一种3D打印混凝土材料及其制备方法及在线调控方法与流程
一种3d打印混凝土材料及其制备方法及在线调控方法
技术领域
1.本发明涉及3d打印混凝土制备技术领域,尤其是涉及一种3d打印混凝土材料及其制备方法及在线调控方法。
背景技术:
2.混凝土3d打印技术是应用机电一体化技术通过挤出成型的方式将混凝土拌合物建造成三维结构的增材建造技术。该技术最主要优势在于完全省去了建筑模板的制造和施工成本。混凝土3d打印技术完全替代建筑模板这一巨大优势同时也为打印材料带来了巨大挑战,因为混凝土材料必须满足建筑模板所要求的全部条件。因此,新拌3d打印混凝土材料的早期性能非常重要。新拌3d打印混凝土材料需要具有特殊的流变特性,既可以顺利挤出,避免发生堵塞,又具有足够的早期强度和刚度,可以为后续层层堆积提供稳定基础,避免过度变形和坍塌。仅仅依靠材料自身配合比的调整,难以实现打印材料的特殊流变特性要求,因此,寻求一种可有效调整打印材料流变特性的材料是突破其上述瓶颈的重要途径。
3.外加剂作为调节3d打印混凝土材料特殊早期流变性能的有效手段,被认为是除胶凝材料、集料、纤维和水以外制备3d打印混凝土材料的必要材料。3d打印混凝土材料特殊的早期流变性能决定了其所采用的外加剂与传统混凝土所用外加剂相差较大。3d打印混凝土材料早期特性通常需要掺入多种不同功能的外加剂来实现流变、水化和打印质量的控制。现有的3d打印混凝土材料超早龄期水化硬化与3d打印挤出工艺难以协调兼容。
技术实现要素:
4.本发明的目的是提供一种3d打印混凝土材料及其制备方法及在线调控方法,满足了3d打印混凝土材料的超早龄期的工作性能和特殊的流变特性,避免出现材料堵塞、中断、变形、撕裂甚至坍塌等现象,从而解决了3d打印混凝土材料制备过程中工作性能与3d打印工艺不协调等方面的问题,最终实现连续稳定的打印过程。
5.为实现上述目的,本发明提供了一种3d打印混凝土材料,包括3d打印混凝土调凝剂、胶凝材料、砂和水;
6.所述3d打印混凝土调凝剂由速凝剂、缓凝剂和减水剂组成,其中所述速凝剂为粉末状,其含水率小于2%,细度小于15%,氯离子小于0.1%,所述减水剂的减水率大于35%、含气量小于6%。
7.优选的,所述胶凝材料包括贝利特硫铝酸盐水泥和粉煤灰,所述砂为石英砂,所述水为自来水。
8.优选的,按重量份数计,包括高贝利特硫铝酸盐水泥70-90份、粉煤灰10-30份、石英砂105-135份、水30-35份、速凝剂0.8-2.1份、缓凝剂0.1-0.2份、减水剂0.1-0.2份。
9.优选的,所述速凝剂为有碱速凝剂,所述缓凝剂为白糖、葡萄糖酸钠、柠檬酸钠、麦芽糖糊清、硼酸中的一种或几种,所述减水剂为聚羧酸系高效减水剂。
10.优选的,所述高贝利特硫铝酸盐水泥为比表面积不小于400m2/kg、强度等级为
42.5的抗裂快凝快硬高贝利特硫铝酸盐水泥。
11.优选的,所述粉煤灰的粒径为0.3μm-650μm,石英砂为40-80目。
12.一种3d打印混凝土材料的制备方法,包括以下步骤:
13.(1)将高贝利特硫铝酸盐水泥、粉煤灰、石英砂在搅拌锅中搅拌混合,得到混合物料;
14.(2)将水与减水剂、速凝剂、缓凝剂搅拌均匀,搅拌时间为40-90s,得到3d打印混凝土调凝剂;
15.(3)将混合物料在搅拌锅中预搅拌,预搅拌时间为120-240s,待预搅拌均匀后再加入3d打印混凝土调凝剂溶液在搅拌锅中搅拌混合,搅拌时间为150-270s,直至各组分搅拌均匀得到3d打印混凝土材料。
16.优选的,所述减水剂与水的质量比为(0.10-0.20):32,所述缓凝剂与水的质量比为(0.10-0.20):32,所述速凝剂与水的质量比为(0.80-2.10):32。
17.一种3d打印混凝土材料的在线调控方法,包括以下步骤:
18.(1)输入参数:输入几何参数、输入材料参数以及输入打印参数,输入几何参数包括输入截面尺寸、打印高度及总厚度,输入材料参数包括输入材料密度、弹性模量调凝剂掺量,输入打印参数包括输入打印速度、打印间隔时间及打印喷头直径;
19.(2)估算打印材料最大屈服应力:建立初始数学模型、在已知参数的情况下估算打印材料最大屈服应力以及利用有限元软件验证;
20.(3)超声波在线实时检测材料刚度:建立有损检测与超声波无损检测的关系以及根据响应超声波的到达时间和波速预测材料刚度;
21.(4)预测构件是否会发生建造失稳以及反馈控制构件建造稳定:根据建造失稳数学模型预测构件是否会发生建造失稳以及利用图片处理技术监测设计高度与实际高度之间的误差,若不满足所述建造失稳数学模型或若高度误差不在可允许范围内,则确定为建造失稳;
22.(5)反馈控制构件建造稳定:检测建造失稳异常,当检测到建造失稳异常,进行实时反馈控制以及通过实时反馈控制调整所述3d打印混凝土调凝剂掺量。
23.因此,本发明采用上述一种3d打印混凝土材料及其制备方法及在线调控方法,满足了3d打印混凝土材料的超早龄期的工作性能和特殊的流变特性,避免出现材料堵塞、中断、变形、撕裂甚至坍塌等现象,从而解决了3d打印混凝土材料制备过程中工作性能与3d打印工艺不协调等方面的问题,最终实现连续稳定的打印过程。
24.下面通过附图和实施例,对本发明的技术方案做进一步的详细描述。
附图说明
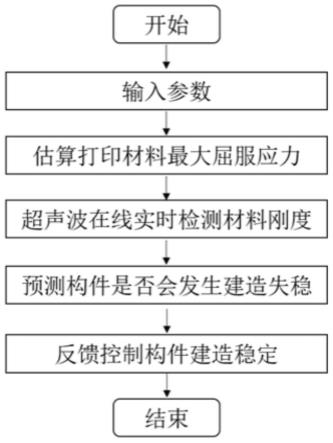
25.图1为本发明3d打印混凝土在线调控方法原理图;
26.图2为本发明3d打印混凝土在线调控方法中输入参数原理图;
27.图3为本发明3d打印混凝土在线调控方法中估算打印材料最大屈服应力原理图;
28.图4为本发明3d打印混凝土在线调控方法中超声波在线实时检测材料刚度原理图;
29.图5为本发明3d打印混凝土在线调控方法中预测构件是否发生建造失稳原理图;
0.18):32,最优选为(0.15-0.17):32。所述缓凝剂与水的质量比为(0.10-0.20):32,更优选为(0.02-0.08):32,最优选为(0.03-0.05):32。所述速凝剂与水的质量比为(0.80-2.10):32,更优选为(0.12-0.19):32,最优选为(0.15-0.17):32。
42.如图1所示,一种3d打印混凝土材料的在线调控方法,包括以下步骤:
43.(1)输入参数:输入几何参数、输入材料参数以及输入打印参数,输入几何参数包括输入截面尺寸、打印高度及总厚度,输入材料参数包括输入材料密度、弹性模量调凝剂掺量,输入打印参数包括输入打印速度、打印间隔时间及打印喷头直径,如图2所示;
44.(2)估算打印材料最大屈服应力:建立初始数学模型、在已知参数的情况下估算打印材料最大屈服应力以及利用有限元软件验证,如图3所示;
45.(3)超声波在线实时检测材料刚度:建立有损检测与超声波无损检测的关系以及根据响应超声波的到达时间和波速预测材料刚度,如图4所示;
46.(4)预测构件是否会发生建造失稳以及反馈控制构件建造稳定:根据建造失稳数学模型预测构件是否会发生建造失稳以及利用图片处理技术监测设计高度与实际高度之间的误差,若不满足所述建造失稳数学模型或若高度误差不在可允许范围内,则确定为建造失稳,如图5所示;
47.(5)反馈控制构件建造稳定:检测建造失稳异常,当检测到建造失稳异常,进行实时反馈控制以及通过实时反馈控制调整所述3d打印混凝土调凝剂掺量,如图6所示。
48.以下通过附图和实施例对本发明的技术方案作进一步说明。
49.实施例1
50.一种3d打印混凝土材料,包括所述3d打印混凝土调凝剂、胶凝材料、砂和水。
51.具体的,所述3d打印混凝土调凝剂包括粉末状白糖、粉末状有碱速凝剂和粉末状聚羧酸系高效减水剂,所述胶凝材料包括高贝利特硫铝酸盐水泥和粒径为0.3μm-650μm的粉煤灰,所述砂为40-80目白色石英砂,所述水为自来水。所述3d打印混凝土材料各组分质量分数为:高贝利特硫铝酸盐水泥80份,粒径为0.3μm-650μm的粉煤灰20份,40-80目白色石英砂120份,自来水32份,粉末状白糖0.02份,粉末状有碱速凝剂1.50份,粉末状聚羧酸系高效减水剂0.16份。
52.实施例2
53.一种3d打印混凝土材料,包括所述3d打印混凝土调凝剂、胶凝材料、砂和水。
54.具体的,所述3d打印混凝土调凝剂包括粉末状葡萄糖酸钠、粉末状有碱速凝剂和粒径为0.3μm-650μm的粉末状聚羧酸系高效减水剂,所述胶凝材料包括高贝利特硫铝酸盐水泥和粉煤灰,所述砂为40-80目白色石英砂,所述水为自来水。所述3d打印混凝土材料各组分质量分数为:高贝利特硫铝酸盐水泥80份,粒径为0.3μm-650μm的粉煤灰20份,40-80目白色石英砂120份,自来水32份,粉末状葡萄糖酸钠0.03份,粉末状有碱速凝剂2.00份,粉末状聚羧酸系高效减水剂0.16份。
55.实施例3
56.一种3d打印混凝土材料,包括所述3d打印混凝土调凝剂、胶凝材料、砂和水。
57.具体的,所述3d打印混凝土调凝剂包括粉末状柠檬酸钠、粉末状有碱速凝剂和粉末状聚羧酸系高效减水剂,所述胶凝材料包括高贝利特硫铝酸盐水泥和粒径为0.3μm-650μm的粉煤灰,所述砂为40-80目白色石英砂,所述水为自来水。所述3d打印混凝土材料各组分
质量分数为:高贝利特硫铝酸盐水泥80份,粒径为0.3μm-650μm的粉煤灰20份,40-80目白色石英砂120份,自来水32份,粉末状柠檬酸钠0.04份,粉末状有碱速凝剂1.50份,粉末状聚羧酸系高效减水剂0.16份。
58.实施例4
59.一种3d打印混凝土材料,包括所述3d打印混凝土调凝剂、胶凝材料、砂和水。
60.具体的,所述3d打印混凝土调凝剂包括粉末状麦芽糖糊清、粉末状有碱速凝剂和粉末状聚羧酸系高效减水剂,所述胶凝材料包括高贝利特硫铝酸盐水泥和粒径为0.3μm-650μm的粉煤灰,所述砂为40-80目白色石英砂,所述水为自来水。所述3d打印混凝土材料各组分质量分数为:高贝利特硫铝酸盐水泥80份,粒径为0.3μm-650μm的粉煤灰20份,40-80目白色石英砂120份,自来水32份,粉末状麦芽糖糊清0.10份,粉末状有碱速凝剂1.50份,粉末状聚羧酸系高效减水剂0.16份。
61.实施例5
62.一种3d打印混凝土材料,包括所述3d打印混凝土调凝剂、胶凝材料、砂和水。
63.具体的,所述3d打印混凝土调凝剂包括粉末状硼酸、粉末状有碱速凝剂和粉末状聚羧酸系高效减水剂,所述胶凝材料包括高贝利特硫铝酸盐水泥和粒径为0.3μm-650μm的粉煤灰,所述砂为40-80目白色石英砂,所述水为自来水。所述3d打印混凝土材料各组分质量分数为:高贝利特硫铝酸盐水泥80份,粉煤灰20份,40-80目白色石英砂120份,自来水32份,粉末状硼酸0.03份,粉末状有碱速凝剂1.70份,粉末状聚羧酸系高效减水剂0.16份。
64.实施例6
65.一种3d打印混凝土材料,包括所述3d打印混凝土调凝剂、胶凝材料、砂和水。
66.具体的,所述3d打印混凝土调凝剂包括粉末状白糖、粉末状柠檬酸钠、粉末状有碱速凝剂和粉末状聚羧酸系高效减水剂,所述胶凝材料包括高贝利特硫铝酸盐水泥和粒径为0.3μm-650μm的粉煤灰,所述砂为40-80目白色石英砂,所述水为自来水。所述3d打印混凝土材料各组分质量分数为:高贝利特硫铝酸盐水泥80份,粒径为0.3μm-650μm的粉煤灰20份,40-80目白色石英砂120份,自来水32份,粉末状白糖0.02份,粉末状柠檬酸钠0.08份,粉末状有碱速凝剂0.10份,粉末状聚羧酸系高效减水剂0.16份。
67.实施例7
68.一种3d打印混凝土材料,包括所述3d打印混凝土调凝剂、胶凝材料、砂和水。
69.具体的,所述3d打印混凝土调凝剂包括粉末状葡萄糖酸钠、粉末状麦芽糖糊清、粉末状硼酸、粉末状有碱速凝剂和粉末状聚羧酸系高效减水剂,所述胶凝材料包括高贝利特硫铝酸盐水泥和粒径为0.3μm-650μm的粉煤灰,所述砂为40-80目白色石英砂,所述水为自来水。所述3d打印混凝土材料各组分质量分数为:高贝利特硫铝酸盐水泥80份,粒径为0.3μm-650μm的粉煤灰20份,40-80目白色石英砂120份,自来水32份,粉末状葡萄糖酸钠0.02份,粉末状麦芽糖糊清0.02份,粉末状硼酸0.01份,粉末状有碱速凝剂2.10份,粉末状聚羧酸系高效减水剂0.16份。
70.对上述实施例进行凝结时间及流动度的测试。其中,凝结时间参照gb/t1346《水泥标准稠度用水量、凝结时间、安定性检测方法》贯入阻力的测试方法进行测试;流动度参照gb/t2419-2005《水泥胶砂流动度测定方法》跳桌试验的方法进行测试。
71.表1为各实施例凝结时间及流动度的测试结果,均符合3d打印要求。图7为各实施
例贯入阻力随时间变化曲线,用来判断该实施例是否适宜用于制备3d打印混凝土材料,各实施例前期贯入阻力随时间发展缓慢可以保证足够的开放时间,后期贯入阻力随时间发展迅速可以保证材料在挤出后具有一定的形状保持能力。
72.表1各实施例凝结时间及流动度的测试结果
[0073][0074]
对比例1
[0075]
一种3d打印混凝土材料,包括胶凝材料、砂和水。
[0076]
具体的,所述胶凝材料包括高贝利特硫铝酸盐水泥和粒径为0.3μm-650μm的粉煤灰,所述砂为40-80目白色石英砂,所述水为自来水。所述3d打印混凝土材料各组分质量分数为:高贝利特硫铝酸盐水泥80份,粒径为0.3μm-650μm的粉煤灰20份,40-80目白色石英砂120份,自来水32份。
[0077]
对比例2
[0078]
一种3d打印混凝土材料,包括所述3d打印混凝土调凝剂、胶凝材料、砂和水。
[0079]
具体的,所述3d打印混凝土调凝剂包括粉末状葡萄糖酸钠、粉末状有碱速凝剂和粉末状聚羧酸系高效减水剂,所述胶凝材料包括高贝利特硫铝酸盐水泥和粒径为0.3μm-650μm的粉煤灰,所述砂为40-80目白色石英砂,所述水为自来水。所述3d打印混凝土材料各组分质量分数为:高贝利特硫铝酸盐水泥80份,粉煤灰20份,40-80目白色石英砂120份,自来水32份,粉末状葡萄糖酸钠0.16份、粉末状有碱速凝剂2.50份,粉末状聚羧酸系高效减水剂0.16份。
[0080]
表2为各对比例凝结时间及流动度的测试结果,图8为各对比例贯入阻力随时间变化曲线,对比例1与对比例2贯入阻力随时间发展均衡,不能同时满足挤出性要求与建造性要求,均不符合3d打印要求。
[0081]
表2各对比例凝结时间及流动度的测试结果
[0082][0083]
因此,本发明采用上述一种3d打印混凝土材料及其制备方法及在线调控方法,满足了3d打印混凝土材料的超早龄期的工作性能和特殊的流变特性,避免出现材料堵塞、中断、变形、撕裂甚至坍塌等现象,从而解决了3d打印混凝土材料制备过程中工作性能与3d打印工艺不协调等方面的问题,最终实现连续稳定的打印过程。
[0084]
最后应说明的是:以上实施例仅用以说明本发明的技术方案而非对其进行限制,尽管参照较佳实施例对本发明进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对本发明的技术方案进行修改或者等同替换,而这些修改或者等同替换亦不能使修改后的技术方案脱离本发明技术方案的精神和范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1