一种石墨烯石墨粉应用工艺的制作方法
1.本发明涉及石墨粉应用技术领域,具体为一种石墨烯石墨粉应用工艺。
背景技术:
2.石墨烯是一种以sp2杂化连接的碳原子紧密堆积成单层二维蜂窝状晶格结构的新材料。石墨烯具有优异的光学、电学、力学特性,在材料学、微纳加工、能源、生物医学和药物传递等方面具有重要的应用前景,被认为是一种未来革命性的材料。石墨烯常见的粉体生产的方法为机械剥离法、氧化还原法、sic外延生长法,薄膜生产方法为化学气相沉积法。石墨烯具有非常好的热传导性能。纯的无缺陷的单层石墨烯的导热系数高达5300w/mk,是为止导热系数最高的碳材料,高于单壁碳纳米管和多壁碳纳米管。当它作为载体时,导热系数也可达600w/mk。此外,石墨烯的弹道热导率可以使单位圆周和长度的碳纳米管的弹道热导率的下限下移。
3.现有技术中,石墨烯被应用到各个领域,目前在导热这一块石墨烯还没有应用到散热器上,目前的散热器大多都是以铝和铜制材料所制成,金属制成的散热器不说在散热效果上比不上石墨烯,而且金属所制成的散热器重量比较大,生产工艺也比较复杂困难,在生产时不能对各种能源加以利用,不具节能环保的作用。
技术实现要素:
4.(一)解决的技术问题
5.针对现有技术的不足,本发明提供了一种石墨烯石墨粉应用工艺,具备高散热,质量轻等优点,解决了散热效率一般,质量重的问题。
6.(二)技术方案
7.为实现上述高散热,质量轻的目的,本发明提供如下技术方案:一种石墨烯石墨粉应用工艺,包括以下制备步骤:
8.s1、准备原料:准备好相应配比重量份的石墨粉和辅料待用;
9.s2、原料混合:将准备好的石墨粉各种辅料放入到搅拌器的内部进行混合,搅拌器的搅拌速度设为60-100r/min,搅拌时间为5-10min,原料混合均匀后备用;
10.s3、原料分重:要搅拌成原料分成产品需要的份量;
11.s4、模具成型:把分好份量原料放到模具内,然后使用液压机进行下移压制;
12.s5、原料加热:对模具内的原料进行硫化加热,加热的温度为120-150℃,加热的时间为2-4min,时间到了液压机回程;
13.s6、冷却成型:使用冷却水注入模具,冷却管在模具内部呈s型排布,冷却管在模具内部设有两组,两组冷却管的进水端和出水端成相对方向设置,冷却水流入冷却管内对模具和模具内的产品进行降温,降温后的冷却水回流入换热水箱待下次使用;
14.s7、余热利用:换热水箱设在余热箱内部,换热水箱表面为导热性好的铝制材料制成,余热箱的外部设有鼓风机,在换热后的热水进入换热水箱后可以提高换热水箱的温度,
鼓风机吹出的风吹到换热水箱上进入暖风管到搅拌器内部,对搅拌器内的原料进行余热;
15.s8、产品出模:产品冷却成型后,将产品使用顶出缸顶出模具;
16.s9、抛光封装:对成型后的产品进行毛刺修剪打磨,打磨后进行封装出售。
17.作为本发明的一种优选技术方案,所述s1中所用的辅料包括聚苯乙烯25-30份、树脂10-15份、硬脂酸锌1-3份,所述石墨粉的重量份设为40-60份。
18.作为本发明的一种优选技术方案,所述s3中使用液压机进行压制时,液压机的压力设为100-200pa,所述压制的时间为2-4min。
19.作为本发明的一种优选技术方案,所述s3中模具的内壁设为波浪形,波浪形的表面可以增加换热器与空气接触的面积,提升散热器的换热效率。
20.作为本发明的一种优选技术方案,所述s2中在对原料进行搅拌时增加增塑剂,增塑剂的添加量为原料的0.5%-1%。
21.作为本发明的一种优选技术方案,所述s7中鼓风机的进风口设在余热箱的外部,出风口对着余热箱内部的换热水箱。
22.(三)有益效果
23.与现有技术相比,本发明提供了一种石墨烯石墨粉应用工艺,具备以下有益效果:
24.1、该石墨烯石墨粉应用工艺,通过由石墨粉为主原料,其他塑性材料为辅助材料所制成的散热器,不仅在散热性能上稳压金属材料,而且在重量上更加的轻便,加工时也比金属材料更加的便捷和简单,可以大大的提高其散热效率,并且此方案加工出来的散热器表面呈波浪形,可以增加散热器与空气接触的面积,从而达到增加散热效率的目的。
25.2、该石墨烯石墨粉应用工艺,通过在对散热器制备的过程中换热时的冷却水变热后输送到换热水箱内,利用冷却水变热后的热量通过余热箱内的风机和暖风管输送到搅拌器内,可以在连续制造散热器时对下一组原料进行余热,有效的利用了热能源,而且预热后的原料材质会变软,在进行液压机进行压实时可以更紧密的压合,有利于增加产品结构强度。
附图说明
26.图1为本发明的工艺流程图;
27.图2为本发明石墨粉导热系数实验数据图。
具体实施方式
28.下面将结合本发明的实施例,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
29.实施例一:
30.一种石墨烯石墨粉应用工艺,包括以下制备步骤:
31.s1、准备原料:准备好相应配比重量份的石墨粉和辅料待用,辅料包括聚苯乙烯25份、树脂10份、硬脂酸锌1份,所述石墨粉的重量份设为40-60份;
32.s2、原料混合:将准备好的石墨粉各种辅料放入到搅拌器的内部进行混合,搅拌器
的搅拌速度设为60r/min,搅拌时间为1-3min,原料混合均匀后备用,在对原料进行搅拌时增加增塑剂,增塑剂的添加量为原料的0.5%;
33.s3、原料预热:在搅拌器的内部加入暖风口,暖风口吹入热风对原料进行预加热,使原料内的材料软化,液压机进行压制时,液压机的压力设为100pa,所述压制的时间为2-3min,模具的内壁设为波浪形,波浪形的表面可以增加换热器与空气接触的面积,提升散热器的换热效率;
34.s4、模具填充:把混合好的原料填充到模具内,然后使用液压机进行下移压制;
35.s5、原料加热:对模具内的原料进行硫化加热,加热的温度为120℃,加热的时间为2-3min,时间到了液压机回程;
36.s6、冷却成型:使用冷却水注入模具,冷却管在模具内部呈s型排布,冷却管在模具内部设有两组,两组冷却管的进水端和出水端成相对方向设置,冷却水流入冷却管内对模具和模具内的产品进行降温,降温后的冷却水回流入换热水箱待下次使用;
37.s8、产品出模:产品冷却成型后,将产品使用顶出缸顶出模具;
38.s9、抛光封装:对成型后的产品进行毛刺修剪打磨,打磨后进行封装出售。
39.实施例二:
40.一种石墨烯石墨粉应用工艺,包括以下制备步骤:
41.s1、准备原料:准备好相应配比重量份的石墨粉和辅料待用,辅料包括聚苯乙烯28份、树脂12份、硬脂酸锌2份,所述石墨粉的重量份设为50份;
42.s2、原料混合:将准备好的石墨粉各种辅料放入到搅拌器的内部进行混合,搅拌器的搅拌速度设为70r/min,搅拌时间为1-5min,原料混合均匀后备用,在对原料进行搅拌时增加增塑剂,增塑剂的添加量为原料的0.7%;
43.s3、原料预热:在搅拌器的内部加入暖风口,暖风口吹入热风对原料进行预加热,使原料内的材料软化,液压机进行压制时,液压机的压力设为100-200pa,所述压制的时间为2-3min,模具的内壁设为波浪形,波浪形的表面可以增加换热器与空气接触的面积,提升散热器的换热效率;
44.s4、模具填充:把混合好的原料填充到模具内,然后使用液压机进行下移压制;
45.s5、原料加热:对模具内的原料进行硫化加热,加热的温度为130℃,加热的时间为5min,时间到了液压机回程;
46.s6、冷却成型:使用冷却水注入模具,冷却管在模具内部呈s型排布,冷却管在模具内部设有两组,两组冷却管的进水端和出水端成相对方向设置,冷却水流入冷却管内对模具和模具内的产品进行降温,降温后的冷却水回流入换热水箱待下次使用;
47.s8、产品出模:产品冷却成型后,将产品使用顶出缸顶出模具;
48.s9、抛光封装:对成型后的产品进行毛刺修剪打磨,打磨后进行封装出售。
49.实施例三:
50.一种石墨烯石墨粉应用工艺,包括以下制备步骤:
51.s1、准备原料:准备好相应配比重量份的石墨粉和辅料待用,辅料包括聚苯乙烯28份、树脂12份、硬脂酸锌2份,所述石墨粉的重量份设为46份;
52.s2、原料混合:将准备好的石墨粉各种辅料放入到搅拌器的内部进行混合,搅拌器的搅拌速度设为80/min,搅拌时间为8min,原料混合均匀后备用,在对原料进行搅拌时增加
增塑剂,增塑剂的添加量为原料的0.8%;
53.s3、原料预热:在搅拌器的内部加入暖风口,暖风口吹入热风对原料进行预加热,使原料内的材料软化,液压机进行压制时,液压机的压力设为100-200pa,所述压制的时间为10min,模具的内壁设为波浪形,波浪形的表面可以增加换热器与空气接触的面积,提升散热器的换热效率;
54.s4、模具填充:把混合好的原料填充到模具内,然后使用液压机进行下移压制;
55.s5、原料加热:对模具内的原料进行硫化加热,加热的温度为140℃,加热的时间为2-4min,时间到了液压机回程;
56.s6、冷却成型:使用冷却水注入模具,冷却管在模具内部呈s型排布,冷却管在模具内部设有两组,两组冷却管的进水端和出水端成相对方向设置,冷却水流入冷却管内对模具和模具内的产品进行降温,降温后的冷却水回流入换热水箱待下次使用;
57.s7、余热利用:换热水箱设在余热箱内部,换热水箱表面为导热性好的铝制材料制成,余热箱的外部设有鼓风机,在换热后的热水进入换热水箱后可以提高换热水箱的温度,鼓风机吹出的风吹到换热水箱上进入暖风管到搅拌器内部,对搅拌器内的原料进行余热,鼓风机的进风口设在余热箱的外部,出风口对着余热箱内部的换热水箱;
58.s8、产品出模:产品冷却成型后,将产品使用顶出缸顶出模具;
59.s9、抛光封装:对成型后的产品进行毛刺修剪打磨,打磨后进行封装出售。
60.实施例四:
61.一种石墨烯石墨粉应用工艺,包括以下制备步骤:
62.s1、准备原料:准备好相应配比重量份的石墨粉和辅料待用,辅料包括聚苯乙烯30份、树脂15份、硬脂酸锌3份,所述石墨粉的重量份设为50份;
63.s2、原料混合:将准备好的石墨粉各种辅料放入到搅拌器的内部进行混合,搅拌器的搅拌速度设为100r/min,搅拌时间为10min,原料混合均匀后备用,在对原料进行搅拌时增加增塑剂,增塑剂的添加量为原料的1%;
64.s3、原料预热:在搅拌器的内部加入暖风口,暖风口吹入热风对原料进行预加热,使原料内的材料软化,液压机进行压制时,液压机的压力设为200pa,所述压制的时间为10min,模具的内壁设为波浪形,波浪形的表面可以增加换热器与空气接触的面积,提升散热器的换热效率;
65.s4、模具填充:把混合好的原料填充到模具内,然后使用液压机进行下移压制;
66.s5、原料加热:对模具内的原料进行硫化加热,加热的温度为150℃,加热的时间为2-4min,时间到了液压机回程;
67.s6、冷却成型:使用冷却水注入模具,冷却管在模具内部呈s型排布,冷却管在模具内部设有两组,两组冷却管的进水端和出水端成相对方向设置,冷却水流入冷却管内对模具和模具内的产品进行降温,降温后的冷却水回流入换热水箱待下次使用;
68.s7、余热利用:换热水箱设在余热箱内部,换热水箱表面为导热性好的铝制材料制成,余热箱的外部设有鼓风机,在换热后的热水进入换热水箱后可以提高换热水箱的温度,鼓风机吹出的风吹到换热水箱上进入暖风管到搅拌器内部,对搅拌器内的原料进行余热,鼓风机的进风口设在余热箱的外部,出风口对着余热箱内部的换热水箱;
69.s8、产品出模:产品冷却成型后,将产品使用顶出缸顶出模具;
70.s9、抛光封装:对成型后的产品进行毛刺修剪打磨,打磨后进行封装出售。
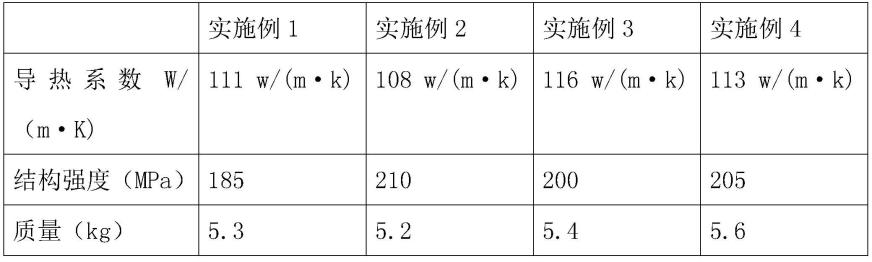
71.下表为实施例1-4的实验数据:
[0072][0073]
从上表可以看出实施例2为本方案的最优方案。
[0074]
本发明的原理及效果是:通过由石墨粉为主原料,其他塑性材料为辅助材料所制成的散热器,不仅在散热性能上稳压金属材料,而且在重量上更加的轻便,加工时也比金属材料更加的便捷和简单,可以大大的提高其散热效率,并且此方案加工出来的散热器表面呈波浪形,可以增加散热器与空气接触的面积,从而达到增加散热效率的目的;通过在对散热器制备的过程中换热时的冷却水变热后输送到换热水箱内,利用冷却水变热后的热量通过余热箱内的风机和暖风管输送到搅拌器内,可以在连续制造散热器时对下一组原料进行余热,有效的利用了热能源,而且预热后的原料材质会变软,在进行液压机进行压实时可以更紧密的压合,有利于增加产品结构强度。
[0075]
尽管已经示出和描述了本发明的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本发明的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由所附权利要求及其等同物限定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1