一种注射剂瓶成批次定量加注中性化处理液装置的制作方法
1.本实用新型涉及一种向注射剂瓶中加注中性化处理液的装置,尤其是一种以定量加注方式自动向成批次输送的注射剂瓶中加注中性化处理液的装置。
背景技术:
2.中硼硅玻璃管制备注射剂瓶的工艺过程中,为了提高玻璃瓶产品的化学稳定性,避免玻璃瓶加热后内表面碱性氧化物(如na2o)析出而影响其耐水性,在玻璃瓶进入退火工序之前需要对其进行中性化处理。目前中硼硅管制玻璃瓶的中性化处理一般采用在瓶中加入硫酸氨溶液的方法,其目的是利用酸性的硫酸氨分解成的硫酸氢氨和玻璃瓶内表面的na2o反应,将玻璃瓶内表面的na离子除去,使玻璃瓶内表面形成稳定的“富硅层”结构。
3.现有技术中,针对中硼硅管制玻璃瓶退火前加注硫酸氨溶液的问题,采用人工操作方式,由操作人员用针管逐个向玻璃瓶中加注硫酸氨溶液,不仅工作效率低,难以准确控制硫酸氨溶液的加注量,而且操作人员长时间重复性动作容易疲劳,导致误操作,给玻璃瓶产品质量造成不良影响。
技术实现要素:
4.本实用新型提供一种注射剂瓶成批次定量加注中性化处理液装置,旨在通过自动控制的加液枪与加液针头配合,实现定量向成批次输送的玻璃瓶中加注硫酸氨溶液,达到提高生产效率、保证玻璃瓶产品质量的目的。
5.为实现上述目的,本实用新型采用如下技术方案:
6.一种注射剂瓶成批次定量加注中性化处理液装置,包括加液枪总成、加液枪驱动机构、加液针管总成、储液桶和plc控制系统;所述加液枪总成中设置加液枪支架,在所述加液枪支架上布置若干组加液枪,所述加液枪的进液口与储液桶连通,加液枪的出液口通过送液管与加液针管总成连接,并在其中每一组加液枪上设置加液控制手柄;所述加液枪驱动机构中设有数量与加液枪数量相同的驱动部件;所述加液针管总成中设有与加液枪数量相同的针管;每一组加液枪的加液控制手柄与对应的驱动部件、针管组成一个自动加液单元,所有自动加液单元在plc控制系统指令下同步动作,间歇性完成向成批次输送的注射剂瓶中加注中性化处理液作业。
7.上述注射剂瓶成批次定量加注中性化处理液装置,所述加液枪驱动机构中驱动部件为凸轮;在加液枪驱动机构中还设有电机、驱动轴和驱动机构支架;所述电机和驱动轴安装在驱动机构支架上,所述凸轮固定装配在驱动轴上,通过电机带动驱动轴上的凸轮运转;当凸轮上距中心轴线最远端与加液枪上加液控制手柄接触时,加液枪完成一次加液动作。
8.上述注射剂瓶成批次定量加注中性化处理液装置,所述加液针管总成还设有位置调整机构,所述位置调整机构包括上下调整单元和左右调整单元;所述上下调整单元设有升降油缸、升降油缸支座和升降座,所述升降油缸倒置安装在升降油缸支座上,其伸缩臂与升降座固定装配;所述左右调整单元设有左右调整油缸、固定板和移动架,所述固定板安装
在升降座上,所述左右调整油缸安装在固定板上,左右调整油缸的伸缩臂与移动架固定装配,所述针管安装在移动架上。
9.上述注射剂瓶成批次定量加注中性化处理液装置,所述上下调整单元还设有升降导向组件,所述升降导向组件包括升降导向块和升降导轨,所述升降导向块布置在升降座左右两端,与升降导轨配装,所述升降导轨安装在升降油缸支座的左右两侧立柱上。
10.上述注射剂瓶成批次定量加注中性化处理液装置,所述左右调整单元还设有左右调整导向元件,所述左右调整导向元件为固定在升降座左右两端的导向板,在所述导向板上设有导向孔。
11.上述注射剂瓶成批次定量加注中性化处理液装置,布置在玻璃瓶退火工序的工件输送线上,位于工件输送线的第一输送带和第二输送带接合部位上方,所述第一输送带上设有瓶盒限位件,布置在瓶盒中成批次输送的玻璃瓶工件在第一输送带上完成加注中性化液后被移送至第二输送带上。
12.上述注射剂瓶成批次定量加注中性化处理液装置,所述plc控制系统包括位置传感器、处理器和电机控制开关;所述位置传感器布置在第一输送带的一侧,通过位置传感器向处理器发送工件到位信号,由处理器发出动作指令,控制加液枪驱动机构中电机运转;所述处理器和电机控制开关集成在工件输送线的控制系统中。
13.本实用新型为一种注射剂瓶成批次定量加注中性化处理液装置,它通过电机、驱动轴带动凸轮结构的驱动部件运转,由凸轮距中心轴线最远端间隔性与加液枪的控制手柄接触,从而实现对加液枪周期性控制,可通过设定电机转速,使其与工件输送线的运转速度相匹配,保证每一次加注液动作与玻璃瓶输送节拍一致,由此自动完成向成批次输送的玻璃瓶中加注中性化处理液的作业,由于本实用新型不需要人工控制加注量,避免了人工操作误差,保证了每一个玻璃瓶中加注量的一致性,从而达到了达到提高生产效率、保证玻璃瓶产品质量的目的。
附图说明
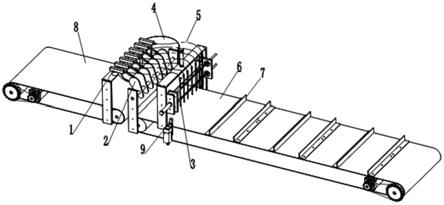
14.图1是本实用新型结构及安装位置示意图;
15.图2是加液枪总成及加液枪驱动机构示意图;
16.图3是加液针管总成示意图;
17.图4是自动加液单元工作原理示意图。
18.图中各标号清单为:
19.1、加液枪总成
[0020]1‑
1、加液控制手柄,1
‑
2、出液口,1
‑
3、加液枪支架;
[0021]
2、加液枪驱动机构
[0022]2‑
1、电机,2
‑
2、驱动轴,2
‑
3、凸轮,2
‑
4、驱动机构支架;
[0023]
3、加液针管总成
[0024]3‑
1、针管,3
‑
2、升降油缸,3
‑
3、升降座,3
‑
4、升降油缸支座,3
‑
5、左右调整油缸,3
‑
6、固定板,3
‑
7、移动架,3
‑
8、升降导轨,3
‑
9、导向板,3
‑
10、导向孔;
[0025]
4、储液桶; 5、送液管; 6、第一输送带; 7、瓶盒限位件; 8、第二输送带;9、位置传感器;10、玻璃瓶。
具体实施方式
[0026]
下面结合附图及具体实施例对本实用新型作进一步说明。
[0027]
参看图 1,本实用新型所述的注射剂瓶成批次定量加注中性化处理液装置,布置在玻璃瓶退火工序的工件输送线上,在工件输送线上成批次输送的玻璃瓶工件被置于瓶盒中,本实用新型位于工件输送线的第一输送带6和第二输送带8接合部位上方,所述第一输送带6上设有瓶盒限位件7,置于瓶盒中的玻璃瓶工件在第一输送带6上完成加注中性化液,然后被移送至第二输送带8上。在本实用新型结构中设有加液枪总成1、加液枪驱动机构2、加液针管总成3、储液桶4和plc控制系统;所述plc控制系统设有位置传感器9,所述位置传感器9布置在第一输送带6的一侧。
[0028]
参看图1、图2,本实用新型所述的注射剂瓶成批次定量加注中性化处理液装置,在其加液枪总成1中设置加液枪支架1
‑
3,在所述加液枪支架1
‑
3上布置若干组加液枪,所述加液枪的进液口与储液桶4连通,加液枪的出液口1
‑
2通过送液管5与加液针管总成3连接,并在其中每一组加液枪上设置加液控制手柄1
‑
1;所述加液枪驱动机构2中设有电机2
‑
1、驱动轴2
‑
2、驱动机构支架2
‑
4以及数量与加液枪数量相同的驱动部件,所述驱动部件为凸轮2
‑
3,所述电机2
‑
1和驱动轴2
‑
2安装在驱动机构支架2
‑
4上,所述凸轮2
‑
3固定装配在驱动轴2
‑
2上,通过电机2
‑
1带动驱动轴2
‑
2上的凸轮2
‑
3运转,通过凸轮2
‑
3上距中心轴线最远端周期性与加液枪上加液控制手柄1
‑
1接触,来控制加液枪定时完成加液动作。
[0029]
参看图1、图3,本实用新型所述的注射剂瓶成批次定量加注中性化处理液装置,在其加液针管总成3中设有与加液枪数量相同的针管3
‑
1,并设有位置调整机构,所述位置调整机构包括上下调整单元和左右调整单元;所述上下调整单元设有升降油缸3
‑
2、升降油缸支座3
‑
4、升降座3
‑
3和升降导向组件,所述升降油缸支座3
‑
4由顶横梁和支撑顶横梁的两侧立柱组成,所述升降油缸3
‑
2倒置安装在升降油缸支座3
‑
4的顶横梁上,其伸缩臂与升降座3
‑
3固定装配,所述升降导向组件包括升降导向块和升降导轨3
‑
8,所述升降导向块布置在升降座3
‑
3左右两端,与升降导轨3
‑
8配装,所述升降导轨3
‑
8安装在升降油缸支座3
‑
4的左右两侧立柱上;所述左右调整单元设有左右调整油缸3
‑
5、固定板3
‑
6、移动架3
‑
7和左右调整导向元件,所述固定板3
‑
6安装在升降座3
‑
3上,所述左右调整油缸3
‑
5安装在固定板3
‑
6上,左右调整油缸3
‑
5的伸缩臂与移动架3
‑
7固定装配,所述针管3
‑
1安装在移动架3
‑
7上,所述左右调整导向元件为固定在升降座3
‑
3左右两端的导向板3
‑
9,在所述导向板3
‑
9上设有导向孔3
‑
10。加液针管总成3可通过位置调整机构实现针管3
‑
1上下左右位置的调整,以使针管3
‑
1与工件输送线上玻璃瓶10排布位置相匹配。
[0030]
参看图1、图4,本实用新型所述的注射剂瓶成批次定量加注中性化处理液装置,其每一组加液枪的加液控制手柄1
‑
1与对应的加液枪驱动机构2中凸轮2
‑
3、加液针管总成3中针管3
‑
1组成一个自动加液单元,所有自动加液单元在plc控制系统指令下同步动作,间歇性完成向成批次输送的注射剂瓶中加注中性化处理液作业,其工作原理是:当位置传感器9采集到玻璃瓶10到位信息后将信息传送给处理器,处理器发出控制加液枪驱动机构2中电机2
‑
1运转的指令,通过电机2
‑
1、驱动轴2
‑
2带动凸轮结构的驱动部件运转,由凸轮2
‑
3距中心轴线最远端间隔性与加液枪的加液控制手柄1
‑
1接触,从而实现对加液枪周期性控制,可通过设定电机2
‑
1转速,使其与工件输送线的运转速度相匹配,保证每一次加注液动作与玻璃瓶输送节拍一致,由此实现自动完成向成批次输送的玻璃瓶中加注中性化处理液的作业。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1