用于制造锋利边缘的系统、组合物和方法
用于制造锋利边缘的系统、组合物和方法
1.相关申请的交叉引用
2.本公开内容要求于2019年9月18日提交的题为“用于制造锋利边缘的系统和方法(systems and methods for producing sharp edges)”的第62/902,018号美国临时申请的优先权和权益,其通过引用以其整体并入本文。
3.领域
4.本公开内容涉及用于制造具有锋利边缘的物体的系统、组合物和方法,并且更具体地涉及材料的局部变形以在其期望位置处形成(多个)锋利边缘而不显著改变材料的组成和/或质量。
5.背景
6.具有各种锋利性的材料的制造已经由人类进行了数千年。从用于狩猎的长矛,到剑、斧头、针,以及到现代图钉,材料已经被设计成用作具有切割、刺穿和捆绑日常物品的能力的工具以提高生活质量。在过去的几个世纪里,诸如菜刀、剪刀和剃刀刀片的创新已经利用诸如金属的材料的能力以改变我们烹饪、工作和修饰的方式。然而,随着全球人口的持续增加,对制造这种工具的需求上升,制造这些工具所消耗的能源和环境影响也相应增加。增加这些材料的使用寿命会具有积极的环境影响。例如,关于剃刀刀片,在1990年,环境保护署(epa)估计全世界每年约有20亿剃刀刀片正被丢弃。三十年后,在增加剃刀刀片寿命方面几乎没有取得进展。尽管最先进的技术已经改善了剃刮的紧密度,但剃刀刀片的钝化仍然困扰着该行业,从而也困扰着环境。
7.用于制造锋利边缘的现有方法具有若干缺点。常规方法包括剥离材料以形成可用于切割或刺穿的楔形。用于形成锋利边缘的该性质的最常见制造方法,尤其是关于剃刀刀片的最常见制造方法,包括一种称为“珩磨”的方法。在珩磨中,起始材料以带状或板状开始,并进行热处理,直到获得期望的微观结构和硬度。然后使用砂轮从特定位置去除材料以形成楔形几何形状。由于不均匀的暴露时间和构成材料的微观结构的不一致,珩磨材料经常具有不均匀的边缘,当暴露于频繁和规律的应力和应变时,这些边缘会随着时间的推移而磨损。例如,与珩磨材料的不均匀边缘反复接触会导致蔓延遍布材料的破裂和碎裂,并使其在数次使用后变钝且低效。珩磨程序还需要大量的能量以操作热处理和磨耗,并且经常导致废料,因为去除的材料经常被丢弃。
8.因此,需要用于制造(多个)锋利边缘的系统、组合物和方法,该(多个)锋利边缘具有高强度和硬度同时不易破裂和/或碎裂。
9.概述
10.本技术涉及用于制造具有抗破裂和/或碎裂的锋利边缘的物体的系统、组合物和方法。在至少一些情况下,材料在尖端处经历严重的塑性变形以允许具有高强度和硬度的锋利边缘。材料的变形可以通过使材料穿过一个或多个锥形辊的系统发生,所述锥形辊使材料局部变形以产生锋利边缘。锥形辊可包括圆柱形主体,该圆柱形主体将压缩力施加到材料上以使材料在其期望位置处变形。锥形辊可以具有一个或多个用于使材料变形的锥形角。锥形辊可以成对相对定位,使得材料被接收在在其相对表面上接触材料的每对辊之间。
锥形辊可被构造为旋转以在旋转方向上驱动材料。在一些实施方案中,该系统可以包括使材料变形的多对锥形辊。在这种实施方案中,每对锥形辊可以定位在彼此的下游,使得上游辊对的旋转将材料驱动至下游辊对。在一些实施方案中,最后一对或最后多对辊的锥形角可以不同于最初一对或最初多对辊的锥形角,以在两侧提供可能的“分离”和/或在锋利边缘的最尖端赋予特定的角度。
11.锥形辊的使用可以使锋利边缘处的严重塑性变形局部化,以诱导渗碳体溶解并在需要时获得坚固的均质材料。例如,变形前材料的微观结构由各种尺寸和硬度的异质晶粒组成,这些晶粒散布遍布材料,各个晶粒(晶粒边界)之间具有空间或空隙。这些空间导致材料整体结构的弱化,当受到应力时,其会将晶粒移入空间,导致材料中形成裂纹,从而在锋利的边缘产生碎裂。与(多个)锥形辊的接触将预定位置的晶粒压缩成更小的尺寸(晶粒细化),允许它们填充空间并形成更均质的微观结构。该过程增加所得微观结构的均质性以及材料的硬度和强度,并防止材料破裂和/或碎裂。
12.变形材料的一个示例性实施方案包括金属材料段,所述金属材料段在其至少变形部分中具有基本上均质的微观结构,其中所述基本上均质的微观结构具有多个基本上均匀尺寸的变形晶粒,所述变形晶粒的尺寸小于所述金属材料段的一个或多个未变形部分中的晶粒的尺寸和变形前变形部分中的晶粒的尺寸。
13.金属材料段可以包含纯铁、钢、不锈钢、铜、马氏体、铬、碳化物、氮化物、金属玻璃、聚合物、珠光体、渗碳体、马氏体钢、铝、珠光体钢、钛、镍、钴、羟基磷灰石、银或金中的一种或多种。多个变形晶粒的尺寸可大约在变形晶粒的平均晶粒尺寸的约75%至变形晶粒的平均晶粒尺寸的约125%的范围。在一些实施方案中,变形晶粒的尺寸可以是未变形部分中的晶粒尺寸的约25%。在供选择的实施方案中,变形晶粒的尺寸可以是变形前晶粒尺寸的约25%。
14.用于制造锋利边缘的系统的一个示例性实施方案包括第一对相对的锥形辊和至少一对另外的相对的锥形辊,其横向地设置在第一对相对的锥形辊的下游。第一对相对的锥形辊被构造成旋转以向下游驱动设置在它们之间的材料。第一对相对的锥形辊还具有一个或多个特征,其被构造成在材料被向下游驱动时使材料变形。至少一对另外的相对的锥形辊被构造成旋转以向下游驱动从第一对相对的锥形辊接收的材料。第一对相对的锥形辊中的每个辊包括大致圆柱形的构造,其包括第一端、第二端和顶点,每个辊的相对表面在第一端和顶点之间以及在第二端和顶点之间呈锥形。从沿着第一对相对的锥形辊的每个辊的相对表面的顶点测量的第一对相对的锥形辊的每个辊之间的距离大于从沿着至少一对另外的相对的锥形辊的每个辊的相对表面的顶点测量的至少一对另外的相对的锥形辊的每个辊之间的距离。
15.一个或多个特征可包括第一锥形角,所述第一锥形角沿着锥形辊的外表面在顶点和锥形辊的第一端和第二端中的一个或多个之间延伸。此外,锥形辊的顶点和外表面可以被构造成施加压缩力以使材料变形。在一些实施方案中,锥形辊可包括在第一锥形角与锥形辊的第一端和第二端中的一个或多个之间延伸的第二锥形角。该锥形角可以具有与第一锥形角的值不同的值。第一锥形角的值可以大约在约3度至约60度的范围。在一些实施方案中,第一锥形角的值可以大约在约5度至约30度的范围。
16.该系统的至少一对另外的相对的锥形辊可以包括至少五对相对的锥形辊。在至少
一些这种实施方案中,每对可以设置在彼此的下游,并且对于至少五对相对的锥形辊的每个后续下游对,至少五对相对的锥形辊的相应对的每个辊之间的距离可以减小。第一对相对的锥形辊中的每个辊可以沿与第一对相对的锥形辊的相对锥形辊相反的方向旋转,以向下游驱动材料。在一些实施方案中,至少一对另外的相对的锥形辊的末端对的相对的锥形辊的每个辊之间的距离实际上可以为零。在一些实施方案中,第一对相对的锥形辊中的至少一个辊可以包括多个锥体,每个锥体具有多个锥形角。
17.该系统可以使得在变形期间基本上没有材料的任何部分被去除。在一些实施方案中,变形材料的质量可以与变形之前的材料质量基本上相同。该材料可以包括纯铁、钢、不锈钢、铜、马氏体、铬、碳化物、氮化物、金属玻璃、聚合物、珠光体、渗碳体、马氏体钢、铝、珠光体钢、钛、镍、钴、羟基磷灰石、银或金中的一种或多种。
18.制造边缘的一个示例性方法包括在第一对相对的锥形辊之间进给金属材料段并且旋转第一对相对的锥形辊以推进金属材料段通过第一对相对的锥形辊。该对相对的锥形辊在金属材料段的两侧引起局部变形。此外,金属材料段分裂以形成两个金属件,每个金属件具有包括局部变形区域的锋利边缘。
19.在一些实施方案中,该方法还可以包括在横向设置在第一对相对的锥形辊下游的至少一对另外的相对的锥形辊之间接收金属材料段。在这种实施方案中,该方法还可以包括旋转另外的一对或多对相对的锥形辊以向下游推进接收的通过辊的金属材料段。另外的一对相对的锥形辊会引起金属材料段两侧的进一步局部变形。旋转第一对相对的锥形辊和另外的一对或多对相对的锥形辊以使金属材料段横向地推进通过该一对或多对可以形成沿着金属材料段的两个镜面v形凹口。该方法还可以包括将金属材料段相对于第一对相对的锥形辊定位在沿着金属材料段的预定位置,使得在预定位置形成边缘。
20.在一些实施方案中,第一锥形角可以沿着第一对相对的锥形辊的外表面在第一对相对的锥形辊的顶点与第一对相对的锥形辊的第一端和第二端中的一个或多个之间延伸。包括第一锥形角的外表面的一部分可以接合金属材料段以使金属材料段的两侧变形。在至少一些这种实施方案中,沿着预定位置之外的金属材料段基本上不发生任何局部变形。
21.在一些实施方案中,在变形期间基本上没有金属材料段的任何部分可以被去除。供选择地或另外地,变形后金属材料段的质量可以与变形前的材料的质量基本上相同。在一些实施方案中,金属材料段可以包含不锈钢或珠光体钢中的一种或多种。在一些实施方案中,金属材料段可以包含铜。
22.附图简述
23.本公开内容将通过以下结合附图的详细描述得到更充分的理解,其中:
24.图1是显示其表面硬度的变化的常规剃刀刀片的放大示意侧视图;
25.图2是用于本公开系统中以使金属变形的锥形辊的一个示例性实施方案的透视图;
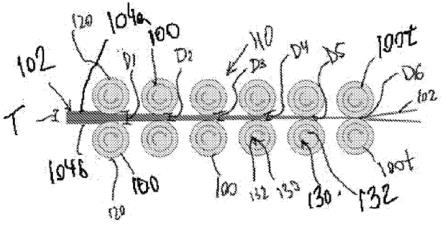
26.图3是利用图2的多个锥形辊的连续锥形辊系统的示意性侧视图;
27.图4是使其间材料变形的一组锥体的一个示例性实施方案的示意性透视图;
28.图5a是变形前图4中材料的一部分的横截面图的扫描电子显微镜图像;
29.图5b是变形后图4中材料的一部分的横截面图的扫描电子显微镜图像,显示其中形成的凹口;
30.图6a是锥形辊的一个示例性实施方案的示意性前视图,该锥形辊具有锥形角;
31.图6b是锥形辊的另一个示例性实施方案的示意性前视图,该锥形辊具有锥形角;
32.图6c是锥形辊的又一示例性实施方案的示意性前视图,该锥形辊具有两个锥形角;
33.图6d是锥形辊的另一个示例性实施方案的示意性前视图,该锥形辊具有三组锥体;
34.图7a是变形前图4中材料的横截面示意图;
35.图7b是变形后图7b中材料的放大透视图;和
36.图8是变形后图4中材料的一部分的横截面图的扫描电子显微镜图像,显示材料内硬度的变化。
37.详述
38.现在将描述某些示例性实施方案以提供对本文公开的系统、设备和方法的结构、功能、制造和使用的原理的整体理解。这些实施方案的一个或多个实例在附图中示出。本领域技术人员将理解,本文具体描述并在附图中示出的系统、组合物和方法是非限制性示例性实施方案,并且本公开内容的范围仅由权利要求限定。结合一个示例性实施方案示出或描述的特征可以与其他实施方案的特征组合。这种修改和变化旨在包括在本公开内容的范围内。
39.就本公开内容包括所公开的组合物、系统、方法等的组分和/或过程的各种术语而言,鉴于权利要求、本公开内容和技术人员的知识,本领域技术人员将理解这种术语仅仅是这种组分和/或过程的示例,并且其他组分、设计、过程和/或动作是可能的。作为非限制性示例,鉴于本公开内容,本领域技术人员将理解可以使用任何数量的锥形辊或筒对,术语“辊”和“筒”在本公开内容中可互换使用。此外,鉴于本公开内容,本领域技术人员将理解术语“空间”和“空隙”在本公开内容中可互换使用以指代材料微观结构中的晶粒之间的间隙。另外,虽然本公开内容中的系统、组合物和方法是关于制造剃刀刀片的锋利边缘进行讨论的,但本领域技术人员将认识到本公开内容的锋利边缘可以用于其他领域和/或用于期望锋利边缘的其他目的。例如,除了剃刀刀片之外,由本公开内容产生的锋利边缘可以具有各种构造、尺寸、形状等,并且可以与用于许多不同物体产生锋利边缘结合使用,不同物体包括但不限于手术刀、刀、战刀和用于糖精炼、盐精炼、切割塑料、切割木材、切割金属和切割岩石的切割工具,以及其他用途。
40.本公开内容一般涉及用于制造具有锋利边缘的材料的系统、组合物和方法。该材料可以在其尖端经历剧烈的塑性变形,以允许在其上形成具有高强度和硬度的锋利边缘。变形可以通过对异质颗粒施加压缩力以使它们之间的晶粒边界变窄改变材料的微观结构,从而产生更均质的微观结构。在一些实施方案中,可以在不去除或不以其他方式显著改变材料质量的情况下实现增加的均质性。例如,边缘处的变形减小材料的粒状微观结构内的间隙尺寸,这允许变形材料具有改善的硬度和抗破裂性。在示例性实施方案中,材料可以穿过一对或多对相对的锥形辊以施加压力以使材料局部变形。锥形辊可被构造成旋转以沿旋转方向驱动材料以使材料在成对的相对的锥形辊之间通过。变形材料可以具有至少一个在其中形成的凹口,该凹口可以用作剃刀、手术刀等中的锋利边缘。
41.如上所讨论,用于制造锋利边缘的常规方法包括珩磨金属材料,其通过去除其部
分降低金属的质量。在珩磨中,刀片的不均质性保持不变,这不会改善硬度或对破裂的敏感性。此外,珩磨程序将材料的形状修改为楔形,但构成刀片的材料与通过热处理生产的材料相同,通常是富含碳化物的马氏体不锈钢。在一些情况下,珩磨金属会引起过度变薄,这可使材料更容易破裂。
42.本领域技术人员将认识到,在常规剃刀刀片的尖端处的钢可能是高度异质的。例如,常规剃刀刀片具有涂有几层的尖端,包括用以改善耐磨性的硬的类金刚石碳涂层和用以减少摩擦的特氟隆(teflon)涂层。这些剃刀刀片使用马氏体不锈钢,其被珩磨成楔形几何形状,以形成用于切割的锋利边缘。然而,在马氏体的情况下,机械性质可以逐点变化。此外,虽然钢具有高平均硬度,但强度和/或硬度取决于存在的几种微观结构特征,例如材料内包含的马氏体、残余奥氏体和/或碳化物而在材料内因区域而不同。硬度和/或强度的这些不同会导致刀片尖端的不同,这会导致凸起,使得这些锋利的边缘对它们的预期目的不太有效。
43.尽管有这些改善耐磨性的措施以及钢比人的毛发硬50倍这一事实,但剃刀在需要处置和更换之前很少能使用超过几周。毛发和钢有着复杂的包括碎裂的相互作用。例如,在剃刮或其他修饰程序中,当刀片相对于毛发以一定角度倾斜时,如在常规剃刮方法中使用时常见的那样,毛发在剃刀上施加平面外应力,其导致反复使用后碎裂。
44.图1示出常规剃刀刀片10的边缘的异质性。如所示,常规剃刀刀片10由具有多个不同硬度的区域12的材料制成。例如,刀片10的区域12可以被表征为“软”、“半硬”、“非常硬”等。本领域技术人员将认识到,在常规剃刀中使用的材料的情况下,“软”区域a的硬度范围可以大约在每平方毫米约4,000牛顿至每平方毫米约7,000牛顿的范围,“半硬”区域b的硬度范围可以大约在每平方毫米约7,000牛顿至每平方毫米约10,000牛顿的范围,并且“非常硬”区域c的硬度范围可以大约在每平方毫米约10,000牛顿至每平方毫米约15,000牛顿的范围。
45.常规剃刀刀片10的材料一般是高度异质的。如所示,在使用之前,材料的表面布满了凸起。该材料可以具有遍布材料随机散布的区域a、b和c,使得区域a、b和c中的每一个与区域a、b和c中的另一个邻接而没有连续性(consistency)。当毛发或其他材料接触不同硬度区域之间的许多边界之一时,会发生分裂或破裂并传播遍布材料。例如,在剃刀刀片10的情况下,当毛发在软区域a和半硬区域b之间或软区域a和非常硬区域c之间的边界14处推压软区域a时,边界14受到应力。对边界14的重复应力会导致在刀片10内形成裂纹。本领域技术人员将认识到,裂纹更可能在不同硬度区域之间的边界处形成,诸如在区域a和区域b、区域a和区域c以及区域b和区域c之间的边界14处形成。由于刀片10的异质性,如图1所示,即使当材料被珩磨时,边缘也将保持异质。此外,如图1所示,由于区域a、b和c散布遍布刀片10,当毛发和其他材料接触区域a、b、c中的一个或多个时,刀片容易形成裂纹并到处传播。如上所讨论,降低材料的异质性,尤其是在半径长度尺度的尖端处降低材料的异质性,可以改善刀片质量并降低刀片断裂和/或破裂的可能性。
46.图2示出可用于使材料102变形的锥形辊或筒100的示例性实施方案。锥形辊100可被构造为邻接材料102的表面104以施加力,该力经由剧烈的塑性变形使其表面104局部变形。如所示,锥形辊100可以包括基本上圆柱形的外部主体106,材料102可以沿着该外部主体106行进。本领域技术人员将认识到,当材料102在其上穿过时,辊100可以旋转以对材料
102施加基本上均匀的力。锥形辊100可以由钢、不锈钢和/或陶瓷材料制成,陶瓷材料包括但不限于氮化物或碳化物,诸如碳化钨。
47.辊100可以成对或成组使用,例如,使得材料在一组辊之间穿过和/或在其中锥形辊例如一个接一个地顺序和/或横向对齐的系统中穿过,以使材料变形,直到达到期望的刀片参数。图3示出制造锋利边缘的这种系统110的示例性实施方案。如所示,系统110可以使用顺序定位的成对或成组的锥形辊100以使在其间被驱动的材料102变形。系统110可以具有一对或多对例如以装配线形式横向定位的锥形辊100,以使材料102变形。如所示,锥形辊对中的每个辊100可以定位于材料102的相对侧使得材料102位于其间,每个辊100接触材料102的相对表面104a、104b。锥形辊100可以被构造为旋转以向下游驱动或移动材料102至下游锥形辊对。该辊对中的每个辊100可以沿相反方向旋转以向下游驱动材料102至下一对相对的辊100。
48.每对下游辊100在材料102被向下游驱动时向材料102施加力以使材料102局部变形。如所示,设置在系统110的第一对相对的辊100之间的材料102具有随着材料102行进通过系统110而逐渐减小的厚度t。此外,每对下游相对的辊100之间的距离可以减小以容纳其间的材料的较小厚度t。例如,在所示实施方案中,从沿着第一对相对的锥形辊的每个辊100的相对表面106的顶点120测量的第一对相对的锥形辊中的辊100之间的距离d1大于从沿着至少一对另外的相对的锥形辊100的每个辊的相对表面的顶点测量的位于第一对相对的锥形辊下游的至少一对另外的相对的锥形辊的每个辊100之间的距离d2。在所示实施方案中,随着材料向下游行进通过系统110,每个后续的下游相对的锥形辊对之间的距离,例如d3、d4、d5、d6减小。本领域技术人员将认识到,尽管辊之间的距离被描述为从顶点120测量,但是辊100之间的距离可以在任何对应点例如辊的中心、辊的顶面或底面等之间测量。
49.此外,尽管上述实施方案包括六对相对的锥形辊,本领域技术人员将认识到,系统110可以包括任何数量的相对的锥形辊100。例如,在其他情况下,可以有七对、八对、九对、十对,或甚至更多(或更少)。应当理解,在使用多对相对的锥形辊的实施方案中,每对相对的锥形辊可以赋予材料逐渐变形以防止材料102因过大的力而突然破裂。此外,鉴于本公开内容,本领域技术人员将理解,一对中的两个辊之间的距离,以及成排的辊对中的后续辊对(即,位于第一对辊下游的第二对辊)之间的距离,可以基于多种因素改变或以其他方式调整,这些因素包括但不限于一对之前和之后的对之间的距离、材料的期望构造、以及该对辊中的每个辊的构造。例如,末端辊对100t之间的距离可以实际上为零,这意味着辊可以接触或几乎接触(例如,在彼此的一毫米之内),使得穿过其中的材料可以分成两个或更多个单独的件。末端辊对之间的距离会影响两个刀片是否由辊本身分开(例如,当它们接触时,辊可以将材料分成两个刀片)或它们是否在变形后分开(例如,当末端对的辊之间的距离足够远使得它们不会分开刀片)。
50.锥形辊100可以包括一个或多个指示器130,其显示辊100旋转的方向,或驱动材料102的方向。例如,如图3所示,辊100可以在其上包括标签或图像以指示旋转方向。在一些实施方案中,每对辊可以包括指向一个方向的箭头132的第一图像。例如,辊对中的底部辊100可以指向顺时针方向,而辊对中的顶部辊100可以指向逆时针方向,以指示材料从左向右行进。本领域技术人员将认识到,对于从右向左行进的材料,辊对中的底部辊100可以指向逆时针方向,而辊对中的顶部辊100可以指向顺时针方向。应当理解,可以替代地或另外地使
用其他图像,诸如,例如显示“顺时针旋转”文本标签、其他附图等。还应当理解,(多个)标签可以出现在辊对中的仅一个辊100上,出现在系统100中的一个辊上,或者根本不出现。
51.虽然该对相对的辊中的每个辊100被显示为具有相同的构造,但是应当理解,相对的锥形辊对中的每个辊的诸如尺寸、形状、材料等的性质可以不同。类似地,另外一对相对的锥形辊中的每个辊的尺寸、形状、材料等可以彼此不同、不同于第一对锥形辊中的辊,和/或不同于后续的相对的锥形辊对中的辊。下面更详细地讨论可以在本公开的系统中使用的辊100的各种性质。
52.可以使用当前公开的系统110变形的材料102的一些非限制性示例可以包括纯铁、钢、不锈钢、铜、马氏体、铬、碳化物、氮化物、金属玻璃、聚合物、珠光体、渗碳体、马氏体钢、铝、珠光体钢、钛、镍、钴、羟基磷灰石、银和/或金,以及其任何组合。使用的材料类型可以至少部分取决于材料102的预期用途和/或锋利性。例如,对于手术刀中使用的锋利边缘,人们可能想要考虑在外科手术过程中适合于接收于人体中的其他生物兼容材料。此外,在一些实施方案中,严重的塑性变形可导致珠光体钢中的渗碳体溶解,以及由于基体中原子的溶解,m
23
c6碳化物转变为m6c。在这种实施方案中,在应力水平增加的情况下,可以实现碳化物的完全溶解。
53.由与锥形辊100接触导致的材料102的变形在图4中更详细地可见,其示出一对辊100使设置于辊100之间的一件材料102变形。如下所示,材料102经由以上讨论的系统110的变形可以累积地使初始材料102从具有矩形横截面变形为“沙漏形横截面”。当材料102放置在相对的辊100对之间并沿箭头方向向下游驱动时,材料102发生变形。锥形辊100相对于材料102的取向可以将变形局部化在中心区域134,例如与两个辊100接触的区域,而其余表面104一般不经任何显著的改变,因此保持起始材料的性质。应当理解,在一些实施方案中,辊100相对于材料的取向可以例如基于沿材料102的表面的变形的期望位置改变。如上所述,在变形过程中没有材料被去除。相反,材料102通过压缩材料102的微观结构而局部变形以形成最终的楔形。如上文关于图3所讨论的,变形之后,材料102可以被向下游驱动至下一对相对的锥形辊100以进一步变形。
54.图5a和5b示出材料102在通过图4的锥形辊100变形之前和之后的横截面图。如图5a所示,材料102的微观结构由各种尺寸和形状的大晶粒140组成。晶粒140的尺寸使它们散布遍布材料102,其间具有一个或多个空间142。由于单个晶粒140的形状不规则,两个或更多个晶粒140之间的晶粒边界144是不均匀的,从而在这些晶粒边界144处产生空间142。此外,如上关于图1所讨论的,组成这些材料的晶粒140的硬度可以不同。当以特定角度进行时,这些晶粒边界144处的应力会在晶粒边界144上施加不均匀的力,引起边界144处晶粒140的摩擦和相对运动。
55.图5b为材料102在其远端102d通过锥形辊100经历局部变形的示例性实施方案。如所示,远端102包括细化区域146,该细化区域146包括形成锋利边缘的凹口150。如所示,细化区域146包括已被压缩以减小其尺寸以产生基本上均质的微观结构的变形晶粒140',例如,细化区域146中的变形晶粒140'具有基本上均匀的尺寸。如所示,细化区域146中的变形晶粒140'的尺寸显著小于材料102的近端102p处的非细化区域。此外,细化区域146中的变形晶粒140'的尺寸沿材料102的长度减小,其中变形晶粒140'位于凹口150附近。本领域技术人员将认识到,具有基本上均质的微观结构的材料102和/或具有基本上均匀的尺寸的细
化区域146中的变形晶粒140',表明变形晶粒140'中每个晶粒的尺寸为变形晶粒的平均晶粒尺寸的约75%,或者变形晶粒140'中每个晶粒的尺寸为变形晶粒的平均晶粒尺寸的约90%,或者变形晶粒140'中每个晶粒的尺寸为变形晶粒的平均晶粒尺寸的约95%,或者变形晶粒140'中每个晶粒的尺寸为变形晶粒的平均晶粒尺寸的约100%,或者变形晶粒140'中每个晶粒的尺寸为变形晶粒的平均晶粒尺寸的约110%,或者变形晶粒140'中每个晶粒的尺寸为变形晶粒的平均晶粒尺寸的约115%,或者变形晶粒140'中每个晶粒的尺寸为变形晶粒的平均晶粒尺寸的约125%。此外,变形晶粒140'的尺寸可以是晶粒140的尺寸的约25%,但是在一些实施方案中,变形晶粒140'的尺寸可以是晶粒140的尺寸的约15%,或者变形晶粒140'的尺寸可以是晶粒140的尺寸的约10%,或者变形晶粒140'的尺寸可以是晶粒140的尺寸的约5%,或者变形晶粒140'的尺寸可以是晶粒140的尺寸的约1%或以下。
56.变形晶粒140'的尺寸减小使得晶粒能够紧密地堆积在一起以填充先前的空间142,从而导致变形晶粒140'之间的这些空间的基本消除。变形晶粒140'之间的空间的不存在允许材料102在其间表现出优异的排列,在中心区域134中产生比它们的宏观对应物更不容易导致失效的晶粒边界144'。变形晶粒140'的堆积还可以增强细化区域146中的材料102,至少部分是由于其中的承载微观结构密度更大。在材料102是珠光体钢的实施方案中,例如,细化区域146的增强可以通过霍尔-佩希效应(塑性变形期间在相界面处的位错堆积)、复合效应(纳米尺寸渗碳体板与铁素体板的塑性共变形)、界面增强(碳含量在两个相之间逐渐变化)和/或固溶体增强(过饱和铁素体)发生。在示出的实施方案中,材料102的强度以及硬度在靠近远端102d处的凹口150处最大并且随着远离远端102d而逐渐减小。
57.本领域技术人员将认识到,细化区域146的尺寸可以至少部分地基于(多个)锥形辊100相对于材料102的位置以及材料102本身而不同。如所示,细化区域146被限制在材料102的被锥形辊100压缩的部分。例如,在一些实施方案中,细化区域146可以大至约350μm,尽管尺寸可以至少部分地基于锥形辊100的尺寸、系统110中的辊的数量、辊100相对于材料102的放置等增加或减少。
58.所示的凹口150具有镜面v形,但在一些其他实施方案中,凹口可以是u形、楔形等。凹口150的尺寸和角度可以至少部分基于材料102的尖端的期望锋利性修改。例如,为了改变材料102的尖端的锋利性,锥形辊100中锥体的角度可以改变。图6a更详细地示出锥形辊100。锥形辊100的基本上圆柱形主体106可以包括在第一端156和第二端158之间延伸的外表面154。在一些实施方案中,锥形辊100可以类似于圆柱体的两个部分,该两个部分被定向成彼此邻接以形成主体106。如上所讨论,如所示,主体106可以逐渐变细至顶点120,该顶点120位于锥形辊100的大致中心处,使得主体106的锥体在第一端156和第二端158之间是对称的。供选择地,在一些实施方案中,顶点120可以比第二端158更靠近第一端156,反之亦然。锥形辊100的外表面154可以成角度,使得沿着主体106形成锥体。如所示,外表面154可以具有从顶点120朝向第一和第二端156、158的锥形角α。锥形角α可以使材料102变形以在切割期间形成在边缘处具有高阻力的尖端。例如,锥形角α可以大约在约5度至约30度的范围,尽管在某些情况下锥形角可以甚至更小,诸如约3度,或更大,诸如至少约60度。较小的角度通常可以提供更锋利的边缘,并且较大的角度通常可以提供施加在刀片上,并从而施加在刀片成为其上一部分的物体(例如,包括刀片的刀)上的更大的负载。例如,小角度可用于制造非常锋利的刀片,这在制造剃刀刀片和手术刀的情况下可能是期望的,中等角度可
用于制造锋利且耐久的边缘,这对于在切割过程中需要承受高负载的刀可能是期望的,并且大角度可用于制造非常抗损坏和耐用的切割工具,这对于制造物品例如盐精炼工具和/或用于塑料和木材的切割工具可能是期望的。在一些实施方案中,任何或所有辊对可以包括平辊和具有如本文所提供的锥形角的锥形辊,使得最终的锋利物体呈现“横刃(chisel edge)”而不是“v形边缘”,其中横截面视图中的“横刃”被配置为看起来像“v”的一半,其中一侧形成基本上直的竖直部分(例如,像这样:|/)。
59.本领域技术人员将认识到,可以影响所选锥形角、锥形辊对的数量、单对中的辊之间的距离以及连续的辊对之间的距离的因素的一些非限制性示例可以包括但不限于边缘的期望硬度和锋利性、上面形成(多个)边缘的(多个)材料类型(例如铝、钢)和/或边缘的最终用途(即,形成的边缘是否将用于切割特别坚硬的材料,传统上难以切穿的材料等)。
60.图6b示出包括锥形中间部分170的辊100'。如所示,锥体可以从顶点120'延伸通过主体106'的距离,该距离小于顶点120'与第一或第二端156'、158'中的任一个之间的距离。也就是说,锥形角α可以在第一和/或第二端156'、158'之前终止,外部主体154'从基本垂直于第一和第二端156'、158'中的每一个的锥体延伸。这种构造可以仅在某个区域(例如,刀片的锋利边缘所在的位置)提供局部变形,这可以允许制造大的刀体,例如,具有基本恒定的厚度和最终的位于特定位置的锋利边缘的刀体。锥形角α的锥度可以与上面关于图6a讨论的相同,然而,在一些实施方案中,角度可以更小或更大。如上面关于图3所讨论的,本领域技术人员将认识到,末端一对或多对辊的锥形角α可以不同于它们上游的对的锥形角。例如,最后一对或最后多对辊的锥形角可以不同于最初一对或最初多对辊的锥形角。这种构造可以在两侧提供可能的“分离”和/或在锋利边缘的最远尖端处赋予特定角度。
61.本公开内容的锥形辊可具有多个锥形角。例如,图6c示出具有锥形角α和第二锥形角β的锥形辊100”。如所示,第二锥形角β可以在锥形角α终止时开始,外表面154”继续以第二锥形角β逐渐变细,直到第一和第二端156”、158”。在具有两个锥形角α、β的实施方案中,主体106”的外表面154”的总锥度可以导致大的总角度,使得这样的实施方案可用于工业应用,诸如厨房刀、用于塑料片材的切割工具的制造以及其他工业应用。本领域技术人员将认识到,在一些实施方案中,第二锥形角β可以在第一和第二端156”、158”之前终止。在一些实施方案中,锥形辊可包括第三和/或第四锥形角和/或其他角度构造是可能的。
62.在一些实施方案中,锥形辊可以在每个辊中包括多个锥体170”'。图6d示出其中形成有三个锥形170”'的锥形辊100”'的实施方案。如下所讨论,多个锥体170”'可用于在使用单个辊时产生多个锋利边缘。例如,锥形辊100”'可用于制造同时具有多于两个锋利边缘的切割器械。三个锥体170”'可用于制造六个锋利边缘,例如每个锥体两个边缘,但应理解,在一些实施方案中,锥体的数量和每个锥体中的边缘的数量可以不同。在一些实施方案中,第三锥形角(未示出)可用于辊100”'的锥体170”',导致材料形成每个锥体170
″
的三个边缘。此外,锥形辊100”'可包括两个或四个或更多个锥体,本领域技术人员将认识到这可导致材料分别具有四个边缘或八个或更多边缘。因此,锥形辊100”'可以用作系统110中的一系列横向设置的辊之一,或用作用于使材料102变形的单组相对的辊对中的辊。
63.锥体170”'可以彼此间隔开一个或多个距离c1、c2。如所示,距离c1、c2可以在每个锥体170”'的顶点120”'之间测量,尽管在一些实施方案中,距离c1、c2可以在锥体的相应起点、锥体的终点和/或锥体的任何对应点之间测量。此外,虽然距离c1、c2被示为基本上相
等,但在一些实施方案中,距离c1可以大于距离c2,反之亦然。距离c1、c2的值的一些非限制性示例可以大约在约1毫米至约500毫米的范围,或大约在约10毫米至约200毫米的范围,距离c1、c2的值基于所制造边缘的目的而不同。
64.如所示,锥形辊100”'可以类似于锥形辊100”,因为锥形辊100”'的每个锥体170”'包括第一锥形角α1、α2、α3和第二锥形角β1、β2、β3。在一些实施方案中,并且如在图6c的实施方案中,第二锥形角β1、β2、β3可以在第一锥形角α1、α2、α3终止时开始,而外表面154”'继续在第二锥形角β1、β2、β3处逐渐变细。
65.在一些实施方案中,锥形辊100”'可以在锥形辊100”'的外表面154”'中包括一个或多个接合部180”',在这里锥形角α1、α2、α3、β1、β2、β3终止。例如,如图6d所示,第一锥形角α1可以从第一锥体170a”'的顶点120”'延伸通过第一距离a1,其中a1测量顶点120”'和第一接合部180a”'之间的距离。距离a1的值的一些非限制性示例可以大约在约0.001毫米至约100毫米的范围。如上所讨论,第一锥体170a”'的第二锥形角β1可以在第一锥形角α1终止时例如在第一接合部180a”'开始,并且在第二接合部180b”'终止。第二锥形角β1可以延伸通过第二距离b1,b1在第一接合部180a”'和第二接合部180b”'之间测量。距离b1的值的一些非限制性示例可以大约在约0.001毫米至约100毫米的范围。第二锥体170b”'和第三锥体170c”'的锥形角α2、α3、β2、β3的距离分别通过距离a2、b2、a3、b3测量。本领域技术人员将认识到,上述构造可以对应地应用于第二和第三锥体170b”'、170c”'。此外,锥形角α1、α2、α3、β1、β2、β3以及距离a1、b1、a2、b2、a3、b3的一个或多个值可以与至少在关于该实施方案指定的范围内的锥形角α1、α2、α3、β1、β2、β3以及距离a1、b1、a2、b2、a3、b3的任何其他值相同和/或不同。
66.图7a和7b示出经历通过第一锥形辊100变形的材料102的横截面。图7a示出变形之前的材料102,例如第一锥形辊100的上游的材料102,而图7b示出在通过第一锥形辊100变形之后中心区域134变形为细化区域146的材料102,例如第一锥形辊的下游的材料102。如所示,材料102一旦变形,可具有沙漏形状,变形位于其中心区域134,该中心区域134对应于被锥形辊100压缩的区域。
67.细化区域146具有与变形之前基本上相同量的材料和/或质量。也就是说,基本上没有任何材料由于与锥形辊100接触被去除。本领域技术人员将认识到,具有基本上相同质量的材料并且基本上没有任何材料被去除的材料表明变形材料具有变形前材料质量的至少约90%,但在一些实施方案中,或变形材料的质量可为变形前材料质量的至少约95%,或变形前材料质量的至少约97%,或变形前材料质量的至少约99%,或变形前材料质量的约100%。细化区域146可以被另外的相对的锥形辊对向下游驱动以进一步变形。一旦材料102充分变形,就可以将材料分开,使得产生两个锋利边缘,在图7b所示的沙漏形状的每一侧一个。这些锋利边缘中的每一个都可以用作剃刀、刀和其他类似用途的刀片。
68.如通过位于材料的中心区域134中的细化区域146所示,材料102的局部变形导致在新形成的锋利边缘的尖端处的材料102的微观结构,其不同于距离凹口150更远的微观结构。因此,通过锥形辊的局部变形允许在期望的位置靶向材料的特定性质。例如,材料102可以被定制为在凹口150处具有高硬度和阻力,距离凹口150更远的材料更柔软、更柔韧。本领域技术人员将认识到,用现有的珩磨方法不能获得这种机械性质上的差异,因为珩磨过程中施加的热处理遍布刀片上是均质的,因此将会被施加跨越材料的整个长度。
69.图8示出跨越变形材料102的硬度变化的热图。如所示,位于距离凹口150更远的更柔软、更柔韧的材料保持较大晶粒尺寸的晶粒140,随着变形晶粒140’在更靠近凹口150的细化区域146内沿着材料102的出现率增加,材料102的硬度逐渐增加。更靠近凹口150的细化区域146表现出最大的变形量,并且相应地表现出最大硬度。该细化区域146中的变形晶粒140'的均质性基本上均匀。
70.上述实施方案的实施例可以包括以下:
71.1.一种变形材料,其包括:
72.金属材料段,所述金属材料段在其至少变形部分中具有基本上均质的微观结构,所述基本上均质的微观结构具有多个基本上均匀尺寸的变形晶粒,所述变形晶粒的尺寸小于所述金属材料段的一个或多个未变形部分中的晶粒的尺寸和变形前变形部分中的晶粒的尺寸。
73.2.权利要求1所述的变形材料,其中,所述金属材料段包含纯铁、钢、不锈钢、铜、马氏体、铬、碳化物、氮化物、金属玻璃、聚合物、珠光体、渗碳体、马氏体钢、铝、珠光体钢、钛、镍、钴、羟基磷灰石、银或金中的一种或多种。
74.3.权利要求1或2所述的变形材料,其中,所述多个变形晶粒的尺寸大约在所述变形晶粒的平均晶粒尺寸的约75%至所述变形晶粒的平均晶粒尺寸的约125%的范围。
75.4.权利要求1至3中任一项所述的变形材料,其中,所述变形晶粒的尺寸为所述未变形部分中的晶粒尺寸的约25%。
76.5.权利要求1至3中任一项所述的变形材料,其中,所述变形晶粒的尺寸为变形前晶粒尺寸的约25%。
77.6.一种用于制造锋利边缘的系统,其包括:
78.第一对相对的锥形辊,其被构造成旋转以向下游驱动设置在其间的材料,所述锥形辊具有一个或多个特征,其被构造成在材料被向下游驱动时使材料变形;和
79.至少一对另外的相对的锥形辊,其横向地设置在第一对相对的锥形辊的下游并且被构造成旋转以向下游驱动从第一对相对的锥形辊接收的材料,
80.其中第一对相对的锥形辊中的每个辊包括大致圆柱形的构造,其包括第一端、第二端和顶点,每个辊的相对表面在第一端和顶点之间以及在第二端和顶点之间呈锥形,以及
81.其中从沿着第一对相对的锥形辊的每个辊的相对表面的顶点测量的第一对相对的锥形辊的每个辊之间的距离大于从沿着至少一对另外的相对的锥形辊的每个辊的相对表面的顶点测量的至少一对另外的相对的锥形辊的每个辊之间的距离。
82.7.权利要求6所述的系统,其中,所述一个或多个特征还包括第一锥形角,所述第一锥形角沿着锥形辊的外表面在锥形辊的顶点与锥形辊的第一端和第二端中的一个或多个之间延伸,锥形辊的顶点和外表面被构造成施加压缩力以使材料变形。
83.8.权利要求7所述的系统,其中,所述第一锥形角的值大约在约3度至约60度的范围。
84.9.权利要求8所述的系统,其中,所述第一锥形角的值大约在约5度至约30度的范围。
85.10.权利要求7所述的系统,其中,所述锥形辊包括第二锥形角,所述第二锥形角在
所述第一锥形角与所述锥形辊的第一端和第二端中的一个或多个之间延伸,所述锥形角具有与第一锥形角的值不同的值。
86.11.权利要求6至10中任一项所述的系统,其中,所述至少一对另外的相对的锥形辊包括至少五对相对的锥形辊,每对设置在彼此的下游,并且对于所述至少五对相对的锥形辊的每个后续下游对,所述至少五对相对的锥形辊的相应对的每个辊之间的距离减小。
87.12.权利要求6至11中任一项所述的系统,其中,所述至少一对另外的相对的锥形辊的末端对的相对的锥形辊的每个辊之间的距离实际上为零。
88.13.权利要求6至12中任一项所述的系统,其中,所述材料包括纯铁、钢、不锈钢、铜、马氏体、铬、碳化物、氮化物、金属玻璃、聚合物、珠光体、渗碳体、马氏体钢、铝、珠光体钢、钛、镍、钴、羟基磷灰石、银或金中的一种或多种。
89.14.权利要求6至13中任一项所述的系统,其中,所述第一对相对的锥形辊中的每个辊沿着与所述第一对相对的锥形辊中的相对锥形辊相反的方向旋转,以向下游驱动材料。
90.15.权利要求6至14中任一项所述的系统,其中,在变形期间基本上没有材料的任何部分被去除。
91.16.权利要求6至15中任一项所述的系统,其中,所述变形材料的质量与所述材料在变形之前的质量基本上相同。
92.17.权利要求6至16中任一项所述的系统,其中,所述第一对相对的锥形辊中的至少一个辊包括多个锥体,每个锥体具有多个锥形角。
93.18.一种制造边缘的方法,其包括:
94.在第一对相对的锥形辊之间进给金属材料段;和
95.旋转第一对相对的锥形辊以推进金属材料段通过其中,该对相对的锥形辊在所述金属材料段的两侧引起局部变形,所述金属材料段分裂以形成两个金属件,每个金属件具有包括局部变形区域的锋利边缘。
96.19.权利要求18所述的方法,其还包括:
97.在横向设置在第一对相对的锥形辊下游的至少一对另外的相对的锥形辊之间接收金属材料段;和
98.旋转所述至少一对另外的相对的锥形辊以使接收的通过其中的金属材料段向下游推进,所述一对另外的相对的锥形辊在金属材料段的两侧引起进一步的局部变形。
99.20.权利要求19所述的方法,其中,旋转所述第一对相对的锥形辊和所述至少一对另外的相对的锥形辊以使所述金属材料段横向地推进通过其中,形成沿着所述金属材料段的两个镜面v形凹口。
100.21.权利要求19或20所述的方法,其中,包括第一锥形角的所述第一对相对的锥形辊的顶点与所述第一对相对的锥形辊的第一端和第二端中的一个或多个之间的第一对相对的锥形辊的外表面的部分与所述金属材料段接合,以使所述金属材料段的两侧变形。
101.22.权利要求18至21中任一项所述的方法,还包括将所述金属材料段相对于所述第一对相对的锥形辊定位在沿着所述金属材料段的预定位置处,使得在所述预定位置处形成边缘。
102.23.权利要求22所述的方法,其中,沿着预定位置之外的金属材料段基本上不发生
任何局部变形。
103.24.权利要求18至23中任一项所述的方法,其中,在变形期间基本上没有金属材料段的任何部分被去除。
104.25.权利要求18至24中任一项所述的方法,其中,变形后金属材料段的质量与变形前的材料的质量基本上相同。
105.26.权利要求18至25中任一项所述的方法,其中,所述金属材料段包含铜。
106.27.权利要求18至26中任一项所述的方法,其中,所述金属材料段包含不锈钢或珠光体钢中的一种或多种。
107.基于上述实施方案,本领域技术人员将理解本公开内容的进一步特征和优点。因此,除了所附权利要求书所指出的以外,本公开内容不受已经具体示出和描述的内容的限制。本文引用的所有公开和参考文献都明确地通过引用以其整体并入本文。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1