一种玻璃手机前盖减薄工艺的制作方法
1.本发明涉及玻璃手机前盖制领域,具体涉及一种玻璃手机前盖减薄工艺。
背景技术:
2.目前,现有的手机前盖使用的材质一般玻璃、陶瓷、金属和塑料。但是,随着无线充电和4g、5g材料的兴起,金属会屏蔽电磁波导致无法进行无线充电和4g、5g信号传输,逐步被淘汰。陶瓷和玻璃比重较大,但是,陶瓷易碎,而常规的平面玻璃也越来越不能满足人们的需要。因为随着手机曲面玻璃越来越普遍,比如摄像头功能的增强,手机前盖出现了局部凸台,继续相应的前盖来满足高清晰图像和激光雷达扫描仪的需求。
3.但是,现有带有传统手机前盖减薄工艺,大都为cnc雕刻成型,通过cnc 将整块玻璃通过外形去料、抛光、强化等工艺后而得到手机前盖,cnc技术加工时间长、制造效率低,并且加工出来的平整度远远不及平磨平整度。且cnc 加工局部凸台时,新产生的平面会产生大量的微裂纹、划伤,降低玻璃的强度,在靠近凸台附近特别是拐角区域,因为需要很多刀轮痕迹拼接而成,因此会很多刀轮痕迹。不仅如此,在cnc加工局部凸台时,需要进行非平面的抛光,不仅抛光效率低,而且凹面的区域很难抛光,玻璃良率和强度会下降,因为使用非平面的抛光,其平整性和厚度均匀性远远不及平磨工艺。而且,玻璃手机前盖边缘、摄像头部位没有保护措施,容易在安装过程中损伤摄像头和前盖板。同时,手机前盖的四角没有保护措施,在安装的过程中容易出现损伤,手机前盖和边框分开设置,不利于手机组装,且组装后有缝隙。
4.同时,随着消费电子行业快速发展,智能可穿戴电子逐渐普及。创新的柔性触摸屏解决方案能够实现穿戴电子的完美体验,并且日趋成熟。目前各大手机运营商争相发布了折叠屏手机,目前主流的硬质厚盖板玻璃手机前盖(厚度为0.1mm-1.0mm)无法进行弯折,已经不适用折叠屏手机,只有0.005mm-0.100 mm厚度的玻璃手机前盖才能满足满足折叠屏的要求。而现有的成熟的玻璃手机前盖成型工艺仅可以得到0.05mm-2.0mm厚度,而要达到折叠屏手机的需求,需要使用减薄工艺将厚度降低到0.005mm-0.100mm。
5.当玻璃手机前盖较厚时,玻璃手机前盖的刚性和强度(0.05mm-2.0mm厚度) 都很好,但是,当玻璃手机前盖逐渐减薄时,玻璃手机前盖的刚性和强度都会急剧下降,导致玻璃手机前盖在减薄过程中会出现以下问题:(1)玻璃手机前盖清洗时,因为玻璃手机前盖的强度降低,当进行包括但不限于水洗、气泡、风吹等工艺时,制程中冲击力大于玻璃手机前盖强度时,玻璃手机前盖很容易破裂。当冲击力过小时,玻璃手机前盖表面清洗不干净,该异物会导致在减薄制程中引起玻璃手机前盖表面缺陷,从而引起玻璃手机前盖强度、外观、显示屏模块异常等不良。(2)玻璃手机前盖减薄时,在支架接触位置玻璃手机前盖的自重引起玻璃手机前盖的应力超过玻璃手机前盖强度时玻璃手机前盖很容易破裂。虽然通过提高玻璃手机前盖与支架的接触面积可以解决,但是在减薄过程中增加了玻璃手机前盖与支架的接触面积会放大玻璃手机前盖接触部位的架子印,引起外观不良。(3)玻璃手机前盖减薄时,需要使用鼓泡或者超声等辅助方式,鼓泡或者超声都会加剧玻璃手机前盖表面微裂纹
的扩展,玻璃手机前盖越来越薄,微裂纹很容易扩展到整个玻璃手机前盖的厚度,薄玻璃手机前盖就很容易破裂。(4)玻璃手机前盖刚性降低,大片玻璃手机前盖取放时玻璃手机前盖由于自重会在接触玻璃手机前盖的位置会急剧变形,当变形量超过玻璃手机前盖的允许范围时玻璃手机前盖就会破裂。
技术实现要素:
6.本发明提供一种玻璃手机前盖减薄工艺,解决上述玻璃手机前盖在制作过程中的一系列问题。
7.为解决上述技术问题,本发明的技术方案是:一种玻璃手机前盖减薄工艺,包括玻璃手机前盖,所述玻璃手机前盖为一体成型的玻璃手机前盖和边框,所述边框为弧形边框,在所述边框上设有开关键、扬声器音量调节键和扬声器孔位,在所述玻璃手机前盖上设有用于安装摄像头的孔位,在所述孔位的上面设有用于保护摄像头的保护盖,所述保护盖和所述孔位无缝固定连接或一体成型,在所述玻璃手机前盖的前端设有音量听筒孔位,在所述玻璃手机前盖的中间设有用于安装显示屏的显示区域位,在所述玻璃手机前盖的后端设有机械或者触摸感应的按键位,在所述玻璃手机前盖的四角和四边设有固定连接的加固筋,所述加固筋和玻璃手机前盖无缝固定连接或一体成型,所述玻璃手机前盖包括两层或者多层平面玻璃,两层或者多层所述平面玻璃通过键合工艺贴合在一起,在所述平面玻璃上设有保护层,根据实际需求,将所述玻璃手机前盖减薄至需求厚度,所述玻璃手机前盖减薄工艺包括如下步骤:
8.第一步:适当减薄玻璃手机前盖,依据玻璃手机前盖自身的材料特性,使用相关玻璃手机前盖减薄方法,将厚度为0.05mm-2.0mm的玻璃手机前盖减薄到厚度为0.030mm-0.3mm;
9.第二步:强化处理,使用相关玻璃手机前盖强化工艺,将经过第一步处理后的玻璃手机前盖进行强化处理;
10.第三步:再次减薄玻璃手机前盖,再次依据玻璃手机前盖自身的材料特性,将经过第二步处理后的玻璃手机前盖进行减薄;
11.第四步:减薄至需要厚度,循环第二步和第三步,直到将玻璃手机前盖厚度减薄至0.005mm-0.100mm,最后一步停留在第二步强化处理或第三步再次减薄玻璃手机前盖。
12.优选的,所述第二步强化处理中,使用相关玻璃手机前盖强化工艺为低温化学强化、高温化学强化、高温物理强化、边缘物理抛光强化、边缘化学抛光强化、边缘涂胶强化或玻璃手机前盖表面抛光强化其中的一种或多种组合。
13.优选的,所述第一步适当减薄玻璃手机前盖中,使用相关玻璃手机前盖减薄方法为氟减薄方法、碱减薄方法、激光减薄方法、喷砂减薄方法或机械研磨方法其中的一种或多种组合。
14.优选的,所述第一步适当减薄玻璃手机前盖中,将厚度为0.05mm-2.0mm 的玻璃手机前盖减薄到厚度为0.030mm-0.3mm的过程中,将良率作为玻璃手机前盖减薄至0.030mm-0.3mm范围的指标。
15.优选的,所述碱减薄方法中使用含有碱性金属或者碱土金属阳离子的一种或多种组合,以及氢氧根阴离子的减薄剂。
16.优选的,所述碱性金属或者碱土金属阳离子和所述氢氧根阴离子通过碱金属或者碱土金属氢氧化物或者碱性化合物的一种或多种组合,或者碱性化合物与碱金属或者碱土金属离子化合物的混合物,通过相关溶剂混合后解离获得。
17.优选的,所述碱性金属或者碱土金属阳离子包括k+、na+、li+、cs+、ba2+、 sr2+、ca2+、mg2+、be2+、zn2+其中的一种或多种组合。
18.优选的,所述的玻璃手机前盖减薄工艺可以应用于玻璃手机前盖减薄或者相关玻璃手机前盖制品减薄过程中。
19.优选的,通过所述的玻璃手机前盖减薄工艺制备的玻璃手机前盖的平整度小于等于1um,厚度波动性小于等于2um;设置在所述玻璃手机前盖的四角的所述加固筋为矩形,设置在所述玻璃手机前盖四边的所述加固筋整体为“井”字形,所述加固筋材质为透明塑料或者为玻璃。
20.优选的,所述保护盖设有与所述玻璃手机前盖成垂直设置的直立边或者成坡面边。
21.优选的,所述保护盖材质为透明塑料或者为玻璃;所述保护盖设有与所述玻璃手机前盖成45
°
夹角的坡面边。
22.本发明实现的有益效果:(1)传统工艺采用cnc加工局部凸台时长较长,本发明使用键合工艺,仅需要将两个或多个平面玻璃的外形加工即可,大幅缩短了时间,提升了效率。(2)传统工艺采用cnc加工局部凸台时,玻璃的强度会降低20-50%。而本发明使用键合工艺,仅需要加工两个平面玻璃的外形,不需要进行面的加工,玻璃强度不会降低。(3)传统cnc加工局部凸台时,靠近凸台附近特别是拐角区域,因为需要很多刀轮痕迹拼接而成,因此会很多刀轮痕迹,产生率几乎100%。而本发明使用键合工艺,仅需要加工两个平面玻璃的外形,不需要进行面的加工,贴合会进行键合,产品不会出现刀轮痕迹。 (4)传统cnc加工局部凸台后,需要进行非平面的抛光,不仅抛光效率低,而且凹面的区域很难抛光,玻璃良率仅70%,强度会下降20-30%。而本发明使用键合工艺,玻璃外观良率可以达到90%以上,强度不会下降。(5)传统工艺使用非平面的抛光,玻璃的平整度仅100um,厚度波动性相差200um。而本发明使用键合工艺,玻璃的平整度可以降低到1um以下,厚度波动性可降低到2um 以下。(6)传统工艺cnc加工局部凸台,需要去掉厚玻璃大概一半的部分,即会产生一倍玻璃产品的玻璃渣,而本发明的键合工艺在cnc加工外形产生不到1%的玻璃渣。(7)传统工艺cnc加工局部凸台加工时间长是键合工艺的4-11 倍,即同样的产量cnc加工局部凸台需要的cnc机台是键合工艺的4-11倍,本发明可以大幅提高效率。(8)本发明的玻璃手机前盖增加了加固筋,相对传统的手机设计没有保护措施,可以更加保护玻璃手机前盖在安装过程中不会损害玻璃手机前盖,同时,加固筋可以和玻璃手机前盖一体成型,在制作工艺上大大节省了流程。(9)本发明的玻璃手机前盖减薄工艺,在玻璃手机前盖进行强化处理后,玻璃手机前盖的强度提高,当再进行水洗、风吹等玻璃手机前盖清洗工艺时,玻璃手机前盖能够承受较大的制程冲击力,因此能够极大改善减薄玻璃手机前盖的洁净度。相对传统的工艺,本发明的玻璃手机前盖减薄工艺,可以将玻璃手机前盖的脏污不良率从之前的60%-80%降低到0%-20%,减薄后玻璃手机前盖的表面缺陷从80%-95%降低到10%-30%,玻璃手机前盖强度提升了10-30%,良率提升了30%-50%。(10)本发明的玻璃手机前盖减薄工艺,因玻璃手机前盖强化处理后,同样自重条件下玻璃手机前盖可以承受更高的应力,玻
璃手机前盖与支架的接触面积可以更小,因此架子印不良降低了20%-40%。 (11)本发明的玻璃手机前盖减薄工艺,在玻璃手机前盖强化处理后对薄玻璃手机前盖表面或者边缘的微裂纹扩展进行极大的抑制作用,因此减薄时可以适当提高鼓泡或者超声波强度,玻璃手机前盖的厚度均匀性从10%-30%改善到 2%-10%。(12)本发明的玻璃手机前盖减薄工艺,在玻璃手机前盖进行强化处理后,玻璃手机前盖取放时可以承受更大的变形量,玻璃手机前盖的破片率可以从15%-35%降低到5%-15%。(13)本发明的玻璃手机前盖减薄工艺,可以应用于玻璃手机前盖减薄或者相关玻璃手机前盖制品减薄过程中。(14)本发明的玻璃手机前盖增加了用于摄像头保护的保护盖,相对传统的手机设计仅仅设计一个孔位,没有保护措施,可以更加保护摄像头,同时,保护盖可以和玻璃手机前盖一体成型,在制作工艺上大大节省了流程。(15)本发明的玻璃手机前盖保护盖设有垂直的直立边或者成坡面边,可以很好的保护摄像头不被破坏,也可以防止保护盖被破坏。
附图说明
23.图1为本发明玻璃手机前盖减薄工艺制作后的玻璃手机前盖用在手机上的爆炸示意图。
24.图2为本发明玻璃手机前盖减薄工艺制作后的玻璃手机前盖的剖面图。
25.图3为本发明玻璃手机前盖的保护盖设有直立边的立体图。
26.图4为本发明玻璃手机前盖的保护盖设有坡面边的立体图。
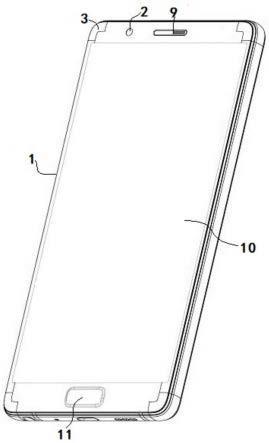
27.图5为本发明玻璃手机前盖和边框一起的立体图。
28.图中的数字或字母代表的相应部件的名称或流程名称:1.玻璃手机前盖;2. 孔位;3.加固筋;4.平面玻璃;5.保护层;6.保护盖;7.直立边;8.坡面边;9.音量听筒孔位;10.显示区域位;11.按键位;12.边框;13.开关键;14.扬声器音量调节键;15.扬声器孔位。
29.附图仅用于示例性说明,不能理解为对本专利的限制;为了更好说明本实施例,附图某些部件会有省略、放大或缩小,并不代表实际产品的尺寸;对于本领域技术人员来说,附图中某些公知结构及其说明可能省略是可以理解的;相同或相似的标号对应相同或相似的部件;附图中描述位置关系的用语仅用于示例性说明,不能理解为对本专利的限制。
具体实施方式
30.为了便于本领域技术人员理解,下面将结合实施例对本发明进行进一步详细描述。具体如下:
31.具体实施方式一
32.如图所示,玻璃手机前盖为一体成型的玻璃手机前盖1和边框12,边框12 为弧形边框,在边框12上设有开关键13、扬声器音量调节键14和扬声器孔位 15,在玻璃手机前盖1上设有用于安装摄像头的孔位2,在孔位2的上面设有用于保护摄像头的保护盖6,保护盖6和孔位2无缝固定连接或一体成型,在玻璃手机前盖1的前端设有音量听筒孔位9,在玻璃手机前盖1的中间设有用于安装显示屏的显示区域位10,在玻璃手机前盖1的后端设有机械或者触摸感应的按键位11,保护盖6设有与玻璃手机前盖6成垂直设置的直立边7或者成坡面边 8。保护盖6材质为透明塑料或者为玻璃;本实施例中保护盖和孔位无缝固定连接,保护盖设有与玻璃手机前盖成垂直设置的直立边,如图所示,本实施例中保护盖材质为透明塑
料。
33.在玻璃手机前盖1的四角和四边设有固定连接的加固筋3,加固筋3和玻璃手机前盖1无缝固定连接或一体成型,设置在玻璃手机前盖1的四角的加固筋3 为矩形,设置在玻璃手机前盖1四边的加固筋3整体为“井”字形。加固筋3 材质为透明塑料或者为玻璃。本实施例中加固筋3和玻璃手机前盖1无缝固定连接,且本实施例中玻璃手机前盖1的四角的加固筋3为矩形,玻璃手机前盖1 四边的加固筋3整体为“井”字形,如图所示。同时,本实施例中加固筋3材质为透明塑料。
34.具体的,玻璃手机前盖1包括两层或者多层平面玻璃4,在平面玻璃4上设有保护层5,保护层5为通过丝印工艺形成的丝印保护层,或者保护层5为通过贴膜工艺形成的贴膜保护层。两层或者多层平面玻璃4通过键合工艺贴合在一起。本实施例中通过丝印工艺形成的丝印保护层,采用两层平面玻璃4,通过高温键合工艺将两层平面玻璃合成到一起形成一体的玻璃手机前盖1。
35.具体的,玻璃手机前盖1的平整度小于等于1um,厚度波动性小于等于2um。本实施例中玻璃手机前盖1的平整度为1um,厚度波动性为2um。
36.具体实施方式二
37.具体实施方式二和具体实施方式一的主要区别是:
38.(1)本实施例中加固筋3和玻璃手机前盖1一体成型。
39.(2)玻璃手机前盖1包括两层或者多层平面玻璃4,在平面玻璃4上设有保护层5,保护层5为通过丝印工艺形成的丝印保护层,或者保护层5为通过贴膜工艺形成的贴膜保护层。两层或者多层平面玻璃4通过键合工艺贴合在一起。本实施例中通过通过贴膜工艺形成的贴膜保护层,采用三层平面玻璃4,通过高温键合工艺将三层平面玻璃合成到一起形成一体的玻璃手机前盖1。
40.(3)玻璃手机前盖1的平整度小于等于1um,厚度波动性小于等于2um。本实施例中玻璃手机前盖1的平整度为0.5um,厚度波动性为1um。
41.(4)本实施例中保护盖和孔位无缝固定连接,但是,保护盖设有与玻璃手机前盖6成45
°
夹角的坡面边,如图所示。当然可以是其他弧度的坡面边,不局限于45
°
。
42.具体实施方式三
43.具体实施方式三和具体实施方式一的主要区别是:
44.(1)本实施例中加固筋3和玻璃手机前盖1一体成型。
45.(2)玻璃手机前盖1包括两层或者多层平面玻璃4,在平面玻璃4上设有保护层5,保护层5为通过丝印工艺形成的丝印保护层,或者保护层5为通过贴膜工艺形成的贴膜保护层。两层或者多层平面玻璃4通过键合工艺贴合在一起。本实施例中通过通过贴膜工艺形成的贴膜保护层,采用四层平面玻璃4,通过高温键合工艺将四层平面玻璃合成到一起形成一体的玻璃手机前盖1。
46.(3)玻璃手机前盖1的平整度小于等于1um,厚度波动性小于等于2um。本实施例中玻璃手机前盖1的平整度为0.3um,厚度波动性为0.8um。
47.(4)本实施例中保护盖和孔位无缝固定连接,但是,保护盖设有与玻璃手机前盖6成60
°
夹角的坡面边。当然可以是其他弧度的坡面边,不局限于60
°
。
48.具体实施方式四
49.具体实施方式一、二、三中,玻璃手机前盖减薄工艺,包括如下步骤:
50.第一步:适当减薄玻璃手机前盖,依据玻璃手机前盖自身的材料特性,使用相关玻璃手机前盖减薄方法,将厚度为0.05mm-2.0mm的玻璃手机前盖减薄到厚度为0.030mm-0.3mm。使用相关玻璃手机前盖减薄方法为氟减薄方法、碱减薄方法、激光减薄方法、喷砂减薄方法或机械研磨方法其中的一种或多种组合,当然也不局限于列举的减薄方法,其他方案也可以。将厚度为0.05mm-2.0mm 的玻璃手机前盖减薄到厚度为0.030mm-0.3mm的过程中,将良率作为玻璃手机前盖减薄至0.030mm-0.3mm范围的指标,当然也可以依据玻璃手机前盖本身的特性,将其他因素作为玻璃手机前盖减薄厚度范围的指标。碱减薄方法中使用含有碱性金属或者碱土金属阳离子的一种或多种组合,以及氢氧根阴离子的减薄剂。碱性金属或者碱土金属阳离子和氢氧根阴离子通过碱金属或者碱土金属氢氧化物或者碱性化合物的一种或多种组合,或者碱性化合物与碱金属或者碱土金属离子化合物的混合物,通过相关溶剂混合后解离获得。碱性金属或者碱土金属阳离子包括k+、na+、li+、cs+、ba2+、sr2+、ca2+、mg2+、be2+、 zn2+其中的一种或多种组合。本实施例中将良率作为玻璃手机前盖减薄至 0.030mm-0.3mm范围的指标,具体减薄至0.030mm,并使用碱减薄方法,具体为使用氢氧化钠碱溶液进行减薄。
51.第二步:强化处理,使用相关玻璃手机前盖强化工艺,将经过第一步处理后的玻璃手机前盖进行强化处理;使用相关玻璃手机前盖强化工艺为低温化学强化、高温化学强化、高温物理强化、边缘物理抛光强化、边缘化学抛光强化、边缘涂胶强化或玻璃手机前盖表面抛光强化其中的一种或多种组合。本实施中采用了边缘化学抛光强化,具体为使用含氟的酸液或者碱液钝化或者移除玻璃手机前盖边缘的微裂纹,从而实现化学抛光强化,含氟的酸液可以是含氟的盐与酸的混合液,含氟的盐包括但不限于nh4hf2、nh4f、naf、lif、kf、csf 等,酸包括但不限于盐酸、硫酸、磷酸、硝酸、柠檬酸、醋酸等。
52.第三步:再次减薄玻璃手机前盖,再次依据玻璃手机前盖自身的材料特性,将经过第二步处理后的玻璃手机前盖进行减薄;
53.第四步:减薄至需要厚度,循环第二步和第三步,直到将玻璃手机前盖厚度减薄至0.005mm-0.100mm,最后一步停留在强化处理或再次减薄玻璃手机前盖。本实例中将玻璃手机前盖最终减薄至0.005mm,循环第二步和第三步经历了8次,最后一步停留在减薄玻璃手机前盖。
54.具体实施方式五
55.具体实施方式五和具体实施方式四设置条件基本一致,主要区别在于:第一步本实施例中将良率作为玻璃手机前盖减薄至0.030mm-0.3mm范围的指标,具体减薄至0.3mm,并使用氟减薄方法,具体为使用氢氟酸溶液进行减薄。第二步:强化处理,本实施中采用了高温化学强化,具体为在玻璃手机前盖的软化点与转变点之间的温度区间,使玻璃手机前盖中的na+或者k+离子与含有但不限于硝酸锂或者硝酸钠熔盐中离子半径较小的na+或者li+离子进行交换,冷却到室温后,由于内外表层的膨胀系数不一致导致玻璃手机前盖表面产生残余应力从而实现了高温化学强化。第四步:本实例中将玻璃手机前盖最终减薄至 0.10mm,循环第二步和第三步经历了3次,最后停止在强化处理。
56.具体实施方式六
57.具体实施方式六和具体实施方式五设置条件基本一致,主要区别在于:第一步本
实施例中将良率作为玻璃手机前盖减薄至0.030mm-0.3mm范围的指标,具体减薄至0.15mm,并使用激光减薄方法,具体为使用激光减薄,激光器包含但不限于紫外飞秒脉冲激光器、紫外皮秒脉冲激光器、红外飞秒脉冲激光器、红外皮秒脉冲激光器等。第二步:强化处理,本实施中采用了边缘物理抛光强化,具体为边缘物理抛光强化,其使用猪毛、胶丝等刷子利用氧化铁、氧化铈、钻石等抛光材料移除玻璃手机前盖边缘的微裂纹。第四步:本实例中将玻璃手机前盖最终减薄至0.055mm,循环第二步和第三步经历了5次,最后停止在强化处理。
58.显然,本发明的上述实施例仅仅是为清楚地说明本发明所作的举例,而并非是对本发明的实施方式的限定。对于所属领域的普通技术人员来说,在上述说明的基础上还可以做出其它不同形式的变化或变动。这里无需也无法对所有的实施方式予以穷举。凡在本发明的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本发明权利要求的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1