在持续的操作中具有维护可能性的用于处理容器的装置的制作方法
在持续的操作中具有维护可能性的用于处理容器的装置
1.说明书
2.本发明涉及一种用于处理容器的装置。该装置参照一种涂层装置来描述,该涂层装置给塑料容器涂层。然而,要指出的是,本发明也适合其他处理设施,例如用于印刷容器的印刷装置或用于填充容器的填充装置。
3.在现有技术中,给pet容器涂层的机器是已知的。其中,此类机器通常具有旋转机,该旋转机具有相关的进料星轮和出料星轮,这些进料星轮和出料星轮将容器送入旋转机,并且又从该旋转机中引出。
4.在此类机器中,实际的功能模块,即例如具有涂层站的承载轮,在生产期间旋转,并且因此不可执行维护。
5.因此,本发明的目的在于,提供一种装置和方法,该装置和方法使得维护即便在持续的操作中,特别是在生产操作中也成为可能。根据本发明,这通过根据独立权利要求所述的装置和方法来实现。有利的实施方式和改进方案是从属权利要求的主题。
6.根据本发明的用于处理容器的装置具有主运输装置,该主运输装置适合并且确定用于,沿着预定的主运输路径连续运输容器。进一步地,该装置具有两个处理装置,这两个处理装置适合并且确定用于,以预定的方式处理容器,其中这些处理装置各自具有处理运输装置,这些处理运输装置运输容器,并且其中,出于通过处理装置处理之目的,可将容器从运输装置转移到处理装置中的一个处理装置,并且可将容器,特别是在通过处理装置对该容器的处理之后,又转移到运输装置。
7.根据本发明,可将处理装置中的至少一个处理装置从工作状态切换到空闲状态,在工作状态下,处理装置以预定的方式处理容器,在空闲状态下,不执行通过处理装置对容器的处理,其中在处理装置的空闲状态期间,可继续进行主运输装置的运输操作和至少一个其他处理装置的工作操作。
8.因此,本发明提出,创造一种可能性,该可能性使得单个的站或处理装置在持续的操作中的关闭成为可能。这一点由此来保证,即除了主运输装置之外,每个单个的处理装置还具有自己的运输装置。以这种方式,例如可行的是,禁止将容器从主运输装置转移到处理运输装置,从而使得可在进一步的步骤中关闭该处理运输装置。
9.在一种进一步的有利的实施方式中,该处理运输装置具有可移动并且特别是可旋转的载体,在该载体处布置有固定组件,这些固定组件运输容器,并且特别地沿着圆形运输路径运输。
10.在一种进一步的优选的实施方式中,在至少一个处理装置的工作操作期间,更换其他的处理装置中的零件是可行的。在方法方面,因而可在工作操作期间例如执行维护
11.在一种进一步的优选的实施方式中,两个处理装置执行基本相同的处理。因而这两个处理装置可例如为用于给容器涂层的涂层装置。
12.在一种进一步的优选的实施方式中,该装置具有至少一个翻转装置,该翻转装置翻转要处理的容器,并且特别地如此翻转,使得容器的口部至少暂时地具有另一个定向。优选地,翻转装置相对于垂直于容器的几何纵向方向的轴翻转容器。优选地,翻转装置将容器
翻转180
°
13.因而,例如可在直立状态下将容器送入,在该直立状态下,口部向上伸出,并且由翻转装置将容器旋转到一种状态,在该状态下,口部向下伸出。优选地,通过处理装置对容器的处理在一种状态下发生,在该状态下,容器的口部向下定向。其中,“向下”理解为,容器的口部比容器的底部更接近地心。
14.在一种进一步的有利的实施方式中,翻转装置具有环绕的运输装置,如运输链和/或长定子(该长定子特别地为线性马达驱动装置的组成部分)。优选地,翻转装置至少分段地具有直线运输部分,或者直线地运输容器。一般来说,主运输装置优选地具有运输部分,这些运输部分具有不同的曲率,如两个直线部分,这两个直线部分各自通过翻转部分互相连接。
15.其中,运输链和/或长定子可以一种方式实施而成,使得容器的通过该翻转装置形成的运输平面垂直于水平平面。因而,通过翻转装置产生的运输路径可具有两个直线部分,这两个直线部分布置为在垂直方向上重叠的,并且通过两个偏转区域互相连接。
16.优选地,也可设置有两个翻转装置,其中第一翻转装置倒转容器,即使得容器的口部向下定向,并且第二翻转装置,该第二翻转装置特别地布置在处理装置之后,该第二翻转装置再次向上定向该口部。
17.在一种进一步的优选的方法中,主运输装置以单排或成排的方式运输容器。然而,也可行的是,设置有区段,在这些区段中将容器的运输路径划分开。在一种进一步的优选的实施方式中,主运输装置单独运输容器。出于该目的,主运输装置可具有用于固定容器的多个固定组件。
18.这些容器特别地为塑料容器并且特别地为塑料瓶。
19.在一种进一步的优选的实施方式中,处理运输装置适合并且确定用于,按节拍运输容器,并且/或者适合用于,如此运输容器,使得可在静止期间处理容器。这意味着,由处理运输装置并非连续地,而是按节拍地运输容器,从而使得容器在某些位置处停下。优选地,对容器的处理可在容器的静止期间(相对于运输方向)进行,如给容器的内壁涂层。
20.优选地,主运输装置连续运输容器。这意味着,优选地将容器以连续的流或连续的移动的方式引导到处理装置。
21.因而,例如可行的是,由特定的处理装置将特定数目的容器从主运输装置的运输流中取出,并且之后特别地在直立状态下处理这些容器,以便之后在进一步的步骤中又将这些容器转移到主运输装置。
22.在一种进一步的有利的实施方式中,该装置具有至少两个处理装置,这些处理装置特别优选地各自具有至少两个处理装置或处理站。
23.然而优选地,处理装置具有几个此类处理站。
24.在一种进一步的优选的实施方式中,处理装置各自具有至少一个并且优选几个固定布置的处理站,这些处理站适合并且确定用于,以预定的方式处理容器。其中,固定布置的处理站理解为,特别是站本身或站的主要组成部分不随容器移动,并且特别地不在容器的运输方向上进行运输,而是固定布置。
25.在一种进一步的优选的实施方式中,处理装置具有至少三个,优选至少四个,优选至少五个处理站。特别优选地,这些处理装置具有最多20个,优选最多18个,优选最多16并且优选最多14个处理站。在一种进一步的优选的实施方式中,处理装置选自处理装置的组,
该组含有用于给容器的壁涂层的涂层装置和用于印刷容器的印刷装置或用于消毒容器的消毒装置。
26.如果处理装置为涂层装置,这些处理装置优选地具有进料部,该进料部可将物质送入处理组件。
27.进一步地,本发明涉及一种用于处理容器的设施,该设施具有上文所描述的类型的装置以及在容器的运输方向处布置在该装置之前的其他处理装置,该其他处理装置用于处理塑料容器,其中该其他处理装置优选地为用于将塑料预制件成型为塑料容器的装置。特别地,这个其他装置为拉伸吹塑机。其中,该拉伸吹塑机进而可具有单个的成型站,这些成型站各自用作将塑料预制件成型为塑料容器。
28.在一种进一步的有利的实施方式中,该装置具有洁净室,在该洁净室内部至少分段地引导容器。其中,例如涂层过程可在这个洁净室中进行,或者排在前面的成型过程如拉伸吹塑过程也可在该洁净室中进行。洁净室可理解为这样的室,在该室内部无菌处理容器是可行的。其中,这个洁净室特别地与非无菌的环境分开。其中,该洁净室可具有两面相对于彼此可移动的壁部,这些壁部限制这个洁净室,并且这些壁部可优选地借助密封装置相对于彼此密封。进一步地,也可设置有加压装置,该加压装置为洁净室供应超压。进一步地,可行且优选的是,洁净室以信道的方式围绕容器的运输路径
29.在一种进一步的优选的实施方式中,该设施具有间隙产生装置,该间隙产生装置适合并且确定用于,在被送入主运输装置的容器的运输流中产生间隙。其中,间隙理解为运输流中的至少一个空位。然而特别地,会产生一个序列的空位。
30.优选地,在运输流中产生的空位的数目对应于处理装置的站的数目,特别是在关闭该处理装置之前。以这种方式,可空载运行处理装置。其中,该间隙产生装置可以不同的方式实施而成。因而,可例如设置有锁指,该锁指布置在用于加热塑料预制件的加热装置稍前的位置,并且产生所描述的间隙。此外,也可行的是,在主运输装置之前(即特别是还在成型装置之前)导出加热的塑料预制件,也或者导出已经制好的容器。
31.间隙也可只由一个空闲位组成,该空闲位虽然出现在处理装置上,但只在有缺陷的处理站中。即在4个用于涂层的处理站中,1号站有缺陷,那么就产生一个间隙,该间隙出现在1号站上,而另外的2、3、4号站继续涂层或者一般而言继续处理。因此,如果例如在10分钟后要进行清洁,仍可运行一个生产班次。
32.原则上有利地,应不运行间隙,并且如果运行间隙,应这样产生间隙,使得保持低废品率(scrap rate)。在此处最适合的是翻转装置24的llm变体。在此处,可立即改变分度,并且针对相关的处理站产生间隙。这在小间隙的情况下是特别有利的,可能的即一个,优选正好一个间隙,该间隙出现在有缺陷的处理站上。更大的间隙(两个或几个容器)而不提高废品率将变得可行,特别是通过降低的吹塑功率,特别是与分度延迟相结合,例如通过分度延迟星轮。
33.在一种进一步的优选的实施方式中,该装置具有分配装置,该分配装置将在处理装置上游运输的容器和/或塑料预制件分配给特定的处理装置。因而,该分配装置可例如为由成型装置制造的特定容器确定,该容器在进一步的运输中出现在哪个处理装置上。以这种方式,可针对性地弹出那些容器,它们在进一步的运行中将出现在正处于维护模式的处理装置上。
34.此外,也可想象的是,还应例如结束或完全运行一个生产班次。因而,除了有缺陷的
站之外,处理装置的所有站均可。以这种方式,处理并且特别是涂层可以降低的输出功率进行
35.然而,优选地也可无需弹出容器。其中,必须考虑的是,此类被弹出的容器通常不可再使用。因此,优选地对另外的机器,如吹塑机进行调节,该机器例如暂时调低自己的功率。
36.但或者,如果将长定子线性马达装置用作运输装置或翻转装置,可产生对应的间隙。此类长定子线性马达装置有利地也允许产生小间隙。
37.在一种进一步的优选的实施方式中,主运输装置为几个处理装置,并且优选地为该装置的所有处理装置供应容器。
38.进一步地,本发明涉及一种用于处理容器的方法,其中设置有主运输装置,该主运输装置沿着预定的主运输路径连续运输容器,并且其中进一步地,至少两个处理装置以预定的方式处理容器,其中处理装置各自具有处理运输装置,这些处理运输装置运输容器,并且其中,出于通过处理装置处理之目的,将容器从运输装置转移到处理装置中的一个处理装置,并且将容器,特别是在通过处理装置对该容器的处理之后,又转移到运输装置。
39.根据本发明,将处理装置中的至少一个处理装置从工作状态切换到空闲状态,在工作状态下,处理装置以预定的方式处理容器,在空闲状态下,不执行通过处理装置对容器的处理,其中在要到达主运输装置的容器的或通过主运输装置运输的容器的容器流中至少暂时地(并且/或者在主运输装置(2)的上游并且/或者在利用主运输装置(2)运输期间,在运输的容器的容器流中至少暂时地)产生间隙。
40.优选地,这个间隙产生通过在容器的运输方向上相对于主运输装置的上游布置的间隙产生装置进行。
41.在间隙产生时,优选地尝试保持低废品率。因而,可例如节流其他装置,如吹塑机的工作速度,并且随后可使用分度延迟系统,该分度延迟系统将容器这样转移,使得其中产生间隙。在llm系统中可产生间隙。其中,这优选地仅为小间隙,即只有一个容器也许甚至两个。有利地,可在此处进行分度的变化、移动器的加速等。
42.通过此处所描述的方法,也可行的是,在生产期间禁用涂层模块,以便特别地对其执行维护。如果例如涂层装置具有四个空腔或四个处理站,那么可在拉伸机中就已产生四个彼此连续的容器的对应的间隙。
43.为此,例如存在一种可能性,即可在加热装置之后,将温热的塑料预制件从运输流中导出,这例如可通过所谓的推杆来进行。然而,也可行的是,对应地在本示例中,将四个容器从运输流中导出,或者也将四个容器在到达主运输装置之前导出。
44.在所有提及的变体中,都可在容器流中产生间隙。如果该间隙到达对应的站,那么在此处不接纳容器。在另外的处理装置,如填充装置中,可通过例如不打开填充阀来处理对应的间隙。
45.进一步地,也可行的是,如果要保持生产功率,设置一定数目的处理装置,和附加地设置冗余站或备用站。因而,可例如设计四乘五个涂层站,并且其他涂层装置6可为备用站。如果例如要维修处理装置,那么可为此使用所说的备用站或备用装置。
46.因此提出,在主运输装置的上游产生容器间隙,从而使得对应的处理装置,例如涂层站,不必接纳来自运输链或主运输装置的容器。
47.在一种进一步的优选的实施方式中,主运输装置优选地为运输装置,该运输装置至少分段地在路径上运输容器,该路径偏离圆形曲率。特别地,此类运输路径可具有部分,
这些部分具有不同曲率,并且特别地也可具有运输部分,这些运输部分基本直线运行。
48.在一种进一步的优选的实施方式中,运输装置可为运输链,例如以椭圆形的方式环绕地引导该运输链。然而,也可行的是,该运输装置为线性马达运输装置,该线性马达运输装置特别地具有长定子。
49.进一步地,也可行的是,在容器流中也通过运输装置本身产生上文所说的间隙。因而,例如可行的是,借助运输装置(该运输装置实施为长定子或线性马达)特别地在翻转路段上产生间隙。也可行的是,在进一步的翻转路段上进而取消或填补此类间隙,特别是在相应的处理装置之后。
50.可能在几个位置处导出容器。因而,弹出或导出可例如在炉或加热装置之前,炉或加热装置之后、吹塑机之后、翻转装置中和主运输装置中进行。
51.在一种进一步的优选的实施方式中,处理装置实施为涂层模块,并且具有一个或几个备用站。在一种进一步的优选的方法中,处理运输装置按节拍运输容器。
52.在一种进一步的优选的方法中,处理装置给容器的表面并且特别是给容器的内表面涂层。
53.进一步的优点和实施方式从附图中得出:
54.其中,
55.图1显示了根据本发明的装置的示意图;
56.图2显示了图1中所示的装置的细节图。
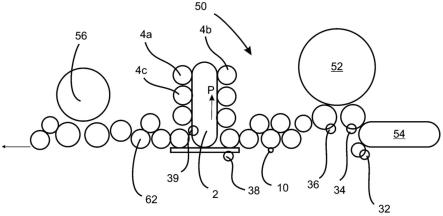
57.图1显示了根据本发明的用于处理容器的设施50。其中,首先设置有加热装置54,该加热装置旨在用于加热塑料预制件。连接到这个加热装置54的是成型装置52,该成型装置旨在用于将塑料预制件成型为塑料容器。经由运输路段,将现已制成的容器转移到主运输装置2,该主运输装置在此处可实施为例如环绕的链。
58.在该主运输装置处布置有多个处理装置4a、4b和4c。这些处理装置可各自对容器执行相同的过程,如涂层过程。有利地,每个处理站都具有真空腔。优选地,该装置也具有至少一个真空泵。
59.有利地,处理装置具有细长的杆状的组件,特别是长矛件。优选地,该组件具有开口。优选地,可通过这些开口将可流动的介质导入容器。优选地,这种可流动的介质为适合用于等离子体过程的气体。有利地,这种气体可为含硅前驱体和氧气的混合物,特别是用于利用氧化硅的pecvd(=等离子体增强化学气相沉积:plasma enhanced chemical vapor deposition)。然而,其他气体也是可想象的,例如用于沉积所谓的dlc层的乙炔。对于等离子体灭菌而言,可将例如氩气和水蒸气导入容器。
60.附图标号62表示其他运输段,并且附图标号56表示其他处理单元,例如用于容器的填充装置。如果现在应关闭单个的处理装置4a、4b或4c,可将塑料预制件锁定在其运输中。因而,例如可行的是,设置有锁定装置32,如预制件锁,该预制件锁可以预定的次数阻断塑料预制件通往加热装置的进料部。以这种方式,在塑料预制件的运输流中并且之后也在容器的运输流中产生间隙。
61.然而,也可行的是,借助导出装置34在加热装置之后导出塑料预制件。借助导出装置36导出通过成型装置52制成的容器也是可行的。此外,借助翻转装置的区域中的导出装置38或者借助主运输装置42的区域中的导出装置39的导出也是可行的。
62.附图标号10示意性地表示容器,运输该容器通过设施1。附图标号p表示运输路径的部分,沿着该运输路径运输容器。
63.图2显示了用于处理容器的装置1的详细视图。人们看出,在此处进而设置有几个处理装置4a、4b、4c。这些处理装置中的每个处理装置都具有处理运输装置42以及多个处理站44,这些处理站在此处各自布置为固定的,即不随同移动。
64.附图标号22表示进料星轮。
65.附图标号24表示翻转装置,该翻转装置旨在用于翻转容器。其中,在此处可为例如垂直竖立的运输链,在该运输链处各自布置有用于抓取容器的抓取组件。在转移点p3处,将翻转的容器,即处于口部向下的容器,转移到主运输装置2,并且从该主运输装置进而转移到单个的处理装置4a、4b和4c。
66.也可行的是,在装置1的区域中进行容器的导出。因而,例如可在翻转装置24处导出容器。此外,在每种情况下,也可在相应的处理装置(稍微)之前导出容器。
67.优选地,尽可能早地导出容器,因为以这种方式可减少废品率。
68.如果要维护处理装置中的一个处理装置,一方面可产生间隙,从而使得运输流中的间隙出现在对应的处理装置上。进一步地,可关闭转移组件,从而使得可整体关闭相关的处理装置。
69.以这样的方式,可继续进行持续的操作和特别是主运输装置2的操作,并且同时可各自维护单个的处理装置4a、4b、4c。
70.申请人保留对申请文件中公开的所有对发明至关重要的特征提出权利,只要这些特征单个地或组合起来与现有技术相比是新的。进一步地,要指出的是,在单个的附图中也描述了本身可为有利的特征。本领域技术人员直接看出,附图中所描述的某个特征可为有利的,即使不采用该图中的其他特征。另外,技术人员看出,通过将单个的附图或不同的附图中所示的几个特征结合起来,也可得出优点。
71.附图标号列表
72.2主运输装置
73.4a、4b、4c处理装置
74.10容器
75.22进料星轮
76.24翻转装置
77.32预制件锁
78.34、36、38、39导出装置
79.42处理运输装置
80.44处理站
81.50设施
82.52
83.54
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
加热装置
84.56
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
其他处理单元
85.x
86.p
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
主运输路径
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1