁头溢出胶的研磨机构,所述研磨机构包括砂轮,所述砂轮位于限位机构的上方,所述工作台上还安装有调节所述限位机构高度的升降机构,所述限位机构固定安装于升降机构的升降活动端。
7.作为对上述技术方案的进一步限定,所述限位机构包括顶面开设有u型槽的长型限位导轨和于u型槽两侧、分别固定于限位导轨顶面上的限位板,两个限位板之间的距离小于u型槽的宽度尺寸,u型槽的宽度与所述磁头的宽度尺寸相匹配,磁头可以依次排列放置于u型槽内,磁头上带有溢出胶的弧形面朝上,并沿限位导轨的长度方向向磁头施加推力,将磁头向砂轮下方推送,此时,旋转的砂轮即可对磁头上的溢出胶进行打磨,所述限位导轨的长度方向垂直于砂轮的旋转平面。
8.在本方案中,限位板的安装位置靠近限位导轨位于砂轮下的一端,这样,限位导轨的另一端,会更加便于将磁头放入u型槽内,为了避免限位板影响砂轮对溢出胶的研磨,限
位板的顶面高度要低于磁头研磨完成后的顶点高度。
9.作为对上述技术方案的进一步限定,所述升降机构包括与所述工作台固定连接的升降滑架,所述升降滑架呈竖向设置,升降滑架顶端固定有固定板,所述固定板中间穿设有竖向设置的丝杆,丝杆与固定板转动连接,位于固定板上方的丝杆顶端固定连接有手轮,位于固定板下方的丝杆下端设置有外螺纹,且于丝杆的外螺纹处螺纹连接有水平设置的升降平台,所述升降平台与升降滑架在竖直方向上滑动连接,所述限位导轨固定安装在升降平台上,限位导轨可以随升降平台在竖直方向上移动,通过手轮旋转丝杆即可调节升降平台及限位导轨的升降高度。
10.作为对上述技术方案的进一步限定,所述升降滑架上设有刻度尺寸,可以直接对升降平台及限位导轨的升降高度进行准确调节。
11.作为对上述技术方案的进一步限定,所述研磨机构还包括与工作台固定连接的电机,所述砂轮与电机的输出轴同轴固定连接,所述砂轮的外周套设有防护罩,防护罩与所述电机固定连接,防护罩的下端开设有第一落料出口。
12.作为对上述技术方案的进一步限定,所述工作台下方固定连接有支架,所述工作台、于所述砂轮下方的位置开设置有第二落料出口,所述第一落料出口与第二落料出口相通,第一落料出口与第二落料出口的下方还设置有承接下落物料的接收盒,接收盒与所述支架固定连接。
13.作为对上述技术方案的进一步限定,所述工作台上还安装有除尘器,所述防护罩的一侧开设有连通所述除尘器的管道接口,并与除尘器通过管道相连,所述防护罩还可拆卸式连接有位于砂轮端面外侧的盖板。
14.采用上述技术,本实用新型的优点在于:通过设置限位导轨的u型槽来定位磁头,磁头可以沿u型槽滑动,向砂轮下方的研磨加工位置进给,磁头的滑动方向与研磨过程中砂轮对于磁头的施力方向垂直,所以在研磨过程中,是u型槽的侧壁对磁头起到定位作用,而u型槽的宽度与磁头尺寸相同,能够保证磁头在u型槽内是不会倾斜、晃动的,再配设设置限位板,能进一步起到对磁头的限位作用,保证磁头的磨削精度。
15.本实用新型还通过设置升降机构来调节限位导轨的升降,用于在研磨过程中,调节磁头向砂轮方向磨削量的进给,更便于将磁头上的溢出胶研磨去除;本实用新型的研磨设备,不需要对磁头及其夹具进行反复拆装,依次排列放置于u型槽内,滑动进给即可,提升了磁头除胶的生产效率;其结构简单,制造成本低,且该研磨设备便于操作,对操作研磨设备的工作人员技术要求不高;该研磨设备能耗底,检修及更换砂轮等设备维护费用也低,降低了企业的生产成本。
附图说明
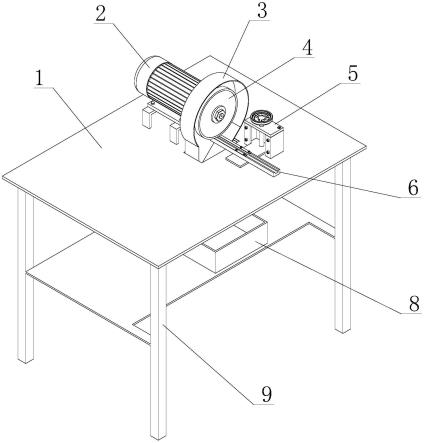
16.图1为本实用新型研磨设备的实施例1的整体结构图;
17.图2为本实用新型中限位机构与升降机构的连接结构图;
18.图3为本实用新型中磁头在限位机构中的安装结构图;
19.图4为本实用新型研磨设备的实施例2的整体结构图;
20.图中:1-工作台;2-电机;3-防护罩;4-砂轮;5-升降机构;501-手轮;502-固定板;503-升降滑架;504-丝杆;505-升降平台;6-限位导轨;7-限位板;8-接收盒;9-支架;10-盖
板;11-除尘器;12-磁头;13-溢出胶。
具体实施方式
21.下面结合附图及具体实施例对本实用新型作进一步的详细说明。
22.实施例1,如图1-3所示,该用于磁头除胶的研磨设备,包括工作台1和安装于工作台1上夹持磁头的限位机构、打磨磁头溢出胶13的研磨机构,工作台1上还安装有调节限位机构高度的升降机构5,限位机构固定安装于升降机构5的升降活动端。
23.其中的限位机构包括顶面开设有u型槽的长型限位导轨6和于u型槽两侧、分别固定于限位导轨6顶面上的限位板7,两个限位板7之间的距离略小于u型槽的宽度尺寸,u型槽的宽度与所需加工的磁头12的宽度尺寸相匹配。限位板7能在顶部覆盖一小部分u型槽的开口。限位板7安装位置靠近限位导轨6的一端,限位导轨的另一端,更加便于将磁头12以依次排列的状态放入u型槽内,磁头12上带有溢出胶13的弧形面是朝上的,由于磁头弧形面与u型槽抵接的位置,是弧形面两端最低的位置,所以限位板7的底面与弧形面两端较低的位置抵接,用于防止磁头12在研磨过程中受力偏转,进一步保证研磨尺寸的准确,且为了避免妨碍研磨机构对溢出胶的研磨,限位板7的顶面高度还要低于磁头研磨完成后的顶点高度。
24.在本实施例中,磁头12与u型槽的滑动配合间隙在0.2-0.3mm之间为最佳,在此范围内,即可保证磁头12能够沿u型槽顺利滑动,且能保证磁头12最终的研磨精度。这是经过实际加工生产验证的间隙范围。
25.其中的升降机构5包括与工作台1固定连接的升降滑架503,升降滑架503呈竖向设置,且沿其竖直方向设有刻度尺寸,升降滑架503顶端固定有固定板502,固定板502中间穿设有竖向设置的丝杆504,丝杆504与固定板502转动连接,位于固定板502上方的丝杆504顶端固定连接有手轮501,设置手轮501更加便于转动丝杆,位于固定板502下方的丝杆504下端设置有外螺纹,且于丝杆的外螺纹处螺纹连接有水平设置的升降平台505,升降平台505与升降滑架503在竖直方向上滑动连接,限位导轨6固定安装在升降平台505上。限位导轨可以随升降平台在竖直方向上移动,通过手轮旋转丝杆即可调节升降平台及限位导轨的升降高度,并可以参照刻度尺寸,直接对升降平台及限位导轨的升降高度进行准确调节。
26.其中的研磨机构包括砂轮4和固定安装于工作台1上的电机2,砂轮4与电机2的输出轴同轴固定连接,砂轮4位于限位机构的上方,且限位导轨6的长度方向垂直于砂轮4的旋转平面,限位导轨6安装有限位板7的一端位于砂轮下。砂轮4的外周套设有防护罩3,用于防止研磨产生的粉尘、碎屑飞溅的范围过大,伤及工作人员。防护罩3与电机2固定连接,防护罩3的下端开设有第一落料出口,通过砂轮4研磨完成后的磁头12,被推出限位导轨的u型槽外,直接掉落,掉落过程中通过第一落料出口。
27.工作台1下方固定连接有支架9,工作台1、于砂轮4下方的位置开设置有第二落料出口,第一落料出口与第二落料出口相通,掉落的磁头12,同时也会通过第二落料出口。第一落料出口与第二落料出口的下方还设置有承接下落物料的接收盒8,接收盒8与支架9固定连接,接收盒8用于接收研磨完成后掉落下来的磁头12,便于统一收集磁头12并将其转运至磁头的下一加工工序。
28.实施例2,如图4所示,该用于磁头除胶的研磨设备,包括实施例1中的所有结构,还包括固定安装于工作台1上的除尘器11。
29.设置于砂轮4外周的防护罩3,还可拆卸式连接有位于砂轮4端面外侧的盖板10,盖板10还能进一步将粉尘、碎屑控制在一定范围内,不容易外溢,不仅保护了工作人员,也尽量降低了对周围工作环境造成的污染。防护罩3的一侧开设有连通除尘器11的管道接口,并与除尘器11通过管道相连。除尘器11能够将研磨产生的粉尘、碎屑从空气中分离,并收集处理,减少了研磨加工对生产环境的污染,降低了生产车间的清理难度,减少工作环境空气中的粉尘含量,进一步保护了工作人员的健康。
30.用于磁头除胶的研磨设备的使用步骤:
31.第一步,通过旋转手轮501将限位导轨6下降至最低位置,将若干带有溢出胶13的磁头12依次排列放置在u型槽内,并将磁头沿u型槽推送至砂轮4下方的位置;
32.第二步,启动电机2使砂轮4旋转,再通过旋拧手轮501将限位导轨6及磁头12缓慢向上提升,直至某一刻度,记住该刻度数值,然后将研磨后的磁头12从u型槽内推出;
33.第三步,测量第二步骤中研磨完成的磁头12,并计算该测量尺寸与磁头12研磨后的标准尺寸之间的偏差,如果偏差量大于磁头允许的偏差范围,则表示第二步骤中限位导轨6上升所到达的刻度数值是需要调整的,根据偏差量与第二步骤中的刻度数值,来计算准确的上升刻度,并标记该刻度;
34.第四步,重复第一步骤,取其它的若干磁头12放置于u型槽内,然后将限位导轨6提升至标记刻度后,即可将磁头12研磨至准确尺寸;
35.另外,在研磨过程中考虑砂轮的磨损,需要根据砂轮的磨损程度,定时调整标记刻度,以进一步保证同批次研磨生产的大量磁头都能尺寸合格。
36.以上所述仅为本实用新型较佳实施方式,但本实用新型的保护范围并不局限于此,任何熟悉本领域的技术人员在本实用新型揭露的技术范围内,根据本实用新型的技术构思加以等同替换或改变所得的技术方案,都应涵盖于本实用新型的保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1