玻璃夹纸、玻璃板层叠体及玻璃板包装体的制作方法
玻璃夹纸、玻璃板层叠体及玻璃板包装体
1.本技术是申请日为2016年9月29日、申请号为201610868277.5、发明名称为“玻璃夹纸、玻璃板层叠体及玻璃板包装体”的发明专利申请的分案申请。
技术领域
2.本发明涉及玻璃夹纸、玻璃板层叠体及玻璃板包装体。
背景技术:
3.建筑用玻璃板、汽车用玻璃板、等离子显示器用玻璃板或液晶显示器用玻璃板等fpd(flat panel display:平板显示器)用的玻璃板有时在保管中或搬运中会产生在表面形成瑕疵的、表面由于气氛中的污染物质而被污染等产品缺陷。
4.尤其是fpd用的玻璃板(玻璃基板)在表面形成微细的电气配线(以下,也称为配线)、电极、电气电路、隔壁等元件,因此即使表面具有些许的瑕疵或污染,也会成为断线等的不良的原因。因此,这些用途使用的玻璃板要求高的表面的洁净性。
5.通常,玻璃板以层叠于包装用的货盘等的状态被保管、搬运。
6.此时,在玻璃板之间夹设有所谓玻璃夹纸,由此将相邻的玻璃板的表面彼此分离,防止玻璃板的表面的瑕疵或气氛中的污染物质引起的污染。
7.然而,在玻璃板间夹设玻璃夹纸的方法中,玻璃夹纸与玻璃板的表面直接接触。因此,在玻璃夹纸的表面存在的树脂等各种成分(异物)等被转印到玻璃板的表面。在使用表面存在有较多异物的玻璃夹纸的情况下,在玻璃板容易产生纸面花纹、烧伤、污物等问题。而且,成为在玻璃板的表面形成的微细的配线断线等的不良的原因。这样的异物即便进行清洗也难以从玻璃板的表面完全除去。
8.作为解决上述问题的方法,例如,专利文献1公开了一种使用高级饱和脂肪酸的含有率为0.08质量%以下的玻璃夹纸对玻璃板进行包装的玻璃板包装体。
9.另外,专利文献2公开了具有硅元素的有机化合物的含量为3ppm以下的玻璃夹纸。
10.【在先技术文献】
11.【专利文献】
12.【专利文献1】国际公开第2011/118502号
13.【专利文献2】国际公开第2014/098162号
14.【发明要解决的课题】
15.在专利文献1、2中,通过降低玻璃夹纸含有的异物的含量,能抑制玻璃板的表面的污染的产生、在玻璃板的表面形成的配线的断线等的不良的产生。
16.然而,仅是降低玻璃夹纸中的异物的含量的话,有时无法充分抑制在玻璃板的表面形成的配线的断线等的不良的产生。
技术实现要素:
17.本发明鉴于这样的情况而作出,提供一种能够充分地抑制以从玻璃夹纸转印的异
物为起因的污染及配线等的不良的产生的玻璃夹纸、及使用该玻璃夹纸的玻璃板层叠体、以及玻璃板包装体。
18.【用于解决课题的方案】
19.本发明的一形态的玻璃夹纸利用下述的测定方法计数出的50μm以下的大小的白色异物的个数为10个/269m2以下。
20.[测定方法]
[0021]
(a)向评价用玻璃板(厚度0.7mm且370mm
×
470mm的尺寸)按压玻璃夹纸(次数:100次,时间:4秒/次,压力:0.45mpa,评价用玻璃板温度:55℃),(b)一边对结束了按压的所述评价用玻璃板进行搬运(线速度200cm/min),一边供给纯水(流量:57l/min),通过在所述评价用玻璃板的上侧配置2根及在下侧配置2根的总计4根辊刷(辊径(内径):60mm,辊径(外径):80mm,刷毛径:0.06mm/紧密卷绕,材质:尼龙612,转速:300rpm,距离:上下0mm)来对所述评价用玻璃板进行清洗,(c)使用奥宝科技公司制造的离线缺陷检查系统(fpi
‑
6000系列(型号:fpi6090d)),对清洗后的所述评价用玻璃板的全部异物进行检查,取得全部异物的图像,(d)基于所述图像,通过目视对所述全部异物进行外观观察,从所述全部异物之中对50μm以下的大小的白色异物的个数进行计数。
[0022]
优选的是,在玻璃夹纸中,利用所述测定方法计数出的50μm以下的大小的白色异物的个数为6个/269m2以下。
[0023]
优选的是,在玻璃夹纸中,利用所述测定方法计数出的50μm以下的大小的白色异物的个数为3个/269m2以下。
[0024]
优选的是,在玻璃夹纸中,遵照jis p8224:2002所测定的有机物的含量为0.08质量%以下。
[0025]
本发明的另一形态的玻璃板层叠体是将上述玻璃夹纸与玻璃板交替层叠而形成的玻璃板层叠体。
[0026]
本发明的另一形态的玻璃板包装体具备上述玻璃板层叠体和载置所述玻璃板层叠体的货盘。
[0027]
优选的是,所述货盘是将所述玻璃板层叠体以平叠状态载置的货盘。
[0028]
【发明效果】
[0029]
根据本发明,能够抑制以从玻璃夹纸转印的异物为起因的污染及配线等的不良的产生。
附图说明
[0030]
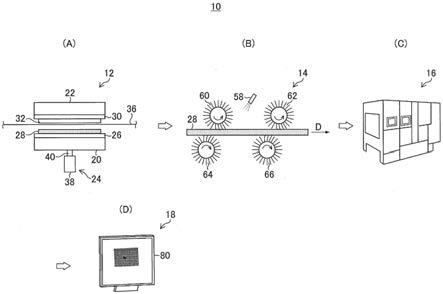
图1(a)~(d)是测定装置的整体构成图。
[0031]
图2(a)~(d)是连续地表示基于按压装置和夹纸供给装置的夹纸供给动作及按压动作的说明图。
[0032]
图3(a)及(b)是表示评价用玻璃板通过清洗装置时的状态的说明图。
[0033]
图4(a)~(f)是通过缺陷检查装置取得的图像。
[0034]
图5是制造玻璃夹纸的抄纸机的概略构成图。
[0035]
图6是概念性地表示玻璃板包装体的一例的图。
[0036]
【标号说明】
[0037]
10
…
测定装置,12
…
按压装置,14
…
清洗装置,16
…
缺陷检查装置,18
…
显示装置,20
…
下平台,22
…
上平台,24
…
缸装置,26
…
吸附垫,28
…
评价用玻璃板,30
…
吸附垫,32
…
玻璃板,34
…
夹纸供给装置,36
…
玻璃夹纸,38
…
缸主体,40
…
活塞,42
…
夹纸辊,44
…
卷绕轴,46
…
旋转支承部,48
…
卷取部,50
…
张紧辊,52
…
张紧辊,54
…
卷轴,56
…
电动机,58
…
喷嘴,60
…
上侧第一辊刷,62
…
上侧第二辊刷,64
…
下侧第一辊刷,66
…
下侧第二辊刷,250
…
玻璃板包装体,252
…
货盘,254
…
基台,256
…
倾斜台,258
…
载置台,260
…
玻璃夹纸,262
…
玻璃板层叠体
具体实施方式
[0038]
以下,根据附图,说明本发明的优选的实施方式。本发明通过以下的优选实施方式来说明。不脱离本发明的范围而能够通过较多的方法进行变更,能够利用本实施方式以外的其他的实施方式。因此,本发明的范围内的全部的变更包含于权利要求的范围。
[0039]
在此,图中,同一记号表示的部分是具有同样的功能的同样的要素。而且,在本说明书中,在使用“~”表示数值范围的情况下,“~”表示的上限、下限的数值也包含于数值范围。
[0040]
以下,根据附图来说明本发明的优选实施方式。
[0041]
如前所述,为了抑制从玻璃夹纸向玻璃板转印异物而玻璃板的表面污染、在玻璃板的表面形成的配线的断线等的不良,以往,降低玻璃夹纸中的异物的含量。
[0042]
然而,根据本发明者们的研究,在fpd用的玻璃板等的表面形成有配线或电极等元件的玻璃板中,由于最近的显示器的大型化、高精细化,即便是以往未产生问题的异物的个数少的玻璃夹纸,也会以绝对不低的概率产生配线等的不良。因此,进一步研究时,发现了通过减少50μm以下的特定的异物的个数能抑制配线的断线等的不良的情况,从而完成了本发明。
[0043]
(玻璃夹纸)
[0044]
作为本实施方式使用的玻璃夹纸,可以利用由硫酸盐纸浆(kp)、亚硫酸盐纸浆(sp)、苏打纸浆(ap)等化学纸浆;半化学纸浆(scp)、化学磨木纸浆(cgp)等半化学纸浆;磨木纸浆(gp)、热磨机械浆(tmp、bctmp)、精制磨木纸浆(rgp)等机械纸浆;以楮、三桠、麻、洋麻等为原料的非木材纤维纸浆;合成纸浆等各种原料构成的玻璃夹纸。而且,本发明的玻璃夹纸可以将它们的混合物作为原料,也可以将含有纤维素等的材质作为原料。
[0045]
另外,这些原料可以是废纸,也可以是原浆(virgin pulp),还可以是废纸与原浆的混合物。其中,优选原浆。
[0046]
在本实施方式的玻璃夹纸中,无论是哪种纸浆,都优选将未使用向玻璃板转印时成为配线或电极的不良等的较大的原因的硅系的消泡剂(含有硅的消泡剂)而制造的纸浆使用作为原料。
[0047]
其中,不使用含有聚二甲基硅氧烷的消泡剂而制造的纸浆作为本实施方式的玻璃夹纸的原料而特别优选使用。
[0048]
另外,玻璃夹纸遵照jis p8224:2002而测定的有机物的含量优选为0.08质量%以下。有机物的含量的下限值虽然没有特别限定,但是为例如0.001质量%以上。通过使有机物的含量为0.08质量%以下,能够抑制从玻璃夹纸向玻璃板转印有机物。
[0049]
(测定方法)
[0050]
接下来,说明玻璃夹纸的异物的测定方法。图1示出实施方式的测定装置10的整体构成图。
[0051]
图1(a)示出按压装置12,图1(b)示出清洗装置14,图1(c)示出缺陷检查装置16,图1(d)示出显示装置18。
[0052]
按压装置12由下平台20、上平台22及缸装置24构成。在下平台20的上表面粘贴有板状的吸附垫26,在吸附垫26的水平的上表面拆装自如地吸附保持有检查对象的矩形形状的评价用玻璃板28。在此,评价用玻璃板28为厚度0.7mm且370mm
×
470mm的尺寸。
[0053]
作为评价用玻璃板28,例示有液晶显示器(lcd)、等离子显示器面板(pdp)、有机电发光(el)显示器等的fpd用玻璃板,但是没有限定于此,也可列举包含建筑用玻璃板、车辆用玻璃板等的平板状的玻璃板。
[0054]
上平台22相对于下平台20沿上下方向相对配置。而且,上平台22固定在未图示的框架上。而且,在上平台22的下表面粘贴有板状的吸附垫30,在吸附垫30的水平的下表面拆装自如地吸附保持有虚设的玻璃板32。
[0055]
从后述的夹纸供给装置(参照图2)34开卷的带状的玻璃夹纸36与评价用玻璃板28及虚设的玻璃板32的各自的表面平行地插通于评价用玻璃板28与虚设的玻璃板32之间的间隙。
[0056]
缸装置24是使下平台20升降的流体缸,缸主体38固定于未图示的台架,相对于缸主体38进行伸缩动作的活塞40的上端部固定于下平台20的下表面。
[0057]
因此,当活塞40进行伸长动作时,下平台20上升,由此,评价用玻璃板28与位于下平台20的上方的玻璃夹纸36抵接。由于下平台20的继续上升移动而玻璃夹纸36被向上方(接近虚设的玻璃板32的方向)抬起之后,由评价用玻璃板28与虚设的玻璃板32夹压。由此,按压评价用玻璃板28和玻璃夹纸36。而且,在按压时,玻璃夹纸36经由玻璃板32而支承于上平台22。此外,利用评价用玻璃板28和虚设的玻璃板32夹压玻璃夹纸36,由此在包装体(图6)中经由夹纸而层叠的玻璃板层叠体(图6)的形态再现。而且,通过规定的按压力将评价用玻璃板28向玻璃夹纸36按压,由此能够再现接近于实际的运输时的负载。此外,当使活塞40进行收缩动作时,下平台20向除去按压的方向下降。
[0058]
需要说明的是,在实施方式中,使下平台20进行升降动作,但是没有限定于此,只要使下平台20及上平台22相对地进行升降动作即可。
[0059]
图2是连续地表示基于按压装置12和夹纸供给装置34的按压动作及夹纸供给动作的说明图。
[0060]
在实际包装fpd用的玻璃板而搬运时,通常,玻璃夹纸在将从造纸厂等以辊状提供的夹纸切断成所希望的尺寸、形状(与包装对象的玻璃板大致相似形的矩形形状)的状态下使用。在实施方式的测定装置10中,使用从切断前的辊的状态开卷的状态的带状的玻璃夹纸36。
[0061]
夹纸供给装置34包括:旋转支承部46,将呈辊状地卷绕的夹纸辊42支承为以其卷绕轴44为中心旋转自如;及卷取部48,从夹纸辊42卷取带状的玻璃夹纸36。
[0062]
如图2(a)所示,将玻璃夹纸36的前端部固定于卷轴54。此时,下平台20位于从按压位置向下方退避的按压除去位置。
[0063]
在评价开始前的初期设定中,玻璃夹纸36从夹纸辊42向箭头a方向被开卷,卷挂于张紧辊50,并且插通于下平台20与上平台22之间的间隙。并且,玻璃夹纸36卷挂于张紧辊52,玻璃夹纸36的前端部被固定于卷取部48的卷轴54。卷轴54被传递电动机56的动力,朝着与从夹纸辊42开卷玻璃夹纸36的方向(箭头a方向)相同的方向旋转。这样,玻璃夹纸36由卷轴54卷取。
[0064]
接下来,如图2(b)所示,使缸装置24的活塞40进行伸长动作,使下平台20向按压评价用玻璃板28和玻璃夹纸36的箭头b方向上升而将评价用玻璃板28的表面按压于玻璃夹纸36。此时的条件是4秒/次的时间、0.45mpa的压力、及评价用玻璃板28的温度为55℃。
[0065]
接下来,如图2(c)所示,使缸装置24的活塞40进行收缩动作,使下平台20位于从按压位置向下方退避的按压除去位置。然后,通过夹纸供给装置34从夹纸辊42开卷1张量的玻璃夹纸36。
[0066]
需要说明的是,虽然在图2中未图示,但是具备间歇性地驱动控制缸装置24和电动机56的控制装置。该控制装置进行控制,以交替地进行多次箭头b、c所示的基于缸装置24的间歇性的按压/按压解除动作与箭头a所示的基于电动机56的1张量的间歇性的夹纸卷取动作。即,控制装置间歇性地驱动控制缸装置24和电动机56,以对于评价用玻璃板28交替地进行多次基于夹纸供给装置34的夹纸供给工序和基于缸装置24的按压工序。
[0067]
玻璃夹纸36的1张量的夹纸卷取动作是指将在包装评价用玻璃板28而搬运时使用的玻璃夹纸36的尺寸设为1张量,对这1张量进行卷取的动作。由此,评价用玻璃板28始终被按压于新的玻璃夹纸36。对于夹纸辊42,通过反复多次夹纸卷取动作,能够将大面积的夹纸辊42的异物信息汇集于1张评价用玻璃板28。
[0068]
在图2(d)中,反复进行100次上述动作。
[0069]
虽然夹纸辊42的全长量的夹纸卷取动作能够反复进行,但是用于将异物信息汇集于1张评价用玻璃板28的时间变长。考虑到汇集于评价用玻璃板28的异物信息和时间,在本实施方式中,进行100次夹纸卷取动作,即,将玻璃夹纸36的100张量的异物信息汇集于评价用玻璃板28。
[0070]
另外,在实施方式的按压装置12中,使用切断成与评价用玻璃板28相同尺寸的玻璃夹纸36的情况下,只要在上平台22的虚设的玻璃板32的下表面粘贴该玻璃夹纸36即可。由此,玻璃夹纸36经由虚设的玻璃板32而支承于上平台22。
[0071]
图1(b)所示的清洗装置14对利用按压装置12按压玻璃夹纸36的评价用玻璃板28的表面进行清洗,从玻璃夹纸36除去附着(转印)在评价用玻璃板28的表面上的异物。
[0072]
在清洗装置14中,一边将评价用玻璃板28以线速度200cm/min搬运,一边从喷嘴58以57l/min的流量供给纯水,并且将上侧第一辊刷60、上侧第二辊刷62、下侧第一辊刷64及下侧第二辊刷66以300rpm的转速(与评价用玻璃板28的搬运方向相同的方向)对评价用玻璃板28进行清洗。需要说明的是,通过清洗难以除去的异物无法除去而残留在评价用玻璃板28的表面。
[0073]
在实施方式中,具备配置在评价用玻璃板28的上侧的上侧第一辊刷60及上侧第二辊刷62、配置在评价用玻璃板28的下侧的下侧第一辊刷64及下侧第二辊刷66。而且,设有向评价用玻璃板28的表面喷射纯水的喷嘴58。
[0074]
上侧第一辊刷60、上侧第二辊刷62、下侧第一辊刷64及下侧第二辊刷66与评价用
玻璃板28的表面接触而旋转。
[0075]
上侧第一辊刷60、上侧第二辊刷62、下侧第一辊刷64及下侧第二辊刷66全部为相同的辊刷。辊刷是具有60mm的辊径(内径)、80mm的辊径(外径)、0.06mm的刷毛径的紧密卷绕的辊刷。辊刷的毛由尼龙612构成。紧密卷绕是指将植毛的盘刷(channel brush)无间隙地卷缠于辊的情况。
[0076]
如图3(a)所示,上侧第一辊刷60与上侧第二辊刷62的距离l1为200mm。而且,上侧第一辊刷60与下侧第一辊刷64的距离l2为50mm。
[0077]
另外,如图3(a)所示,在评价用玻璃板28通过之前,上侧第一辊刷60与下侧第一辊刷64配置在各自的毛接触的位置,即上下0mm的位置。同样,上侧第二辊刷62与下侧第二辊刷66配置在各自的毛接触的位置,即上下0mm的位置。
[0078]
根据清洗装置14,一边将评价用玻璃板28向箭头d方向搬运,一边从喷嘴58向评价用玻璃板28的表面供给纯水,并且使上侧第一辊刷60、上侧第二辊刷62、下侧第一辊刷64及下侧第二辊刷66向与评价用玻璃板28的搬运方向相同的方向旋转,由此对评价用玻璃板28的表面进行清洗。
[0079]
如图3(a)所示,上侧第一辊刷60与下侧第一辊刷64的距离、及上侧第二辊刷62与下侧第二辊刷66的距离设置成上下0mm。因此,如图3(b)所示,在评价用玻璃板28通过上侧第一辊刷60与下侧第一辊刷64之间、及上侧第二辊刷62与下侧第二辊刷66之间时,上侧第一辊刷60、上侧第二辊刷62、下侧第一辊刷64及下侧第二辊刷66以评价用玻璃板28的板厚相当量的压力被按压于评价用玻璃板28。
[0080]
在经由基于按压装置12的按压工序的评价用玻璃板28的表面附着有来自玻璃夹纸36的灰尘、纸屑等的通过清洗能除去的异物、通过清洗难以除去的异物。玻璃夹纸36及评价用玻璃板28的评价对象物是存在于评价用玻璃板28的表面的通过清洗难以除去的异物。由此,在基于清洗装置14的清洗工序中,将通过清洗能除去的异物从评价用玻璃板28除去,通过清洗难以除去的异物残留于玻璃板。
[0081]
如图1(c)所示,将清洗后的评价用玻璃板28向缺陷检查装置16(奥宝科技公司的离线缺陷检查系统fpi
‑
6000系列(型号:fpi6090d)搬运。缺陷检查装置16检查清洗后的评价用玻璃板28的表面的异物。缺陷检查装置16通过光透过方式,检查存在于评价用玻璃板28的表面的通过清洗难以除去的异物,取得全部异物的图像。
[0082]
接下来,如图1(d)所示,在显示装置18上显示通过缺陷检查装置16取得的图像80。基于图像80,通过目视对全部异物进行外观观察。从全部异物之中对50μm以下的大小的白色异物的个数进行计数。白色异物的大小的下限值没有特别限定,但是为例如0.1μm以上。
[0083]
接下来,说明对白色异物的个数进行计数的测定方法。
[0084]
使用作为缺陷检查装置16的奥宝科技公司制造的离线缺陷检查系统(fpi
‑
6000系列(型号:fpi6090d)),检查清洗后的评价用玻璃板28的全部异物,取得全部异物的图像。
[0085]
使用离线缺陷检查系统时的条件如以下所示。
[0086]
将灵敏度设为高灵敏度模式(2μm),将非测定区域设为距端部为10mm。而且,将灯照度设定为不是标准灵敏度模式(4μm)的“66”而是“30”。即,与标准灵敏度模式相比降低灯照度。
[0087]
另一方面,关于受光元件侧的设定(阈值),对于阴暗的部分有效的阈值不是设定
为标准灵敏度模式的“15”而是设定为“30”。即,由于提高阈值,因此与标准灵敏度模式相比,检测出更明亮的部分。
[0088]
另外,对于明亮的部分有效的阈值与标准灵敏度模式的“10”同样地设定为“10”。
[0089]
在缺陷检查装置16中自动地保存整个缺陷图像。
[0090]
最后,将利用缺陷检查装置16得到的图像80显示于显示装置18,基于图像80通过目视对全部异物进行外观观察,从全部异物之中对50μm以下的白色异物的个数进行计数。
[0091]
在此“通过目视进行外观观察”按照不同顺序而包括:以向由缺陷检查装置16得到的图像80赋予的比例尺为参考,以长径方向为基准,列举出50μm以下的异物的行为;及从下述所示的多个异物的种类之中,列举出白色异物的行为。
[0092]
接下来,说明通过缺陷检查装置16取得的评价用玻璃板28的全部异物的种类。图4是将玻璃夹纸36向评价用玻璃板28按压100次,通过清洗装置14进行了清洗之后,通过缺陷检查装置16取得的异物的图像。发明者们在基于利用缺陷检查装置16取得的图像而研究异物时,发现了异物存在若干种类的情况。
[0093]
图4(a)示出50μm以下的尺寸的黑色的异物(黑/小)。图4(b)示出比50μm大的尺寸的黑色的异物((黑/大)。图4(c)示出50μm以下的尺寸的白色的异物(白/小)。图4(d)示出比50μm大的尺寸的白色的异物(白/大)。图4(e)示出多个异物的集合体(密集)。图4(f)示出图4(a)至(e)的异物不包含的异物(其他)。
[0094]
在此,白色的异物(白色异物)是指如图4所示,在通过上述缺陷检查条件拍摄的图像中,在异物的外周部(轮廓部)和异物的内部具有能够确认色彩的对比的部位的异物。
[0095]
另外,在一个图像内存在多个异物的集合体的情况下,将该集合体当作一个异物,以其长径方向为基准来判断大小。
[0096]
异物的尺寸以长径方向为基准,被分类成50μm以下的异物和比50μm大的异物。
[0097]
另外,例如,对于2个种类的不同的玻璃夹纸计数全部异物的个数时,异物的总数大致相同,但是一方的玻璃夹纸的50μm以下的大小的白色异物的个数有时少于另一方的玻璃夹纸的50μm以下的大小的白色异物的个数。
[0098]
另外,关于另外的2个种类的不同的玻璃夹纸,即使一方的玻璃夹纸的异物的总数少于另一方的玻璃夹纸的异物的总数,关于50μm以下的大小的白色异物的个数,一方的玻璃夹纸的个数有时也会多于另一方的玻璃夹纸的个数。需要说明的是,白色异物的个数的下限值虽然没有特别限定,但是例如为1个/269m2以上。
[0099]
即,在异物的总数中占据的50μm以下的大小的白色异物的个数在各玻璃夹纸中不同。发明者们关注的不是异物的总数而是50μm以下的大小的白色异物的个数,结果是发现了50μm以下的大小的白色异物少的玻璃夹纸能够抑制玻璃板的断线等的不良的产生。关于该结果,通过后述的实施例进行说明。
[0100]
对白色异物进行了分析时,主要是pet(聚对苯二甲酸乙二醇酯)、尼龙、eva(乙烯
‑
醋酸乙烯共聚物树脂)等的所谓人工有机物。人工有机物可认为例如在纸原料液通过了丝网部使用的塑料制的丝网时,或者在按压部经由多组的辊和毛毡而机械性地对湿纸进行了压搾脱水时等,树脂构件与纸原料液或湿纸进行了接触时混入。
[0101]
发明者们反复仔细研究的结果可知,尤其是作为白色异物的产生原因,来自被称为帆布的接触构件的影响大。
[0102]
(玻璃夹纸的制造方法)
[0103]
图5是制造玻璃夹纸的抄纸机100的概略构成图。
[0104]
如图5所示,玻璃夹纸用原料液(通过水对纸浆进行了稀释的液体)从网前箱112呈片状地供给到设置于丝网部114的下丝网116上。向下丝网116供给的纸原料液接下来由下丝网116与上丝网118夹入,由此扩展成均匀的厚度,且被脱水,成为湿纸(纸)。
[0105]
丝网部114的下丝网116及上丝网118是形成为环带状的透过膜。具体而言,是由塑料或金属材料制作的网、或者由天然纤维或合成纤维构成的毛毡制的环带。
[0106]
下丝网116及上丝网118挂设于多个辊,通过将省略图示的电动机的驱动力向多个辊之中的驱动辊传递,从而以规定的速度绕圈移动。
[0107]
由丝网部114形成的湿纸向压辊、环带状的毛毡及具有成对压辊等的按压部120搬运,在此,同时进行进一步的脱水和冲压。
[0108]
通过了按压部120的湿纸向由多根辊构成的干燥部124搬运,在通过干燥部124期间,例如以约120℃的气氛被干燥。
[0109]
在通过干燥部124时,若将湿纸仍以高速搬运,则存在纸用尽的可能性,因此将被称为帆布的辅助构件以与湿纸接触的状态搬运。为了得到本实施方式那样的白色异物少的玻璃板,优选如以下那样进行。即,可列举出,构成该帆布的材料未使用pet(聚对苯二甲酸乙二醇酯)、尼龙、eva(乙烯
‑
醋酸乙烯共聚物树脂)等所谓人工有机物、或者帆布在因使用而劣化之前进行更换、或者利用纤维素或sio2等的不会成为白色异物的材料对帆布的表面进行涂层等。
[0110]
由干燥部124干燥的纸向压光部126搬运,通过基于压光辊的夹持搬运等而实施压光处理,实现表背面的平滑化。需要说明的是,根据需要,也可以在干燥部124与压光部126之间设置涂布部,向平滑化的纸的表面涂布涂料等。
[0111]
在压光部126实施了压光处理的纸作为玻璃夹纸而由卷轴128卷取,形成为辊状(以下,称为大型辊130)。
[0112]
成为大型辊130的玻璃夹纸通常例如被切断成与产品对应的宽度并卷取,成为卷绕了8000~10000m左右的规定长度的长条的玻璃夹纸的夹纸辊42。即,通常,玻璃夹纸从大型辊130被细分。
[0113]
玻璃夹纸从大型辊130被送出,由切割器134切断成规定宽度(沿长度方向切断),由卷绕机136卷取。从大型辊130送出的玻璃夹纸形成为,在成为了规定的长度的时刻,由切割器134切断成规定长度(沿宽度方向切断),以规定的宽度卷绕长条的玻璃夹纸而成的夹纸辊42。
[0114]
卷绕于夹纸辊42的长条的玻璃夹纸被切断成与层叠的玻璃板对应的尺寸的切片状(矩形形状),夹设在层叠的玻璃板之间。
[0115]
在玻璃夹纸的抄纸机100(造纸工序)中,在调制向网前箱112供给的纸原料液时,作为成为原料的纸浆片,优选使用白色异物少的纸浆。
[0116]
例如,通过与上述的对玻璃夹纸实施的测定方法同样的方法,对纸浆片的白色异物的个数进行计数。基于白色异物的个数来挑选纸浆片,由此能够使用白色异物少的纸浆片。
[0117]
在纸浆片的制造过程中,在与树脂构件接触时,也存在纸浆片附着有人工有机物
的情况。此外,存在纸浆片的人工有机物混入玻璃夹纸的问题。需要说明的是,纸浆片中的人工有机物的含量优选为0.08质量%以下。通过使人工有机物的含量为0.08质量%以下,能够减少向玻璃夹纸混入的人工有机物。在此,所谓人工有机物是遵照jis p8224:2002而测定的纸浆片中的树脂成分。
[0118]
使用白色异物少的纸浆的情况适合于制造白色异物少的玻璃夹纸。
[0119]
在利用纸浆片计数白色异物的个数的情况下,50μm以下的大小的白色异物的个数优选为200个/m2以下。
[0120]
在抄纸工序中为了减少有机物的混入,优选除去在抄纸工序中使用且与纸原料液或湿纸等接触的树脂构件的树脂毛刺。树脂毛刺容易脱落,容易混入到纸原料液或湿纸等中,因此除去树脂毛刺的情况有效。
[0121]
另外,在进行抄纸之前,在配管、工序全部中,优选进行弱碱清洗或弱酸性清洗。这是为了在新制造玻璃夹纸时,抑制对其他的夹纸进行了抄纸时产生的有机物的混入。
[0122]
若未进行如以上那样以往未实施的彻底的管理,则难以制造白色异物少的玻璃夹纸。
[0123]
(玻璃板包装体)
[0124]
本实施方式的玻璃板包装体具有:将玻璃夹纸与玻璃板交替层叠而成的玻璃板层叠体;及载置玻璃板层叠体的货盘。
[0125]
图6概念性地示出玻璃板包装体的一例。需要说明的是,图6是玻璃板包装体的从玻璃的侧面方向观察到的图(侧视图)。
[0126]
图6所示的玻璃板包装体250包括:将玻璃夹纸260与玻璃板g交替层叠而成的玻璃板层叠体262;及载置玻璃板层叠体262的货盘252。
[0127]
货盘252是公知的玻璃板包装用的货盘,具有基台254、竖立设置在基台254的上表面的倾斜台256、载置于基台254的上表面的载置台258。
[0128]
倾斜台256的水平方向的一面(与玻璃板g接触的接触面=背面)相对于铅垂方向而倾斜(以下,也称为倾斜面)。该倾斜面的角度只要是层叠的玻璃板g能够稳定地装载、保管及搬运的角度即可,通常,相对于水平方向而为85
°
以下,例如优选85
°
~70
°
。
[0129]
另外,载置台258的上表面相对于水平方向以朝向倾斜台256下降的方式倾斜。在图示例中,作为一例,载置台258的上表面相对于倾斜台256的倾斜面而成为90
°
。
[0130]
在货盘252中,玻璃板g以载置于载置台258的上表面且靠在倾斜台256的倾斜面的状态被层叠。
[0131]
另外,在玻璃板g之间夹设本实施方式的玻璃夹纸260。玻璃夹纸260是比玻璃板g大的尺寸,以覆盖玻璃板g的整面的方式夹设在玻璃板g之间。需要说明的是,玻璃板g的尺寸优选2200mm
×
1800mm以上。这样玻璃板的尺寸大的情况下,配线的断线等的不良等的产生率升高,因此能够良好地适用本实施方式的玻璃夹纸。此外,玻璃板g的尺寸优选为2400mm
×
2100mm。作为玻璃夹纸的尺寸,优选与玻璃板的尺寸相同或者比其大,特别是长宽都大20mm以上。
[0132]
需要说明的是,在层叠的玻璃板g与倾斜台256之间也可以同样地夹设玻璃夹纸260,而且,也可以同样地利用玻璃夹纸260覆盖最前面的玻璃板g的表面。
[0133]
如上所述,形成玻璃板包装体250。这种情况下,进而,根据需要,可以使抵板与最
前面的玻璃板g(玻璃夹纸)抵接,挂设带状体而固定于倾斜台256,而且,也可以挂上罩以覆盖全部的玻璃板g。
[0134]
需要说明的是,本发明的玻璃板包装体没有限定为图6所示的玻璃板包装体250那样将玻璃板g斜靠层叠(所谓纵叠)的结构。玻璃板包装体也可以是例如日本实用新型登记第3165973号公报所示的板状体收纳容器那样,使用能够将玻璃板g水平层叠(所谓平叠)的货盘的结构。
[0135]
在平叠的情况下,作用在接近底的玻璃板及玻璃夹纸的载荷增大,因此异物容易从玻璃夹纸向玻璃板转印,无法装载较多的张数,但是通过采用本实施方式的玻璃夹纸,能够装载较多的张数。具体而言,即便以每单位面积的载荷计,以30g/cm2以上的面压将玻璃夹纸按压于玻璃板的情况下,也能够抑制从玻璃夹纸转印的异物。
[0136]
在本实施方式的玻璃板包装体中,作为玻璃板g,例示了各种公知的玻璃板。其中,优选在表面形成有前述那样的配线或电极等元件的玻璃板,特别优选fpd用的玻璃板。
[0137]
以上,详细说明了玻璃夹纸、玻璃板层叠体及玻璃板包装体,但是本发明没有限定为上述的例子,在不脱离本发明的主旨的范围内,当然也可以进行各种改良或变更。
[0138]
【实施例】
[0139]
以下,通过实施例更详细地说明本发明,但是本发明不受这些实施例的任何限定。
[0140]
[实施例1]
[0141]
使用图5所示的一般性的玻璃夹纸的抄纸机,使用原浆(纸浆片)作为原料,制造了玻璃夹纸。作为原料,使用了遵照jis p8224:2002而测定的有机物的含量为0.08质量%以下且目视观察的白色异物为0.14个/m2以下的纸浆片。
[0142]
对于由该纸浆片制造的玻璃夹纸,(a)将玻璃夹纸向评价用玻璃板(厚度0.7mm且370mm
×
470mm的尺寸)按压(次数:100次,时间:4秒/次,压力:0.45mpa,评价用玻璃板温度:55℃),(b)一边对结束了按压的评价用玻璃板进行搬运(线速度200cm/min),一边供给纯水(流量:57l/min),利用在评价用玻璃板的上侧配置2根及在下侧配置2根的总计4根辊刷(辊径(内径):60mm,辊径(外径):80mm,刷毛径:0.06mm/紧密卷绕,材质:尼龙612,转速:300rpm,距离:上下0mm)对所述评价用玻璃板进行清洗,(c)使用奥宝科技公司制造的离线缺陷检查系统(fpi
‑
6000系列(型号:fpi6090d)),对清洗后的评价用玻璃板的全部异物进行检查,取得全部异物的图像,(d)基于图像,通过目视对全部异物进行外观观察,从全部异物之中计数了50μm以下的大小的白色异物的个数时,玻璃夹纸的异物的总数为32个/269m2,50μm以下的大小的白色异物的个数为10个/269m2。
[0143]
[实施例2]
[0144]
除了作为原料使用遵照jis p8224:2002而测定的有机物的含量为0.05质量%以下且目视观察而白色异物为0.1个/m2以下的纸浆片以外,与实施例1同样地制造了玻璃夹纸。
[0145]
由该纸浆片制造的玻璃夹纸在从全部异物之中计数了50μm以下的大小的白色异物的个数时,异物的总数为25个/269m2,50μm以下的大小的白色异物的个数为6个/269m2。
[0146]
[实施例3]
[0147]
除了作为原料使用遵照jis p8224:2002而测定的有机物的含量为0.01质量%以下且目视观察而白色异物为0.05个/m2以下的纸浆片以外,与实施例1同样地制造了玻璃夹
纸。
[0148]
由该纸浆片制造的玻璃夹纸在从全部异物之中计数了50μm以下的大小的白色异物的个数时,异物的总数为24个/269m2,50μm以下的大小的白色异物的个数为3个/269m2。
[0149]
[比较例1]
[0150]
除了作为原料使用遵照jis p8224:2002而测定的有机物的含量为0.1质量%以下且目视观察的白色异物为0.3个/m2以下的纸浆片,且利用未实施树脂构件的清洗处理等的生产线进行了抄纸以外,与实施例1同样地制造了玻璃夹纸。
[0151]
由该纸浆片制造的玻璃夹纸从全部异物之中计数了50μm以下的大小的白色异物的个数时,异物的总数为40个/269m2,50μm以下的大小的白色异物的个数为15个/269m2。
[0152]
[性能评价]
[0153]
将通过以上的实施例1~3以及比较例1制造的玻璃夹纸夹设在厚度为0.5mm且2500
×
2200mm尺寸的fpd用的玻璃板之间,形成为层叠了多张玻璃板的玻璃板层叠体。
[0154]
将该玻璃板层叠体在实施例1~3以及比较例1的各玻璃夹纸,在纵叠的图6所示的货盘载置(玻璃板2000张),制造了玻璃板包装体。将玻璃板包装体保管10天。
[0155]
从玻璃包装体取出玻璃板,在对玻璃板进行了清洗之后,通过现存的方法,在玻璃板的表面上形成宽度为10μm的直线状的配线,并确认了配线的断线状况。
[0156]
使用2000张的玻璃板,将20张以下的产生断线不良的情况评价为
○
,将比20张多的产生断线不良的情况评价为
×
。
[0157]
表1示出测定结果和评价结果。根据表1,在50μm以下的大小的白色异物为10个/269m2以下的情况下,评价结果全部为
○
。在50μm以下的大小的白色异物比10个/269m2多的情况下,评价结果全部为
×
。
[0158]
根据该结果可知,50μm以下的大小的白色异物的个数与在玻璃板产生的断线等的不良相关联。
[0159]
关于比50μm大的异物,在清洗玻璃板时被除去,另一方面,50μm以下的大小的白色异物可推测为在清洗中难以除去。因此,通过使50μm以下的大小的白色异物的个数为10个/269m2以下,能够抑制在玻璃板产生的断线等的不良。
[0160]
【表1】
[0161][0162]
本技术基于在2015年9月29日提出申请的日本专利申请2015
‑
190848及2016年9月2日提出申请的日本专利申请2016
‑
171847,其内容作为参照而援引于此。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1