一种多工位单晶炉及单晶人体关节制备方法与流程
1.本发明涉及医用植入物技术领域,尤其涉及一种多工位单晶炉及单晶人工关节制备方法。
背景技术:
2.目前的医用植入物多由金属制成,为了延长医用植入物的使用寿命,提高医用金属植入物的耐腐蚀性具有很重要的现实意义。在经过了长期的调整金属医用植入物的化学成分以提高其耐腐蚀性的努力后,金属植入物的化学成分方面在考虑生物学性能之后,耐腐蚀性能已经没有提高的空间了。
3.提高医用金属植入物的耐腐蚀性的另一个研究方向是通过改变植入物的金属组织结构以提高植入物的耐腐蚀性。目前的金属医用植入物的金属组织都是多晶体,多晶体抗腐蚀的最大薄弱点就是多晶体含有大量的晶粒间界(晶界),而单晶体是没有晶界的,也就克服了多晶体抗腐蚀的最大薄弱点,因此,单晶体金属医用植入物是目前重要的研究方向之一。
4.但是金属单晶体用于生物医用植入物的难点,在于单晶体的生长速度太慢,因此生产效率太低,这也就使得成本过高,使得金属单晶体生物医用植入物无法进入市场。目前的单晶炉提高生产效率的方法就是增大铸造模壳的产品单元数量,使得一个铸造模壳包含多个单晶人工关节。但是包含越多单晶人工关节的铸造模壳在单晶炉中拉单晶时,其单晶生长的固液界面前沿温度梯度就越低,为了保证产品仍然是单晶体,拉晶的速度也就是单晶体的生长速度就不得不越慢,而且像人工关节这样具有复杂外形的人体植入物,目前的单晶炉,即使一个铸造模壳包含一个单晶人工关节,采用常规的拉晶速度也拉不成单晶。原因是目前工业化常用的单晶炉采用碳纤维隔热屏形成单晶生长的固液界面,以形成晶体固化所需的温度梯度,这样铸造模壳与该隔热屏圆孔的缝隙越小,该温度梯度就越高,而单晶人工关节的铸造模壳在拉晶时,穿过这种隔热屏的圆孔时必然由于人工关节的形状复杂而使得该铸造模壳与隔热屏的孔形无法较好匹配,以及拉晶过程中缝隙也不断变化,因此该温度梯度根本无法保证。
技术实现要素:
5.鉴于上述分析,本发明旨在提供一种多工位单晶炉及单晶人工关节制备方法,以解决现有的单晶炉生产效率低的问题。
6.本发明的目的主要是通过以下技术方案实现的:
7.一种多工位单晶炉,包括铸造模壳、升降框架和恒温池;
8.所述铸造模壳包括一个或多个,一个或多个所述铸造模壳安装在升降框架上,升降框架能够带动所述铸造模壳上下移动;
9.所述恒温池设在所述升降框架下方,所述铸造模壳能够在所述升降框架的带动下浸入恒温池内的第二合金熔液中。
10.进一步地,所述铸造模壳为模具且设有多个,所述铸造模壳的形状和尺寸与需要制备的人工关节的形状和尺寸匹配。
11.进一步地,还包括坩埚,围绕所述坩埚设有感应线圈。
12.进一步地,所述感应线圈能够将所述坩埚内用于制造单晶人工关节的母合金加热熔化为第一合金熔液。
13.进一步地,还包括加热单元,所述加热单元设在铸造模壳的周围。
14.进一步地,还包括熔液管道,所述熔液管道与所述恒温池连接。
15.进一步地,还包括冷却单元,所述第二合金熔液能够通过所述熔液管道进入所述恒温池。
16.进一步地,还包括真空单元,所述真空单元能够将单晶炉内的空气置换为惰性气体。
17.一种单晶人工关节制备方法,使用上述技术特征所述的多工位单晶炉;
18.所述制备方法包括以下步骤:
19.步骤1:准备单晶炉及原材料;
20.步骤2:加热坩埚内的母合金,生成第一合金熔液;
21.步骤3:向铸造模壳内浇铸第一合金熔液;
22.步骤4:将铸造模壳内的第一合金熔液冷却凝固,结晶成为单晶体;
23.步骤5:升降框架复位,得到单晶人工关节产品。
24.进一步地,所述步骤1包括以下步骤:
25.步骤1.1:在坩埚内加入单晶人工关节铸件的母合金;
26.步骤1.2:关闭单晶炉炉门,打开冷却单元和真空单元。
27.进一步地,步骤1.2中,真空单元将单晶炉炉腔内抽至真空,然后充入0.3-0.6个大气压的惰性气体。
28.进一步地,步骤2中,将铸造模壳加热至1520-1540℃,并维持此温度。
29.进一步地,步骤4中,升降框架2承载着铸造模壳1以每分钟3-5毫米的速度向下浸入恒温池内的第二合金熔液。
30.进一步地,所述恒温池内设有第二合金熔液,所述第二合金熔液的凝固点低于所述第一合金熔液的凝固点。
31.本发明至少可实现如下有益效果之一:
32.(1)本发明的多工位单晶炉采用低熔点金属作为冷却液,铸造模壳直接浸入低熔点金属熔液冷却,能够保证一定的温度梯度,且铸造模壳与低熔点金属熔液之间的热量传递方式为热传导,热交换效率高,能够实现多工位拉制单晶制品,生产效率高,可大大降低单晶金属人体植入物的制造成本,具备了市场竞争力,使单晶金属用于医用植入物成为可能。
33.(2)本发明的多工位单晶炉能够制造形状不规则的单晶体金属人体植入物,提高了金属人体植入物的耐腐蚀性。
34.(3)本发明的单晶人工关节制备方法的单晶铸造是顺序凝固,不需要像普通精密铸造人体植入物那样投入铸件质量1/3甚至1/2的冒口和浇注系统金属原材料,在节约原材料的同时还能够节约用于熔化合金的电力。
35.本发明中,上述各技术方案之间还可以相互组合,以实现更多的优选组合方案。本发明的其他特征和优点将在随后的说明书中阐述,并且,部分优点可从说明书中变得显而易见,或者通过实施本发明而了解。本发明的目的和其他优点可通过说明书以及附图中所特别指出的内容中来实现和获得。
附图说明
36.附图仅用于示出具体实施例的目的,而并不认为是对本发明的限制,在整个附图中,相同的参考符号表示相同的部件。
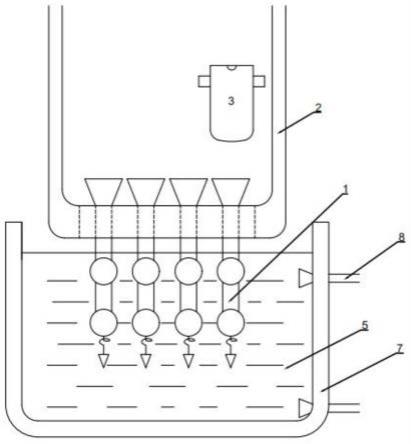
37.图1为本发明实施例的多工位单晶炉的主视图;
38.图2为本发明实施例的多工位单晶炉的俯视图;
39.图3为本发明实施例的多工位单晶炉的左视图;
40.图4为本发明实施例的多工位单晶炉的工作状态示意图。
41.附图标记:
42.1-铸造模壳,2-升降框架,3-坩埚,4-第一合金熔液,5-第二合金熔液,6-加热单元,7-恒温池,8-熔液管道。
具体实施方式
43.下面结合附图来具体描述本发明的优选实施例,其中,附图构成本发明一部分,并与本发明的实施例一起用于阐释本发明的原理,并非用于限定本发明的范围。
44.在本发明实施例的描述中,需要说明的是,除非另有明确的规定和限定,术语“相连”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接或一体地连接,可以是机械连接,也可以是电连接,可以是直接相连,也可以通过中间媒介间接相连。对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本发明中的具体含义。
45.实施例1
46.本发明的一个实施例,如图1至图4所示,公开了一种多工位单晶炉,包括铸造模壳1、升降框架2、坩埚3和恒温池7。铸造模壳1与需要制备的人工关节的尺寸和形状匹配,且铸造模壳1包括多个。多个铸造模壳1安装在升降框架2上,且能够在升降框架2的带动下上下移动,从而将铸造模壳1浸入恒温池7内的第二合金熔液5内,第二合金熔液5的温度低于铸造模壳1内的第一合金熔液4的凝固点,以使铸造模壳1内的第一合金熔液4在第二合金熔液5内冷却形成单晶体。
47.具体地,铸造模壳1为模具,铸造模壳1的形状和尺寸根据需要制备的人工关节的形状和尺寸确定,从而浇铸出特定形状的人工关节。本发明实施例的单晶炉包括多个铸造模壳1,从而能够同时制备多个人工关节,提高了制造效率。
48.升降框架2用于固定铸造模壳1,多个铸造模壳1竖直安装在升降框架2上且能够随升降框架2上下移动。升降框架2包括升降装置,升降装置能够控制升降框架2以设定的速度移动。
49.坩埚3用于熔化合金并向铸造模壳1内浇铸第一合金熔液4。第一合金熔液4为用于制造人工关节的母合金熔化后的熔液。坩埚3外套设有感应圈,用于加热并熔化母合金。制备人工关节时,先在坩埚3内加入用于制造单晶人工关节铸件的母合金,并将母合金加热熔
化,再向铸造模壳1内浇铸熔化后的第一合金熔液4。
50.恒温池7位于升降框架2的下方,恒温池7用于存放第二合金熔液5,本发明实施例采用熔点较低(例如,低于500℃)的合金(例如,铝-硅合金)作为第二合金熔液5,使得恒温池7内的熔液能够维持在较低的温度(如,520-540℃),从而使得第二合金熔液5和铸造模壳1之间能够保持一定的温度梯度,利于单晶体的形成。
51.本发明实施例中,浇铸有第一合金熔液4的铸造模壳1在升降框架2的带动下,以设定的速度进入第二合金熔液5,第二合金熔液5与铸造模壳1之间通过热传导的方式进行热交换,热交换效率高,从而能够提高拉晶速度。
52.本发明实施例的单晶炉还包括加热单元6,加热单元6设在铸造模壳1的周围,用于加热铸造模壳1内的第一合金熔液4,避免在浇铸过程中第一合金熔液4的热量损失,使铸造模壳1和第一合金熔液4在进入恒温池7之前保持在设定的温度。
53.本发明实施例的单晶炉还设有熔液管道8,第二合金熔液5通过熔液管道8进出恒温池7,从而使得恒温池7内的第二合金熔液5的温度能够保持在设定的温度。
54.需要说明的是,本发明的单晶炉也可以不设有熔液管道8,而将冷却合金直接置于恒温池7内,通过加热恒温池7内的冷却合金产生第二合金熔液5。
55.本发明实施例的单晶炉还包括外壳、冷却单元和真空单元(图中未示出)。
56.升降框架2和恒温池7位于外壳内,外壳能够形成密闭的空间,使得浇铸和拉单晶的过程在密闭空间内完成,避免合金在高温下氧化。
57.冷却单元围绕恒温池7设置,冷却单元与恒温池7之间进行热量交换,以使第一合金熔液4在第二合金熔液5中冷却时释放的热量能够被冷却单元带走,使得恒温池内的温度保持在设定温度,从而使得第二合金熔液5和铸造模壳1之间能够保持设定的温度梯度,利于第一合金熔液5的冷却及单晶体的形成。
58.在铸造开始前,真空单元将单晶炉内空气置换惰性气体(如氩气等),避免合材材料在高温下氧化。
59.实施例2
60.本发明的一个实施例,公开了一种使用实施例1的多工位单晶炉制备单晶人工关节的方法,包括以下步骤:
61.步骤1:准备单晶炉及原材料:
62.具体地,设备及原材料的准备包括以下步骤:
63.步骤1.1:在坩埚3内加入单晶人工关节铸件的母合金:
64.准备铸造单晶人工关节所需的母合金并加入坩埚3中,然后将铸造模壳1装在升降框架2上。
65.步骤1.2:关闭单晶炉炉门,打开冷却单元和真空单元:
66.关闭单晶炉炉门,打开冷却单元和真空单元,真空单元将单晶炉炉腔内抽至真空,然后充入0.3-0.6个大气压的惰性气体(如,氩气等),使炉内处于无氧环境,避免合金在高温下被氧化。
67.步骤2:加热坩埚3内的母合金,生成第一合金熔液4:
68.启动加热单元6,将铸造模壳加热至1520-1540℃,并维持此温度,为第一合金熔液4的浇铸做好准备。
69.同时,启动熔液管道,使第二合金熔液5进入恒温池7,且保持恒温池7内的液体温度在520-540℃。优选地,第二合金熔液5为铝-硅合金熔液。随后,向坩埚3周围的感应线圈通电,从而加热熔化坩埚3内的母合金,得到第一合金熔液4。
70.需要注意的是,第二合金熔液5也可以通过在恒温池7内加入冷却合金并加热熔化得到。
71.步骤3:向铸造模壳1内浇铸第一合金熔液4:
72.依次从左到右将坩埚3内的第一合金熔液4浇铸入升降框架2上的铸造模壳1内。
73.步骤4:将铸造模壳内1的第一合金熔液4冷却凝固,结晶成为单晶体:
74.升降框架2承载着铸造模壳1以固定的拉晶速度(例如,每分钟3-5毫米)向下浸入恒温池7内的第二合金熔液5,此时铸造模壳1内的第一合金熔液4在铸造模壳1内自下而上顺序凝固结晶成为单晶体的金属人工关节。
75.步骤5:升降框架2复位,得到单晶人工关节产品:
76.铸造模壳1内的第一合金熔液4结晶完成后,升降框架2带着铸造模壳1上升回到起始位置,然后打开单晶炉的阀门,使空气进入单晶炉。最后取下铸造模壳1并将其打碎,取出其中的单晶人工关节产品。
77.实施例3
78.本发明的一个实施例,公开了一种使用实施例1的多工位单晶炉制备钴铬钼合金单晶人工关节的方法,包括以下步骤:
79.步骤1:准备单晶炉及原材料:
80.具体地,设备及原材料的准备包括以下步骤:
81.步骤1.1:在坩埚3内加入单晶人工关节铸件的钴铬钼合金:
82.准备铸造单晶人工关节所需的钴铬钼合金并加入坩埚3中,然后将铸造模壳1装在升降框架2上。
83.步骤1.2:关闭单晶炉炉门,打开冷却单元和真空单元:
84.关闭单晶炉炉门,打开冷却单元和真空单元,真空单元将单晶炉炉腔内抽至真空,然后充入0.4个大气压的氩气,从而使得炉内处于无氧环境,避免合金在高温下被氧化。
85.步骤2:加热坩埚3内的钴铬钼合金,同时在恒温池内加入第二合金熔液5:
86.启动加热单元6,将铸造模壳加热至1540℃,并维持此温度,为第一合金熔液4的浇铸做好准备。
87.同时,启动熔液管道,使铝-硅合金熔液进入恒温池7,且保持恒温池7内的液体温度在520℃。随后,将坩埚3内的钴铬钼合金加热熔化得到第一合金熔液4。
88.步骤3:向铸造模壳1内浇铸第一合金熔液4:
89.依次从左到右将坩埚3内的第一合金熔液4浇铸入升降框架2上的铸造模壳1内。
90.步骤4:将铸造模壳内1的第一合金熔液4冷却凝固,结晶成为单晶体:
91.升降框架2承载着铸造模壳1以每分钟5毫米的速度向下浸入恒温池7内的铝-硅合金熔液中,此时铸造模壳1内的第一合金熔液4在铸造模壳1内自下而上顺序凝固结晶成为单晶体的金属人工关节。
92.步骤5:升降框架2复位,得到单晶人工关节产品:
93.铸造模壳1内的第一合金熔液4结晶完成后,升降框架2带着铸造模壳1上升回到起
始位置,然后打开单晶炉的阀门,使空气进入单晶炉。最后取下铸造模壳1并将其打碎,取出其中的单晶人工关节产品。
94.综上所述,本发明实施例提供的一种多工位单晶炉及单晶人工关节制备方法,多工位单晶炉能够制造形状不规则的单晶体金属人体植入物,提高了金属人体植入物的耐腐蚀性;单晶人工关节制备方法采用低熔点金属作为冷却液,铸造模壳直接浸入低熔点金属熔液冷却,能够保证一定的温度梯度,且热传导效率高,生产效率较高,可使单晶金属人体植入物的成本具有市场竞争力;单晶铸造是顺序凝固,不需要像普通精密铸造人体植入物那样投入铸件质量1/3甚至1/2的冒口和浇筑系统金属原材料,在节约原材料的同时还能够节约用于熔化的电力。
95.以上所述,仅为本发明较佳的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,可轻易想到的变化或替换,都应涵盖在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1