一种玻璃高脚杯生产成型装置的制作方法
1.本发明属于玻璃加工技术领域,具体涉及一种玻璃高脚杯生产成型装置。
背景技术:
2.玻璃杯是原材料为玻璃的杯子,通常原材料为高硼硅玻璃,经过600多度的高温烧制而成,它是新型的环保型茶杯,越来越受到人们的青睐,玻璃杯的生产流程包括以下步骤:1、原料的预加工;2、混合料配置;3、配料熔制;4、玻璃杯的加工成型;5、热处理,玻璃杯的加工成型主要有两种方式:人工吹制和机器压制,由于人工吹制生产效率慢、劳动强度大且工人的工作环境差,一些结构简单的玻璃杯由人工吹制被机器压制逐渐取代。
3.现有的采用机器压制生产玻璃杯,固然大大提高了生产效率,但是机器压制玻璃杯也存在一定的问题,例如在生产玻璃高脚杯时流程较为复杂,生产玻璃高脚杯时,先利用冲头冲压杯身,杯身制作完成后,人工将杯身取出,然后再在杯身的底部制作杯梗和杯座,制作杯梗和杯座的过程中极容易烫伤工作人员的手部,且玻璃高脚杯的生产较也为麻烦,还需要工人将杯身取出,生产效率有待进一步提高,而且工人提取杯身时容易使杯身表面划损,产生残次品的问题,为此我们提出一种玻璃高脚杯生产成型装置。
技术实现要素:
4.本发明的目的在于提供一种玻璃高脚杯生产成型装置,以解决上述背景技术中提出的问题。
5.为实现上述目的,本发明提供如下技术方案:一种玻璃高脚杯生产成型装置,包括底座、滑动收缩机构、模具移动定位机构、脱模机构、浇注机构和拿取拼接机构,所述底座顶端的一定设有滑动收缩机构,所述底座顶端的另一端固定连接有第一支撑杆,所述第一支撑杆一侧的顶端固定连接有连接支撑环,所述连接支撑环的内侧旋转连接有模具移动定位机构,所述模具移动定位机构的一端设有脱模机构,所述模具移动定位机构一定的顶端设有支撑台,所述支撑台的顶端设有浇注机构,所述浇注机构的一侧设有拿取拼接机构。
6.优选的,所述滑动收缩机构包括滑槽,所述滑槽的内侧滑动连接有滑块,所述滑块的顶端固定连接有第二支撑杆,所述滑块一端的中部固定连接有电动收缩拉杆,所述电动收缩拉杆与底座的内侧固定连接。
7.优选的,所述模具移动定位机构包括模具转动筒,所述模具转动筒外侧的一端固定连接有模具定位槽,所述模具定位槽内侧的一端固定有内模柱,所述内模柱的外侧设有外模具,所述外模具两端的底端固定有限位连接块,所述外模具两端的顶端固定有定位卡板。
8.优选的,所述脱模机构包括第一脱模环、第二脱模环和限位连接块,所述第一脱模环的一端固定连接有旋转槽,所述第一脱模环顶端的中部固定连接有第一脱模移动槽,所述第一脱模移动槽的内侧滑动连接有第一脱模移动块,所述第一脱模移动块一端的中部固定连接有第一电动伸缩杆,所述第一脱模移动块的顶端固定连接有第一定位卡槽板,所述
第二脱模环顶端的中部固定连接有第二脱模移动槽,所述第二脱模移动槽的内侧滑动连接有第二脱模移动块,所述第二脱模移动块的顶端固定连接有第二定位卡槽板,所述第二脱模移动块一端的中部固定连接有第二电动伸缩杆,所述第一脱模环另一端顶端的中部固定连接有第六电动伸缩杆,所述第二定位卡槽板一端的底端设有切割分隔机构。
9.优选的,所述浇注机构包括溶液箱,所述溶液箱一端的中部设有伸缩浇注管,所述伸缩浇注管的中部设有第三电动伸缩杆,所述第三电动伸缩杆的底端与伸缩浇注管的底端固定连接。
10.优选的,所述拿取拼接机构包括第四电动伸缩杆,所述第四电动伸缩杆的底端固定连接有吸盘,所述第四电动伸缩杆外侧的底端固定连接有连接柱,所述连接柱内侧的两端设有第五电动伸缩杆,所述第五电动伸缩杆的底端设有高温融化枪,所述高温融化枪的顶端设有电动收缩推杆,所述电动收缩推杆的一端固定连接有弧形夹块,所述弧形夹块的一端卡接有收纳槽柱,所述电动收缩推杆的顶端与第五电动伸缩杆中部的底端固定连接。
11.优选的,所述切割分隔机构包括收缩槽,所述收缩槽一端中部的上下两端固定连接有电动收缩拉杆,所述收缩槽的内侧滑动连接有分隔板,所述电动收缩拉杆的一端与分隔板一端的上下两端固定连接。
12.优选的,所述第六电动伸缩杆的另一端与连接支撑环一端的顶端固定连接,所述第一脱模环的顶端滑动连接有第一环块,所述第二脱模环的顶端滑动连接有第二环块,所述旋转槽内侧的大小与限位连接块外侧的大小相匹配。
13.与现有技术相比,本发明的有益效果是:
14.1、通过设计的模具移动定位机构、浇注机构和切割分隔机构,使用时,由模具移动定位机构里的模具转动筒缓慢将模具转动筒一端设置的两组内模柱和外模具转动带动到浇注机构的一端使得外模具顶端的浇注孔对准浇注机构里伸缩浇注管的底端,由第三电动伸缩杆带动伸缩浇注管的底端伸缩卡到外模具顶端固定的浇注孔里,由伸缩浇注管自动打开阀门往外模具里注入玻璃溶液,内模柱和外模具相互配合使得玻璃高脚杯浇注成型,然后由切割分隔机构上的电动收缩拉杆带动分隔板全部推进杯梗与杯体的交接出将浇注好的没有冷却的的玻璃溶液切割分隔开然后人工将浇注口封上,再由模具转动筒缓慢将下一个模具转动到伸缩浇注管的底端,浇注好的模具在转动的过程热度进行冷气,循环工作直至将四个模具浇筑好,起到了可以降低生产时因等待冷却浪费的时间,循环连续制作玻璃杯有利于提高玻璃杯的生产效率。
15.2、通过设计的拿取拼接机构和脱模机构,使用时,溶液箱缓慢转动九十度使得拿取拼接机构的底端垂直于浇注冷却好的模具的顶端,然后由拿取拼接机构上的第四电动伸缩杆带动第四电动伸缩杆底端固定的吸盘,下移吸附在浇注孔顶端暴露的玻璃底座面上将玻璃的底座固定好,然后由第一电动伸缩杆通过第一定位卡槽板和第一脱模移动块带动外模具一端固定的定位卡板向外拉,与第二电动伸缩杆通过第二脱模移动块和第二定位卡槽板带动外模具另一端固定的定位卡板向对立方向的外侧拉动,两向配合将外模具顶端杯梗和杯座的模具脱模掉,然后由第五电动伸缩杆伸缩带动高温融化枪下移到杯梗与杯体的交接出,由电动收缩推杆伸缩带动弧形夹块夹到杯梗上由弧形夹块内侧的吸附层将杯梗吸附固定好,然后由高温融化枪对杯梗的底端进行加热融化,融化后由第四电动伸缩杆通过杯座伸缩推动杯梗下移粘合到杯体上,粘合冷却好后,由第六电动伸缩杆分别带动第一脱模
环顶端的环块和第二脱模环顶端的环块做相对运动将外模具分开对玻璃高脚杯进行脱模,脱模后的玻璃高脚杯在弧形夹块的夹取下上升使得玻璃高脚杯与内模柱分离脱模,然后由溶液箱旋转带动玻璃高脚杯移动到装置的一侧,放置在安装在装置一侧的运输带上,起到了便于对制作的玻璃杯进行脱模拿取,拿取时由吸盘夹进行夹取,有利于减少玻璃杯上出现划痕,有利于提高玻璃杯的生产质量,有利于防止杯梗和杯体连接时烫伤工作人员的手部,有利于提高制作的安全性。
附图说明
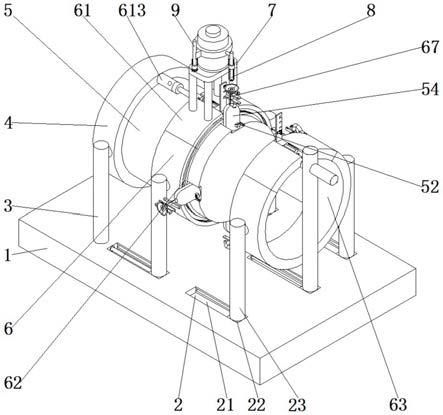
16.图1为本发明整体立体图的结构示意图;
17.图2为本发明模具移动定位机构拆卸立体图的结构示意图;
18.图3为本发明第一脱模环、浇注机构的和拿取拼接机构连接立体图的拆卸结构示意图;
19.图4为本发明第二脱模环和切割分隔机构连接立体图的结构示意图;
20.图5为本发明拿取拼接机构拆卸立体图的结构示意图;
21.图6为本发明底座立体图的结构示意图;
22.图7为本发明a部结构放大图的结构示意图;
23.图8为本发明收纳槽柱立体图的结构示意图;
24.图9为本发明连接支撑环和第一脱模环连接的拆卸立体图结构示意图。
25.图中:1、底座;2、滑动收缩机构;21、滑槽;22、滑块;23、第二支撑杆;24、电动收缩拉杆;3、第一支撑杆;4、连接支撑环;5、模具移动定位机构;51、模具转动筒;52、模具定位槽;53、内模柱;54、外模具;55、定位卡板;6、脱模机构;61、第一脱模环;62、旋转槽;63、第二脱模环; 64、第一脱模移动槽;65、第一脱模移动块;66、第一电动伸缩杆;67、第一定位卡槽板;68、限位连接块;69、第二脱模移动槽;610、第二电动伸缩杆;611、第二脱模移动块;612、第二定位卡槽板;613、第六电动伸缩杆; 7、支撑台;8、浇注机构;81、溶液箱;82、伸缩浇注管;83、第三电动伸缩杆;9、拿取拼接机构;91、第四电动伸缩杆;92、吸盘;93、连接柱;94、第五电动伸缩杆;95、高温融化枪;96、电动收缩推杆;97、弧形夹块;98、收纳槽柱;10、切割分隔机构;101、收缩槽;102、电动收缩拉杆;103、分隔板。
具体实施方式
26.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
27.请参阅图1
‑
9,本发明提供一种技术方案:一种玻璃高脚杯生产成型装置,包括底座1、滑动收缩机构2、模具移动定位机构5、脱模机构6、浇注机构8 和拿取拼接机构9,底座1顶端的一定设有滑动收缩机构2,底座1顶端的另一端固定连接有第一支撑杆3,第一支撑杆3一侧的顶端固定连接有连接支撑环4,连接支撑环4的内侧旋转连接有模具移动定位机构5,模具移动定位机构5的一端设有脱模机构6,模具移动定位机构5一定的顶端设有支撑台7,支撑台7的顶端设有浇注机构8,浇注机构8的一侧设有拿取拼接机构9。
28.本实施方案中,通过设计的模具移动定位机构5、浇注机构8和切割分隔机构10,使用时,由模具移动定位机构5里的模具转动筒51缓慢将模具转动筒51一端设置的两组内模柱53和外模具54转动带动到浇注机构8的一端使得外模具54顶端的浇注孔对准浇注机构8里伸缩浇注管82的底端,由第三电动伸缩杆83带动伸缩浇注管82的底端伸缩卡到外模具54顶端固定的浇注孔里,由伸缩浇注管82自动打开阀门往外模具54里注入玻璃溶液,内模柱 53和外模具54相互配合使得玻璃高脚杯浇注成型,然后由切割分隔机构10 上的电动收缩拉杆102带动分隔板103全部推进杯梗与杯体的交接出将浇注好的没有冷却的的玻璃溶液切割分隔开然后人工将浇注口封上,再由模具转动筒51缓慢将下一个模具转动到伸缩浇注管82的底端,浇注好的模具在转动的过程热度进行冷气,循环工作直至将四个模具浇筑好,起到了可以降低生产时因等待冷却浪费的时间,循环连续制作玻璃杯有利于提高玻璃杯的生产效率,通过设计的拿取拼接机构9和脱模机构6,使用时,溶液箱81缓慢转动九十度使得拿取拼接机构9的底端垂直于浇注冷却好的模具的顶端,然后由拿取拼接机构9上的第四电动伸缩杆91带动第四电动伸缩杆91底端固定的吸盘92,下移吸附在浇注孔顶端暴露的玻璃底座面上将玻璃的底座固定好,然后由第一电动伸缩杆66通过第一定位卡槽板67和第一脱模移动块65 带动外模具54一端固定的定位卡板55向外拉,与第二电动伸缩杆610通过第二脱模移动块611和第二定位卡槽板612带动外模具54另一端固定的定位卡板55向对立方向的外侧拉动,两向配合将外模具54顶端杯梗和杯座的模具脱模掉,然后由第五电动伸缩杆94伸缩带动高温融化枪95下移到杯梗与杯体的交接出,由电动收缩推杆96伸缩带动弧形夹块97夹到杯梗上由弧形夹块97内侧的吸附层将杯梗吸附固定好,然后由高温融化枪95对杯梗的底端进行加热融化,融化后由第四电动伸缩杆91通过杯座伸缩推动杯梗下移粘合到杯体上,粘合冷却好后,由第六电动伸缩杆613分别带动第一脱模环61 顶端的环块和第二脱模环63顶端的环块做相对运动将外模具54分开对玻璃高脚杯进行脱模,脱模后的玻璃高脚杯在弧形夹块97的夹取下上升使得玻璃高脚杯与内模柱53分离脱模,然后由溶液箱81旋转带动玻璃高脚杯移动到装置的一侧,放置在安装在装置一侧的运输带上,起到了便于对制作的玻璃杯进行脱模拿取,拿取时由吸盘夹进行夹取,有利于减少玻璃杯上出现划痕,有利于提高玻璃杯的生产质量,有利于防止杯梗和杯体连接时烫伤工作人员的手部,有利于提高制作的安全性。
29.具体的,滑动收缩机构2包括滑槽21,滑槽21的内侧滑动连接有滑块 22,滑块22的顶端固定连接有第二支撑杆23,滑块22一端的中部固定连接有电动收缩拉杆24,电动收缩拉杆24与底座1的内侧固定连接。
30.本实施方案中,通过设计的滑动收缩机构2,移动时,由电动收缩拉杆 24通过滑块22和第二支撑杆23带动第二脱模环63向外移动,对整个模具进行拆卸,起到了便于对拆卸的模具的内部进行清洗,拆卸时较为省时省力。
31.具体的,模具移动定位机构5包括模具转动筒51,模具转动筒51外侧的一端固定连接有模具定位槽52,模具定位槽52内侧的一端固定有内模柱53,内模柱53的外侧设有外模具54,外模具54两端的底端固定有限位连接块68,外模具54两端的顶端固定有定位卡板55。
32.本实施方案中,通过设计的模具移动定位机构5使用时,由模具移动定位机构5里的模具转动筒51缓慢将模具转动筒51一端设置的两组内模柱53 和外模具54转动带动到浇注机构8的一端使得外模具54顶端的浇注孔对准浇注机构8里伸缩浇注管82的底端,起到了
便于循环替换浇注模具,循环替换模具时较为省时省力。
33.具体的,脱模机构6包括第一脱模环61、第二脱模环63和限位连接块 68,第一脱模环61的一端固定连接有旋转槽62,第一脱模环61顶端的中部固定连接有第一脱模移动槽64,第一脱模移动槽64的内侧滑动连接有第一脱模移动块65,第一脱模移动块65一端的中部固定连接有第一电动伸缩杆66,第一脱模移动块65的顶端固定连接有第一定位卡槽板67,第二脱模环63顶端的中部固定连接有第二脱模移动槽69,第二脱模移动槽69的内侧滑动连接有第二脱模移动块611,第二脱模移动块611的顶端固定连接有第二定位卡槽板612,第二脱模移动块611一端的中部固定连接有第二电动伸缩杆610,第一脱模环61另一端顶端的中部固定连接有第六电动伸缩杆613,第二定位卡槽板612一端的底端设有切割分隔机构10,第六电动伸缩杆613的另一端与连接支撑环4一端的顶端固定连接,第一脱模环61的顶端滑动连接有第一环块,第二脱模环63的顶端滑动连接有第二环块,旋转槽62内侧的大小与限位连接块68外侧的大小相匹配。
34.本实施方案中,通过设计的脱模机构6由拿取拼接机构9上的第四电动伸缩杆91带动第四电动伸缩杆91底端固定的吸盘92,下移吸附在浇注孔顶端暴露的玻璃底座面上将玻璃的底座固定好,然后由第一电动伸缩杆66通过第一定位卡槽板67和第一脱模移动块65带动外模具54一端固定的定位卡板 55向外拉,与第二电动伸缩杆610通过第二脱模移动块611和第二定位卡槽板612带动外模具54另一端固定的定位卡板55向对立方向的外侧拉动,两向配合将外模具54顶端杯梗和杯座的模具脱模掉,然后由第五电动伸缩杆94 伸缩带动高温融化枪95下移到杯梗与杯体的交接出,由电动收缩推杆96伸缩带动弧形夹块97夹到杯梗上由弧形夹块97内侧的吸附层将杯梗吸附固定好,然后由高温融化枪95对杯梗的底端进行加热融化,融化后由第四电动伸缩杆91通过杯座伸缩推动杯梗下移粘合到杯体上,粘合冷却好后,由第六电动伸缩杆613分别带动第一脱模环61顶端的环块和第二脱模环63顶端的环块做相对运动将外模具54分开对玻璃高脚杯进行脱模,脱模后的玻璃高脚杯在弧形夹块97的夹取下上升使得玻璃高脚杯与内模柱53分离脱模,然后由溶液箱81旋转带动玻璃高脚杯移动到装置的一侧,放置在安装在装置一侧的运输带上,起到了便于对浇注好的玻璃高脚杯进行连续脱模,有利于提高玻璃高脚杯的生产效率。
35.具体的,浇注机构8包括溶液箱81,溶液箱81一端的中部设有伸缩浇注管82,伸缩浇注管82的中部设有第三电动伸缩杆83,第三电动伸缩杆83的底端与伸缩浇注管82的底端固定连接,切割分隔机构10包括收缩槽101,收缩槽101一端中部的上下两端固定连接有电动收缩拉杆102,收缩槽101的内侧滑动连接有分隔板103,电动收缩拉杆102的一端与分隔板103一端的上下两端固定连接。
36.本实施方案中,通过设计的浇注机构8和切割分隔机构10,使用时,由模具移动定位机构5里的模具转动筒51缓慢将模具转动筒51一端设置的两组内模柱53和外模具54转动带动到浇注机构8的一端使得外模具54顶端的浇注孔对准浇注机构8里伸缩浇注管82的底端,由第三电动伸缩杆83带动伸缩浇注管82的底端伸缩卡到外模具54顶端固定的浇注孔里,由伸缩浇注管82自动打开阀门往外模具54里注入玻璃溶液,内模柱53和外模具54相互配合使得玻璃高脚杯浇注成型,然后由切割分隔机构10上的电动收缩拉杆 102带动分隔板103全部推进杯梗与杯体的交接出将浇注好的没有冷却的的玻璃溶液切割分隔开,使得杯体与杯梗分开成型然后人工将浇注口封上,起到了便于对玻璃高脚杯进行浇注成型,使得
玻璃高脚杯制作的安全性较高。
37.具体的,拿取拼接机构9包括第四电动伸缩杆91,第四电动伸缩杆91的底端固定连接有吸盘92,第四电动伸缩杆91外侧的底端固定连接有连接柱 93,连接柱93内侧的两端设有第五电动伸缩杆94,第五电动伸缩杆94的底端设有高温融化枪95,高温融化枪95的顶端设有电动收缩推杆96,电动收缩推杆96的一端固定连接有弧形夹块97,弧形夹块97的一端卡接有收纳槽柱98,电动收缩推杆96的顶端与第五电动伸缩杆94中部的底端固定连接。
38.本实施方案中,通过设计的拿取拼接机构9,使用时,溶液箱81缓慢转动九十度使得拿取拼接机构9的底端垂直于浇注冷却好的模具的顶端,然后由拿取拼接机构9上的第四电动伸缩杆91带动第四电动伸缩杆91底端固定的吸盘92,下移吸附在浇注孔顶端暴露的玻璃底座面上将玻璃的底座固定好,然后由第一电动伸缩杆66通过第一定位卡槽板67和第一脱模移动块65带动外模具54一端固定的定位卡板55向外拉,与第二电动伸缩杆610通过第二脱模移动块611和第二定位卡槽板612带动外模具54另一端固定的定位卡板 55向对立方向的外侧拉动,两向配合将外模具54顶端杯梗和杯座的模具脱模掉,然后由第五电动伸缩杆94伸缩带动高温融化枪95下移到杯梗与杯体的交接出,由电动收缩推杆96伸缩带动弧形夹块97夹到杯梗上由弧形夹块97 内侧的吸附层将杯梗吸附固定好,然后由高温融化枪95对杯梗的底端进行加热融化,融化后由第四电动伸缩杆91通过杯座伸缩推动杯梗下移粘合到杯体上,粘合冷却好后,由第六电动伸缩杆613分别带动第一脱模环61顶端的环块和第二脱模环63顶端的环块做相对运动将外模具54分开对玻璃高脚杯进行脱模,脱模后的玻璃高脚杯在弧形夹块97的夹取下上升使得玻璃高脚杯与内模柱53分离脱模,然后由溶液箱81旋转带动玻璃高脚杯移动到装置的一侧,放置在安装在装置一侧的运输带上,起到了便于对制作的玻璃杯进行脱模拿取,拿取时由吸盘夹进行夹取,有利于减少玻璃杯上出现划痕,有利于提高玻璃杯的生产质量。
39.工作原理:使用时,由模具移动定位机构5里的模具转动筒51缓慢将模具转动筒51一端设置的两组内模柱53和外模具54转动带动到浇注机构8的一端使得外模具54顶端的浇注孔对准浇注机构8里伸缩浇注管82的底端,转动到顶端时,外模具54顶端两端固定连接的定位卡板55卡到第一定位卡槽板67上在第一定位卡槽板67上的磁力槽和定位卡板55上的磁铁槽相互吸附将模具固定住,然后由第三电动伸缩杆83带动伸缩浇注管82的底端伸缩卡到外模具54顶端固定的浇注孔里,由伸缩浇注管82自动打开阀门往外模具54里注入玻璃溶液,内模柱53和外模具54相互配合使得玻璃高脚杯浇注成型,然后由切割分隔机构10上的电动收缩拉杆102带动分隔板103全部推进杯梗与杯体的交接出将浇注好的没有冷却的的玻璃溶液切割分隔开形成杯梗和杯体,然后人工将浇注口封上,再由模具转动筒51缓慢反向逆时针旋转使得定位卡板55与第一定位卡槽板67开,然后由第一电动伸缩杆66通过第一脱模移动块65带动第一定位卡槽板67沿着第一脱模移动槽64移动一定的距离后然后由模具转动筒51缓慢顺时针旋转将浇注好的模具转动走,然后在将第一定位卡槽板67推回原位,将下一个模具转动到伸缩浇注管82的底端,浇注好的模具在转动的过程热度进行冷气,循环工作直至将四个模具浇筑好,然后由溶液箱81缓慢转动九十度使得拿取拼接机构9的底端垂直于浇注冷却好的模具的顶端,由拿取拼接机构9上的第四电动伸缩杆91带动第四电动伸缩杆91底端固定的吸盘92,下移吸附在浇注孔顶端暴露的玻璃底座面上将玻璃的底座固定好,然后由第一电动伸缩杆66通过第一定位卡槽板67和第一脱模移动块65带动外模
具54一端固定的定位卡板55向外拉,与第二电动伸缩杆610通过第二脱模移动块611和第二定位卡槽板612带动外模具54另一端固定的定位卡板55向对立方向的外侧拉动,两向配合将外模具54顶端杯梗和杯座的模具脱模掉,然后由第五电动伸缩杆94伸缩带动高温融化枪95 下移到杯梗与杯体的交接出,由电动收缩推杆96伸缩带动弧形夹块97夹到杯梗上由弧形夹块97内侧的吸附层将杯梗吸附固定好,然后由高温融化枪95 对杯梗的底端进行加热融化,融化后由第四电动伸缩杆91通过杯座伸缩推动杯梗下移粘合到杯体上,粘合冷却好后,由第六电动伸缩杆613分别带动第一脱模环61顶端的环块和第二脱模环63顶端的环块做相对运动将外模具54 分开对玻璃高脚杯进行脱模,脱模后的玻璃高脚杯在弧形夹块97的夹取下上升使得玻璃高脚杯与内模柱53分离脱模,然后由溶液箱81旋转带动玻璃高脚杯移动到装置的一侧,放置在安装在装置一侧的运输带上,循环连续工作即可。
40.尽管已经示出和描述了本发明的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本发明的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由所附权利要求及其等同物限定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1