一种用于生产高脚杯的高效能生产线的制作方法
1.本发明涉及高脚杯生产技术领域,具体为一种用于生产高脚杯的高效能生产线。
背景技术:
2.传统的高脚杯生产时还需要人工辅助吹制,用调料棒从玻璃窑炉里取适量的玻璃液,将取出的玻璃液放置到一定形状的模具内,一边转动一边加工气,直至产品成型,将成型后的产品,放到一个旋转机构里,利用连续火焰切割多余的部分。
3.现有技术在对高脚杯进行加工时存在以下缺点:
4.1.吹制的效率和产能低,无法批量生产。
5.2.用工成本逐年增加。
6.3.产品品质不稳定,不能连续进行不间断生产,各道工序之间转运麻烦。
7.4.产品的外形无法统一。
技术实现要素:
8.针对现有技术的不足,本发明提供了一种用于生产高脚杯的高效能生产线,解决了上述提出的问题。
9.为实现以上目的,本发明通过以下技术方案予以实现:一种用于生产高脚杯的高效能生产线,包括压制成型机、拉伸爆口一体机、出料旋转机械手、输送带和十二工位旋转机械手,所述压制成型机的一侧设置有伺服供料机,所述出料旋转机械手和十二工位旋转机械手的工位设置于输送带的上方,所述十二工位旋转机械手的工位与拉伸爆口一体机的进料工位连通;
10.所述压制成型机的表面设置有压制工位,所述压制工位的底部设置有冲压头,所述压制工位底部设置有对玻璃液进行成型的粗模,粗模通过驱动设备驱动在压制工位内上下滑动,所述压制工位的一侧设置有抱钳,所述抱钳的夹持端内设置有成型模;
11.所述伺服供料机的表面连通有输料管道,所述输料管道位于粗模的上方。
12.作为本发明进一步的方案:所述出料旋转机械手的工位设置在压制工位的一侧,所述出料旋转机械手的表面固定连接有夹持气缸,所述夹持气缸的夹持端固定连接有夹爪。
13.作为本发明进一步的方案:所述冲压头通过冲压机构驱动,所述抱钳通过开合电机驱动。
14.作为本发明进一步的方案:所述抱钳内腔的成型模通过电机驱动转动,并且抱钳的顶部连通有吹气成型管。
15.作为本发明进一步的方案:所述拉伸爆口一体机的表面分别设置有上拉伸工位和下夹持工位,所述上拉伸工位通过伺服电机驱动在拉伸爆口一体机的表面上下升降旋转。
16.作为本发明进一步的方案:所述拉伸爆口一体机的一侧连通有出料机械手,且出料机械手通过传送带与退火炉连通。
17.该高效能生产线的使用方法包括以下步骤:
18.步骤一、由伺服供料机将固定料重的玻璃液以设定的频率供12工位压制成型机,利用导料槽将玻璃液导入12工位压制成型机的粗模内,利用汽缸将粗模送至冲压位置,用装有冲压头,对粗模内的玻璃液进行冲压,以得到一个产品毛坯,同时装有成型模的抱钳,在设定的角度闭合,将产品毛坯包裹在内,利用电机驱动产品毛坯按一定的速度旋转,同时对产品毛坯开始慢慢充气,直至产品完全成型;
19.步骤二、产品在12工位压制成型机上成型后,由一个6工位的出料旋转机械手,将产品过渡到一条输送带上,输送至36工位拉伸爆口一体机上,用上下工位分别抓住高脚杯的底部和口部,同时利用火枪加热需要拉伸的部分进行精准拉伸,产品完成爆口后,用12工位出料机械手将产品输送至退火炉前。
20.本发明能够全自动对高脚杯进行生产,将各道工序结合在一起,依次进行粗成型、精加工、爆口成型,可以保证成品的加工质量,并且将玻璃液导入工位压制成型机的粗模内,冲压头对粗模内的玻璃液进行冲压,以得到一个产品毛坯,同时装有成型模的抱钳,在设定的角度闭合,将产品毛坯包裹在内,利用电机驱动产品毛坯按一定的速度旋转,同时对产品毛坯开始慢慢充气,直至产品完全成型,成型效果好。
附图说明
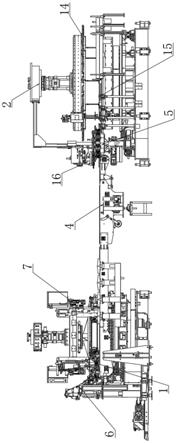
21.图1为本发明的外部结构示意图;
22.图2为本发明的结构俯视图;
23.图3为本发明图2中a处的局部放大图;
24.图4为本发明压制成型机的结构主视图;
25.图5为本发明压制成型机的结构俯视图。
26.图中:1、压制成型机;2、拉伸爆口一体机;3、出料旋转机械手;4、输送带;5、十二工位旋转机械手;6、伺服供料机;7、压制工位;8、冲压头;9、粗模;10、抱钳;11、输料管道;12、夹持气缸;13、夹爪;14、上拉伸工位;15、下夹持工位;16、出料机械手。
具体实施方式
27.为更进一步阐述本发明为实现预定发明目的所采取的技术手段及功效,以下结合附图及较佳实施例,对依据本发明的具体实施方式、结构、特征及其功效,详细说明如后。
28.请参阅图1-5,本发明提供一种技术方案:一种用于生产高脚杯的高效能生产线,包括压制成型机1、拉伸爆口一体机2、出料旋转机械手3、输送带4和十二工位旋转机械手5,压制成型机1的一侧设置有伺服供料机6,出料旋转机械手3和十二工位旋转机械手5的工位设置于输送带4的上方,十二工位旋转机械手5的工位与拉伸爆口一体机2的进料工位连通,能够全自动对高脚杯进行生产,将各道工序结合在一起,依次进行粗成型、精加工、爆口成型,可以保证成品的加工质量,并且将玻璃液导入12工位压制成型机1的粗模9内,冲压头8对粗模9内的玻璃液进行冲压,以得到一个产品毛坯,同时装有成型模的抱钳10,在设定的角度闭合,将产品毛坯包裹在内,利用电机驱动产品毛坯按一定的速度旋转,同时对产品毛坯开始慢慢充气,直至产品完全成型,成型效果好;
29.压制成型机1的表面设置有压制工位7,压制工位7的底部设置有冲压头8,压制工
位7底部设置有对玻璃液进行成型的粗模9,粗模9通过驱动设备驱动在压制工位7内上下滑动,压制工位7的一侧设置有抱钳10,抱钳10的夹持端内设置有成型模;
30.伺服供料机6的表面连通有输料管道11,输料管道11位于粗模9的上方,由伺服供料机将固定料重的玻璃液以设定的频率供12工位压制成型机1,利用导料槽将玻璃液导入12工位压制成型机1的粗模9内,利用汽缸将粗模9送至冲压位置,用装有冲压头8,对粗模9内的玻璃液进行冲压,以得到一个产品毛坯,同时装有成型模的抱钳10,在设定的角度闭合,将产品毛坯包裹在内,利用电机驱动产品毛坯按一定的速度旋转,同时对产品毛坯开始慢慢充气,直至产品完全成型。
31.出料旋转机械手3的工位设置在压制工位7的一侧,出料旋转机械手3的表面固定连接有夹持气缸12,夹持气缸12的夹持端固定连接有夹爪13。
32.冲压头8通过冲压机构驱动,抱钳10通过开合电机驱动。
33.抱钳10内腔的成型模通过电机驱动转动,并且抱钳10的顶部连通有吹气成型管。
34.使用时,由伺服供料机将固定料重的玻璃液以设定的频率供12工位压制成型机1,利用导料槽将玻璃液导入12工位压制成型机1的粗模9内,利用汽缸将粗模9送至冲压位置,用装有冲压头8,对粗模9内的玻璃液进行冲压,以得到一个产品毛坯,同时装有成型模的抱钳10,在设定的角度闭合,将产品毛坯包裹在内,利用电机驱动产品毛坯按一定的速度旋转,同时对产品毛坯开始慢慢充气,直至产品完全成型,产品在12工位压制成型机1上成型后,由一个6工位的出料旋转机械手3,将产品过渡到一条输送带4上,输送至36工位拉伸爆口一体机2上,用上下工位分别抓住高脚杯的底部和口部,同时利用火枪加热需要拉伸的部分进行精准拉伸,产品完成爆口后,用12工位出料机械手16将产品输送至退火炉前,拉伸爆口一体机2的表面分别设置有上拉伸工位14和下夹持工位15,上拉伸工位14通过伺服电机驱动在拉伸爆口一体机2的表面上下升降旋转。
35.拉伸爆口一体机2的一侧连通有出料机械手16,且出料机械手16通过传送带与退火炉连通,产品在12工位压制成型机1上成型后,由一个6工位的出料旋转机械手3,将产品过渡到一条输送带4上,输送至36工位拉伸爆口一体机2上,用上下工位分别抓住高脚杯的底部和口部,同时利用火枪加热需要拉伸的部分进行精准拉伸,产品完成爆口后,用12工位出料机械手16将产品输送至退火炉前。
36.该高效能生产线的使用方法包括以下步骤:
37.步骤一、由伺服供料机将固定料重的玻璃液以设定的频率供12工位压制成型机1,利用导料槽将玻璃液导入12工位压制成型机1的粗模9内,利用汽缸将粗模9送至冲压位置,用冲压头8对粗模9内的玻璃液进行冲压,以得到一个产品毛坯,同时装有成型模的抱钳10,在设定的角度闭合,将产品毛坯包裹在内,利用电机驱动产品毛坯按一定的速度旋转,同时对产品毛坯开始慢慢充气,直至产品完全成型;
38.步骤二、产品在12工位压制成型机1上成型后,由一个6工位的出料旋转机械手3,将产品过渡到一条输送带4上,输送至36工位拉伸爆口一体机2上,用上下工位分别抓住高脚杯的底部和口部,同时利用火枪加热需要拉伸的部分进行精准拉伸,产品完成爆口后,用12工位出料机械手16将产品输送至退火炉前。
39.以上所述,仅是本发明的较佳实施例而已,并非对本发明作任何形式上的限制,虽然本发明已以较佳实施例揭示如上,然而并非用以限定本发明,任何本领域技术人员,在不
脱离本发明技术方案范围内,当可利用上述揭示的技术内容做出些许更动或修饰为等同变化的等效实施例,但凡是未脱离本发明技术方案内容,依据本发明的技术实质对以上实施例所作的任何简介修改、等同变化与修饰,均仍属于本发明技术方案的范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1