一种微细颗粒天然石墨合成装置的制作方法
1.本发明涉及石墨提纯技术领域,尤其涉及一种微细颗粒天然石墨合成装置。
背景技术:
2.石墨是一种重要的非金属矿产资源,具有耐高温、抗腐蚀、抗热震、强度大、韧性好、自润滑、导热、导电等性能,广泛应用于冶金、机械、电子、化工、轻工、军工、国防、航天及耐火材料等行业,是当今高新技术发展必不可少的非金属材料,鳞片石墨为天然显晶质石墨,其形似鱼磷状,属六方晶系,呈层状结构,具有良好的耐高温、导电、导热、润滑、可塑及耐酸碱等性能。
3.天然石墨因其成本低、资源广泛并具有合适的充放电特性等特点在负极材料市场中占据重要的地位。但由于天然石墨电极存在可逆充放电容量较小及循环稳定性较差等问题,限制了天然石墨在锂电领域的进一步应用。经大量研究,将天然石墨处理成球状或者类球状后能够显著地提升天然石墨材料的电化学性能。球形化的天然石墨材料具有较小的比表面积,更高的振实密度,从而具有更高的首次库伦效率,更高的可逆充放电容量及更优异的循环稳定性,目前广泛地应用于锂离子电池的负极材料。
4.石墨在选矿过程中会经过多次磨浮工艺,从而产生较多的细鳞片石墨,为了防止资源浪费。这些细鳞片石墨经过球形化后再次挤压成型,能大大提高天然石墨的利用价值。
5.目前国内外各球形石墨产商主要使用机械力法对天然石墨进行球形化处理,通过机械作用产生的碰撞、摩擦和剪切等一系列作用力使石墨颗粒发生塑性变形以及颗粒吸附,得到球形石墨成品。生产球形石墨主要以天然微晶石墨作为原料,天然微晶石墨颗粒呈土状结构,在球形化过程中主要发生研磨。首先是颗粒上尖锐的棱角在冲击力的作用下受到不断研磨逐渐变得光滑圆整;然后是微细颗粒在球状大颗粒表面的吸附、紧实过程。
6.目前大多利用搅拌磨机对天然石墨的球形化处理主要是湿法研磨,对产品进行干燥即可得到球形石墨成品。但由于研磨介质的无规则运动,石墨颗粒在磨机中的受力过于复杂,石墨颗粒的破碎和球形化比重不好掌控,所以利用搅拌磨机生产出的球形石墨粒度分布较广,产率也不是很高,且研磨时间过长,易破坏石墨本身的片层结构,球化产品不适合应用于电池负极材料中,因此目前该类设备无法很好地运用于大规模的工业化生产。
技术实现要素:
7.本发明的目的在于克服现有技术点的不足,解决或至少减轻将细鳞片石墨直接挤压成型后经济价值较低的问题,而提供了一种微细颗粒天然石墨合成装置。
8.本发明是通过以下技术方案实现的:
9.一种微细颗粒天然石墨合成装置,所述合成装置包括从上向下依次设置的球化组件和挤压组件:
10.所述球化组件包括球化仓、隔板和风轮,所述球化仓包括两个相对设置且一体成型的搅拌仓,所述搅拌仓呈圆缺状,两个搅拌仓组合成90
°
翻转的8字形,两个搅拌仓连接处
的上部和下部分别设置有可开合的进料口和出料口,所述隔板的数量为两个,隔板呈圆缺环状,两个隔板分别同轴设置于两个搅拌仓内侧,隔板两端分别位于球化仓的进料口处和出料口处,隔板圆周外侧和搅拌仓圆周内侧形成循环通道,所述风轮的数量为两个,两个风轮分别同轴设置于两个隔板内,两个风轮同步反向转动且均向球化仓内侧转动;
11.所述挤压组件包括挤压仓和挤压辊,所述挤压仓上部连通至球化仓的出料口,两个所述挤压辊转动设置于挤压仓内且位于挤压仓与球化仓连通处下方,两个挤压辊相互啮合且同步反向转动。
12.为了进一步实现本发明,可优先选用以下技术方案:
13.优选的,所述隔板圆周内外两侧和所述搅拌仓圆周内侧均圆周均布有多个球化条,所述球化条沿隔板或搅拌仓轴向设置,球化条的截面呈外凸的半圆形。
14.优选的,所述球化组件上部设置有进料组件,所述进料组件包括送料管、送料轴、送料桨、进料管和进料斗,所述送料管横向设置于两个搅拌仓的连接处上方,所述进料管纵向设置,进料管上端连通至送料管圆周下部,进料管下端伸出球化仓且连通至隔板内,进料管为沿送料管轴向阵列设置的多个,所述进料斗呈上大下小的圆台状,进料斗位于送料管上方,进料斗下端连通至送料管,所述送料轴同轴转动设置于送料管内,所述送料桨呈平板状且螺旋缠绕设置于送料轴圆周外侧。
15.优选的,所述进料斗位于送料管中部,所述送料桨包括正桨和反桨,所述正桨和反桨分别位于送料轴前后两段,正桨和反桨的螺旋方向相反。
16.优选的,所述搅拌仓包括仓体和闭板,两个搅拌仓的所述仓体下部间隔设置,所述闭板呈圆弧形板状,闭板的圆弧形一端转动设置于仓体下部,两个搅拌仓的闭板的端部密封抵合。
17.优选的,所述球化组件和挤压组件之间设置有中转仓,所述中转仓上部密封连通至球化仓,两个所述闭板均位于中转仓内,中转仓下部连通至挤压仓,中转仓与挤压仓连通处朝向两个挤压辊的啮合处。
18.优选的,所述中转仓的纵截面上部呈上大下小的梯形、下部呈矩形,中转仓下部设置有挡板,所述挡板呈长条形平板状,挡板两端中心处与中转仓转动连接,挡板的宽度值等于中转仓下部内侧的宽度值。
19.优选的,所述挤压辊沿其长度方向设置有多个挤压环和挤压槽,所述挤压环和挤压槽均呈圆环状,挤压环和挤压槽宽度相等且间隔交错设置,挤压槽的截面底部呈内凹的半圆形,挤压环的截面外端呈外凸的半圆形;
20.两个所述挤压辊的挤压环和挤压槽一一相对设置,其中一个挤压辊的挤压环位于另一个挤压辊的挤压槽内。
21.优选的,所述挤压辊圆周外侧设置有多个挤压环和挤压槽,所述挤压环和挤压槽均呈螺旋状,挤压环和挤压槽宽度相等且间隔交错设置,挤压槽的截面底部呈内凹的半圆形,挤压环的截面外端呈外凸的半圆形;
22.两个所述挤压辊的挤压环和挤压槽一一相对设置,其中一个挤压辊的挤压环位于另一个挤压辊的挤压槽内,其中一个挤压辊的挤压环和挤压槽的螺旋方向与另一个挤压辊的挤压环和挤压槽的螺旋方向相反。
23.通过上述技术方案,本发明的有益效果是:
24.采用本发明的细鳞片石墨在挤压成型前先进行球形化处理,能显著提升成型后的石墨材料的电化学性能。
25.本发明的球化组件包括球化仓、隔板和风轮,球化仓呈90
°
翻转的8字形,隔板圆周外侧和搅拌仓圆周内侧形成循环通道。风轮转动形成高速气流,细鳞片石墨进入球化仓后由高速气流带动流动,细鳞片石墨与隔板内壁、风轮之间以及各细鳞片石墨颗粒之间反复碰撞、摩擦、剪切;同时一部分细鳞片石墨通过循环通道从球化仓下部再次进入球化仓上部,循环过程中细鳞片石墨与隔板外壁、球化仓内壁之间反复碰撞、摩擦、剪切;在不断的冲击下细鳞片石墨颗粒逐渐被打磨成球状大颗粒,打磨下的细鳞片石墨形成细颗粒,在不断的循环过程中,细颗粒吸附在大颗粒上,细颗粒固定和嵌入大颗粒后继续受冲击,球形石墨微粉逐渐密实。本装置球形化效果好,生产效率高。
26.本发明的球化组件上部设置有进料组件,进料组件使细鳞片石墨按一定速率均匀进入球化组件并控制球化组件内细鳞片石墨的数量,从而保障球形化效果。
27.本发明的中转仓上端两端分别密封连通至球化组件和挤压组件,不仅保障连续生产,并且避免生产过程中灰尘掺杂入石墨,以提高纯度。
28.本发明的挤压组件包括两个相互啮合的挤压辊,挤压辊设置有挤压环和挤压槽,球形化后的细鳞片石墨由挤压环和挤压槽挤压成型,保障成型质量。
附图说明
29.图1为本发明的结构示意图;
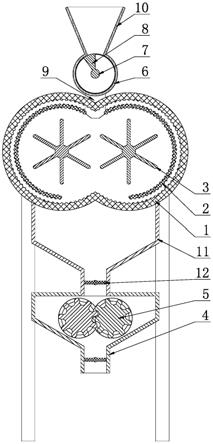
30.图2为本发明的结构剖视图;
31.图3为本发明的图2中a-a处的剖视图;
32.图4为本发明的图2中b-b处的剖视图;
33.图5为本发明的球化仓的结构示意图;
34.图6为本发明的球化仓的结构剖视图;
35.图7为本发明的送料轴和送料桨的结构示意图;
36.图8为本发明的风轮的结构示意图;
37.图9为本发明的隔板的结构示意图;
38.图10为本发明的挤压辊的结构示意图之一;
39.图11为本发明的挤压辊的结构示意图之二;
40.其中:1-球化仓;2-隔板;3-风轮;4-挤压仓;5-挤压辊;6-送料管;7-送料轴;8-送料桨;9-进料管;10-进料斗;11-中转仓;12-挡板;101-仓体;102-闭板。
具体实施方式
41.在本发明的描述中,还需要说明的是,除非另有明确的规定和限定,术语“设置”、“安装”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本发明中的具体含义。
42.下面将结合发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整
地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
43.实施例1:
44.如图1-11所示,一种微细颗粒天然石墨合成装置,合成装置包括从上向下依次设置的球化组件和挤压组件:
45.球化组件包括球化仓1、隔板2和风轮3,球化仓1包括两个相对设置且一体成型的搅拌仓,搅拌仓呈圆缺状,两个搅拌仓组合成90
°
翻转的8字形,两个搅拌仓连接处的上部和下部分别设置有可开合的进料口和出料口,隔板2的数量为两个,隔板2呈圆缺环状,两个隔板2分别同轴设置于两个搅拌仓内侧,隔板2两端分别位于球化仓1的进料口处和出料口处,隔板2圆周外侧和搅拌仓圆周内侧形成循环通道,风轮3的数量为两个,两个风轮3分别同轴设置于两个隔板2内,两个风轮3同步反向转动且均向球化仓1内侧转动;
46.挤压组件包括挤压仓4和挤压辊5,挤压仓4上部连通至球化仓1的出料口,两个挤压辊5转动设置于挤压仓4内且位于挤压仓4与球化仓1连通处下方,两个挤压辊5相互啮合且同步反向转动。
47.为了提高球形化效率,隔板2圆周内外两侧和搅拌仓圆周内侧均圆周均布有多个球化条,球化条沿隔板2或搅拌仓轴向设置,球化条的截面呈外凸的半圆形。
48.为了均匀进料并控制进料速率,球化组件上部设置有进料组件,进料组件包括送料管6、送料轴7、送料桨8、进料管9和进料斗10,送料管6横向设置于两个搅拌仓的连接处上方,进料管9纵向设置,进料管9上端连通至送料管6圆周下部,进料管9下端伸出球化仓1且连通至隔板2内,进料管9为沿送料管6轴向阵列设置的多个,进料斗10呈上大下小的圆台状,进料斗10位于送料管6上方,进料斗10下端连通至送料管6,送料轴7同轴转动设置于送料管6内,送料桨8呈平板状且螺旋缠绕设置于送料轴7圆周外侧。
49.进料斗10位于送料管6中部,送料桨8包括正桨和反桨,正桨和反桨分别位于送料轴7前后两段,正桨和反桨的螺旋方向相反。
50.为了使球形化过程中球化仓1保持密闭状态,球形化结束后细鳞片石墨能进入下步工序,搅拌仓包括仓体101和闭板102,两个搅拌仓的仓体101下部间隔设置,闭板102呈圆弧形板状,闭板102的圆弧形一端转动设置于仓体101下部,两个搅拌仓的闭板102的端部密封抵合。
51.为了实现连续生产,球化组件和挤压组件之间设置有中转仓11,中转仓11上部密封连通至球化仓1,两个闭板102均位于中转仓11内,中转仓11下部连通至挤压仓4,中转仓11与挤压仓4连通处朝向两个挤压辊5的啮合处。
52.中转仓11的纵截面上部呈上大下小的梯形、下部呈矩形,中转仓11下部设置有挡板12,挡板12呈长条形平板状,挡板12两端中心处与中转仓11转动连接,挡板12的宽度值等于中转仓11下部内侧的宽度值。
53.为了保障挤压效果,挤压辊5沿其长度方向设置有多个挤压环和挤压槽,挤压环和挤压槽均呈圆环状,挤压环和挤压槽宽度相等且间隔交错设置,挤压槽的截面底部呈内凹的半圆形,挤压环的截面外端呈外凸的半圆形;
54.两个挤压辊5的挤压环和挤压槽一一相对设置,其中一个挤压辊5的挤压环位于另
一个挤压辊5的挤压槽内。
55.实施例2:
56.实施例2与实施例1的不同之处在于:
57.挤压辊5圆周外侧设置有多个挤压环和挤压槽,挤压环和挤压槽均呈螺旋状,挤压环和挤压槽宽度相等且间隔交错设置,挤压槽的截面底部呈内凹的半圆形,挤压环的截面外端呈外凸的半圆形;
58.两个挤压辊5的挤压环和挤压槽一一相对设置,其中一个挤压辊5的挤压环位于另一个挤压辊5的挤压槽内,其中一个挤压辊5的挤压环和挤压槽的螺旋方向与另一个挤压辊5的挤压环和挤压槽的螺旋方向相反。
59.采用本发明的细鳞片石墨在挤压成型前先进行球形化处理,能显著提升成型后的石墨材料的电化学性能。
60.本发明的球化组件包括球化仓1、隔板2和风轮3,球化仓1呈90
°
翻转的8字形,隔板2圆周外侧和搅拌仓圆周内侧形成循环通道。风轮3转动形成高速气流,细鳞片石墨进入球化仓1后由高速气流带动流动,细鳞片石墨与隔板2内壁、风轮3之间以及各细鳞片石墨颗粒之间反复碰撞、摩擦、剪切;同时一部分细鳞片石墨通过循环通道从球化仓1下部再次进入球化仓1上部,循环过程中细鳞片石墨与隔板2外壁、球化仓1内壁之间反复碰撞、摩擦、剪切;在不断的冲击下细鳞片石墨颗粒逐渐被打磨成球状大颗粒,打磨下的细鳞片石墨形成细颗粒,在不断的循环过程中,细颗粒吸附在大颗粒上,细颗粒固定和嵌入大颗粒后继续受冲击,球形石墨微粉逐渐密实。本装置球形化效果好,生产效率高。
61.本发明的球化组件上部设置有进料组件,进料组件使细鳞片石墨按一定速率均匀进入球化组件并控制球化组件内细鳞片石墨的数量,从而保障球形化效果。
62.本发明的中转仓11上端两端分别密封连通至球化组件和挤压组件,不仅保障连续生产,并且避免生产过程中灰尘掺杂入石墨,以提高纯度。
63.本发明的挤压组件包括两个相互啮合的挤压辊5,挤压辊5设置有挤压环和挤压槽,球形化后的细鳞片石墨由挤压环和挤压槽挤压成型,保障成型质量。
64.最后应说明的是:以上仅为本发明的优选实施例而已,并不用于限制本发明,尽管参照前述实施例对本发明进行了详细的说明,对于本领域的技术人员来说,其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换,凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1