粉料煅烧系统、板材干燥系统及热风系统的制作方法
1.本文涉及但不限于石膏板生产技术,尤其涉及粉料煅烧系统、板材干燥系统及热风系统。
背景技术:
2.目前国内石膏板生产工艺消耗的主要能源是煤炭,其次为蒸汽、天然气。然而,随着对环保的要求越来越高,需要将燃煤生产工艺改造为天然气生产工艺。目前国内石膏板的天然气生产工艺大多为基于原有燃煤生产工艺改造而来,工艺设计复杂,天然气单耗成本较高,环保排放水平较低,不适合大范围推广应用。
技术实现要素:
3.以下是对本文详细描述的主题的概述。本概述并非是为了限制权利要求的保护范围。
4.第一方面,本技术实施例提供了一种粉料煅烧系统,可以降低天然气的单耗成本。
5.本技术实施例提供了一种粉料煅烧系统,包括:热风炉、烘干装置、煅烧装置及配风装置,其中:所述热风炉通过所述配风装置分别与所述烘干装置、所述煅烧装置连接;所述配风装置设置为将来自所述热风炉的热风配送至所述烘干装置和所述煅烧装置,并将预设装置的出风配送给所述热风炉,所述预设装置为所述煅烧装置。
6.第二方面,本技术实施例提供了一种板材干燥系统,可以降低天然气的单耗成本。
7.本技术实施例提供了板材干燥系统,包括:热风炉、干燥装置及配风装置,其中:所述干燥装置,设置为对板材进行干燥;所述干燥装置包括依次排列的多个干燥区,所述板材依次经过多个干燥区;所述热风炉包括与多个干燥区对应设置的多个热风炉;所述热风炉通过所述配风装置分别与对应的干燥区连接;所述配风装置设置为将所述热风炉产生的热风配送至对应的干燥区,并将预设区域的出风配送给所述热风炉,所述预设区域为至少部分干燥区。
8.第三方面,本技术实施例还提供了一种热风系统,能够降低天然气的单耗成本。
9.本技术实施例还提供了一种热风系统,包括如上所述的粉料煅烧系统以及如上所述的板材干燥系统。
10.本技术实施例提供的粉料煅烧系统、板材干燥系统及热风系统,解决了天然气单耗成本高的问题。
11.本技术实施例的其它特征和优点将在随后的说明书中阐述,并且,部分地从说明书中变得显而易见,或者通过实施本技术实施例而了解。本技术实施例的其他优点可通过在说明书以及附图中所描述的方案来实现和获得。
12.在阅读并理解了附图和详细描述后,可以明白其他方面。
附图说明
13.附图用来提供对本技术技术方案的理解,并且构成说明书的一部分,与本技术的实施例一起用于解释本技术的技术方案,并不构成对本技术技术方案的限制。
14.图1为一种示例性实施例中粉料煅烧系统的示意图;
15.图2为一种示例性实施例中板材干燥系统的示意图。
具体实施方式
16.下面将结合附图和以下的示例描述本技术实施例。
17.本技术实施例中的描述是示例性的,而不是限制性的,并且对于本领域的普通技术人员来说显而易见的是,在本技术实施例包含的范围内可以有更多的实施例和实现方案。尽管在附图中示出了许多可能的特征组合,并在实施方式中进行了讨论,但是所公开的特征的许多其它组合方式也是可能的。除非特意加以限制的情况以外,任何实施例的任何特征或元件可以与任何其它实施例中的任何其他特征或元件结合使用,或可以替代任何其它实施例中的任何其他特征或元件。
18.本技术实施例包括并设想了与本领域普通技术人员已知的特征和元件的组合。本技术实施例中已经公开的实施例、特征和元件也可以与任何常规特征或元件组合,以形成由权利要求限定的独特的发明方案。任何实施例的任何特征或元件也可以与来自其它发明方案的特征或元件组合,以形成另一个由权利要求限定的独特的发明方案。因此,应当理解,在本技术实施例中示出和/或讨论的任何特征可以单独地或以任何适当的组合来实现。因此,除了根据所附权利要求及其等同替换所做的限制以外,实施例不受其它限制。此外,可以在所附权利要求的保护范围内进行各种修改和改变。
19.此外,在描述具有代表性的实施例时,说明书可能已经将方法和/或过程呈现为特定的步骤序列。然而,在该方法或过程不依赖于本文所述步骤的特定顺序的程度上,该方法或过程不应限于所述的特定顺序的步骤。如本领域普通技术人员将理解的,其它的步骤顺序也是可能的。因此,说明书中阐述的步骤的特定顺序不应被解释为对权利要求的限制。此外,针对该方法和/或过程的权利要求不应限于按照所写顺序执行它们的步骤,本领域技术人员可以容易地理解,这些顺序可以变化,并且仍然保持在本技术实施例的精神和范围内。
20.石膏板,尤其是纸面石膏板的生产过程主要包括熟石膏粉料的煅烧工艺和石膏板板材的干燥工艺。目前在石膏板生产的工艺中,采用的大多为燃煤沸腾炉,带来的污染严重。出于环保的考虑,需要将燃煤生产工艺改造为天然气生产工艺,例如利用燃气热风炉替代燃煤沸腾炉。然而不同生产工艺的改造涉及到对不同生产设备进行相适应的改造,一些技术存在着成本高、改造过程繁琐以及改造后的天然气能耗高等问题。
21.本技术实施例提供了一种粉料煅烧系统,包括:热风炉、烘干装置、煅烧装置及配风装置,其中:
22.热风炉通过配风装置分别与烘干装置、煅烧装置连接;
23.配风装置设置为将来自热风炉的热风配送至烘干装置和煅烧装置,并将预设装置的出风配送给热风炉,预设装置为煅烧装置。
24.本技术实施例提供的粉料煅烧系统中,利用燃气热风炉提供能源,通过将预设装置的出风配送给热风炉,该预设装置为粉料煅烧系统内的部分需热装置(即煅烧装置),使
得热风在整个系统内得到充分地循环利用。这种设计极大降低了整个系统的天然气单耗,在对粉料煅烧系统进行改造时,可以沿用原有燃煤工艺中主要的生产设备。将煅烧装置的出风配送给热风炉,不仅降低了热风炉中的氧含量,有助于减少氮氧化物的生成;而且在最大程度上保证了系统中循环风量,有助于降低热风温度,减少尾气排放的余热损失。本技术实施例提供的粉料煅烧系统节能效果好,改造过程简单,适于推广应用。
25.在示例性实施方式中,热风炉可以向烘干装置、煅烧装置提供热风;烘干装置可以利用热风对熟石膏粉料进行烘干,煅烧装置可以利用热风对熟石膏粉料进行煅烧。本技术实施例对烘干装置、煅烧装置的具体结构不作限制。本技术实施例对热风炉的结构不作限制,例如可以采用公开号为cn112556177a的发明专利中所记载的热风炉。
26.一种示例性的实施例中,所述配风装置包括:配风管道、以及设置在所述配风管道上的风机和风量控制装置;所述配风管道设置为将所述烘干装置的进风口、所述煅烧装置的进风口分别与所述热风炉的出风口连接,以及将所述煅烧装置的出风口与所述热风炉的进风口连接;所述风量控制装置设置为控制所在所述配风管道的风量;所述风机包括:设置为将来自所述热风炉的热风通过所述配风管道配送至所述烘干装置和所述煅烧装置的送风风机,以及将所述煅烧装置的出风通过所述配风管道配送给所述热风炉的回风风机。
27.在示例性实施方式中,配风管道可以包括多段管道,该多段管道可以分别包括:热风炉的进风管道段、热风炉向烘干装置提供热风的管道段、热风炉向煅烧装置提供热风的管道段、煅烧装置向热风炉提供回风的管道段等。风量控制装置可以设置在各个热风及回风的进口管道上,根据风量控制装置可以调节配风管道内气体的通断和/或气体的流量。风量控制装置可以是流量控制阀、蝶阀等具有类似功能的阀门,例如,可以在与热风炉的烧嘴连接的配风管道处采用流量控制阀,在其他配风管道的进口管路处采用蝶阀。本公开对风量控制装置的结构类型、数量和位置不作限制。风机可以包括送风风机和回风风机,送风风机可以将热风炉内的热风配送给烘干装置和煅烧装置,回风风机可以将煅烧装置的回风配送给热风炉。风机例如可以是鼓风机,本公开对风机的数量、种类及位置设置不做限制。
28.一种示例性的实施例中,所述配风管道还设置为将所述烘干装置的出风口与所述烘干装置的进风口连接,以及将所述煅烧装置的出风口与所述煅烧装置的进风口连接。
29.配风管道还包括连接烘干装置的出风口与烘干装置的进风口的回风管道段,以及连接煅烧装置的出风口与煅烧装置的进风口的回风管道段,每段回风管道段上可以设置一个回风风机。通过将烘干装置的出风口与烘干装置的进风口连接,实现了烘干装置的回风(即烘干装置的出风)只用于进行烘干,热风在烘干装置处呈内循环,操作简单且容易实现自动控制。由于煅烧装置为间接换热,回风温度较高,通过将煅烧装置的出风口与煅烧装置的进风口连接,煅烧装置的回风(即煅烧装置的出风)优先用于内循环,其余回风用于配送给热风炉,实现了煅烧装置回风的完全利用,不仅操作简单、容易实现自动控制,也有助于实现节能降耗。
30.在示例性实施方式中,由于热风在烘干装置及煅烧装置处分别为内循环,烘干装置的回风只用于进行烘干;煅烧装置的回风优先用于内循环,其余回风用于配送给热风炉,使得整个粉料煅烧系统内的热风为内循环,减少了系统的出气量。在实际应用中,可以根据烘干装置及煅烧装置所需的负荷设计整个粉料煅烧系统的循环风量,能够充分利用烘干装置及煅烧装置的回风,有助于保证整个粉料煅烧系统内循环热风温度的稳定可控,而回风
温度的稳定有助于精确控制回风与新鲜空气的混合,得到合适温度的助燃风,从而能够保证热风炉内燃烧的稳定性,产生热风的气流就稳定,使得热风温度波动小,进一步促进了回风温度的稳定。并且回风中包含的氧气更少,使得天然气燃烧时产生的氮氧化物更少。整个系统可以采用大风量循环控制,使系统内热风与热风炉内的火焰接触时间更短,进一步减少了热力型氮氧化物的生成,可以做到氮氧化物的超低排放。
31.一种示例性的实施例中,所述热风炉包括靠近烧嘴一侧的燃烧区和远离烧嘴一侧的热风混合区;所述热风炉的出风口设置在所述热风混合区远离所述烧嘴的一侧;所述热风炉包括多个进风口,所述多个进风口分别位于所述烧嘴、所述燃烧区和所述热风混合区。
32.一种示例性的实施例中,所述烧嘴、所述燃烧区和所述热风混合区分别设置有至少一个进风口。
33.在示例性实施方式中,煅烧装置的出风通过配风管道配送至热风炉的进风口,煅烧装置的出风可以分别配送至位于烧嘴处的进风口、位于燃烧区的进风口以及位于热风混合区的进风口。配送至烧嘴处的回风可以作为助燃风辅助烧嘴燃烧,回风中的含氧量更低,使烧嘴喷出的火焰进行贫氧状态下的扩散燃烧,产生的氮氧化物就更少。
34.在示例性实施方式中,可以控制配送至燃烧区的回风在进入热风炉后紧贴热风炉的内壁、沿烧嘴处火焰燃烧方向运动,即燃烧区处回风的运动方向可以与热风炉内热风流向一致,使得低温的回风能够包裹烧嘴喷出的锥形火焰,有助于降低火焰扩散燃烧时的温度,从而降低热力型氮氧化物的产生;并且低温的回风包裹着烧嘴喷出的锥形火焰前进,能够使燃气在火焰中充分燃烧,能源利用率更高。相比于新鲜空气,回风与炉内热风的温差更小,容易与热风炉产生的热风均匀混合,使热风炉输出热风的温度分布更加均匀,从而得到用于生产的合适温度的热风。而由于低温的回风包裹烧嘴喷出的火焰,能够在热风炉内腔壁形成一层保护风幕,不仅有效降低热风炉内腔壁的温度,有助于延长热风炉的寿命,也有助于减少热风炉外壁处的热损失,具备节能的效果。
35.在示例性实施方式中,可以控制配送至热风混合区的回风在靠近热风炉出风口的位置进入热风炉,且进入热风炉的方向与热风炉内的热风流向相垂直,这种垂直流向的设计能够保证热风炉内热风二次混合的均匀性。通过配送至燃烧区的回风、配送至热风混合区的回风的合理设计能够使热风与回风在热风炉内发生两次混合,混合后热风的温度分布更加均匀,从而实现了热风炉出风口处温度的稳定。
36.一种示例性的实施例中,所述粉料煅烧系统还包括:换热器,所述换热器的进风口与所述烘干装置的出风口连接,设置为利用所述烘干装置出风的余热预热所述换热器中的空气,通过所述换热器的出风口将预热后的空气配送给所述热风炉的烧嘴。
37.在示例性实施方式中,通过在烘干装置的出风口设置余热回收换热器,回收的余热用于对新鲜空气进行加热,从而充分回收系统余热,有助于节能降耗。
38.一种示例性的实施例中,所述粉料煅烧系统还包括:尾气排放装置,所述尾气排放装置与所述烘干装置的出风口连接,所述换热器设置于所述烘干装置的出风口与所述尾气排放装置之间。
39.在示例性实施方式中,尾气排放装置可以是烟囱,可以将换热器设置在烘干装置的出风口与烟囱连接的配风管道段,可以设置换热风机、利用换热风机向换热器提供需要预热的新鲜空气,并将预热后的空气配送给热风炉烧嘴处的进风口。在其他实施方式中,尾
气排放装置中可以包含换热器,不需要单独设置换热器。本技术对尾气排放装置的结构和形式不作限制。
40.一种示例性的实施例中,所述粉料煅烧系统还包括:混风盒;所述混风盒的进风口分别与所述换热器的出风口、所述煅烧装置的出风口连接,所述混风盒的出风口与所述热风炉的烧嘴连接,设置为对所述煅烧装置的出风和所述预热后的空气进行混合后提供给所述热风炉的烧嘴。
41.一种示例性的实施例中,在混风盒和烧嘴之间的配风管道段可以设置有助燃风机,助燃风机可以将混风盒的气体配送至烧嘴,可以与配送至烧嘴的天然气按照预设比例进行混合后点燃。
42.在示例性实施方式中,可以将混风盒设置于助燃风机的进风口,混风盒可以设有回风和新鲜空气两个进口管,各进口管路上均设有流量控制阀,可以根据工艺设计需要调节系统回风和新鲜风的混合比例,以精确控制系统的氧含量。由于回风中的氧含量较低,经混风盒得到的是低含氧量的助燃风,能够使天然气在烧嘴处进行贫氧燃烧,贫氧燃烧的火焰到达热风炉的燃烧区再与回风混合进行贫氧状态下的扩散燃烧,由于对系统的含氧量进行了精确控制,因而产生的热力型氮氧化物很少。在本技术的粉料煅烧系统中,混风盒处设置的回风和新鲜风的混合比例为对整个粉料煅烧系统含氧量的设计,通过控制粉料煅烧系统的含氧量可以控制天然气燃烧过程中产生的氮氧化物,进而能够降低系统氮排放。
43.在示例性实施方式中,由于助燃风机进口采用利用系统余热预热后的新鲜空气,可以根据工艺设计需要调节新鲜空气的预热温度,充分利用系统余热,节能降耗。在其它实施方式中,可以根据需要不利用系统余热加热新鲜空气后提供给热风炉。
44.本技术实施例提供的粉料煅烧系统中,通过调节控制燃气、新鲜空气和系统回风的精确配比可以控制系统含氧量,通过调节合理的燃气比,使得对每次燃烧时系统含氧量进行了精确控制,因而产生的热力型氮氧化物很少,系统可做到氮氧化物的超低排放。通过控制整个粉料煅烧系统处于较低的氧含量水平,系统所需的新鲜空气较少,而由于系统采用内循环设计,整个系统外排的尾气就少。另外,在系统采用内循环的基础上,可以通过大风量循环控制,使得整个系统尾气温度控制较低,从而在外排风量和温度上都大大降低,减少了系统尾气余热的外排,达到了节能降耗的目的。
45.基于同样的设计构思,本技术实施例还提供了一种板材干燥系统,包括:热风炉、干燥装置及配风装置;其中:
46.干燥装置,设置为对板材进行干燥;干燥装置包括依次排列的多个干燥区,板材依次经过多个干燥区;
47.热风炉包括与多个干燥区对应设置的多个热风炉;热风炉通过配风装置分别与对应的干燥区连接;
48.配风装置设置为将所述热风炉产生的热风配送至对应的干燥区,并将预设区域的出风配送给热风炉,预设区域为至少部分干燥区。
49.本技术实施例提供的板材干燥系统中,利用燃气热风炉提供能源,通过将预设区域的出风配送给热风炉,该预设区域为板材干燥系统内的部分需热装置(即部分干燥区),使得热风在整个系统内得到充分地循环利用,这种设计极大降低了整个系统的天然气单耗,在对板材干燥系统进行改造时,可以沿用原有燃煤工艺中主要的生产设备。
50.在示例性实施方式中,每个热风炉分别包括进风口和出风口,热风从热风炉的进风口流向热风炉的出风口;所述进风口和所对应的干燥区的出风口连接,所述进风口与所对应的干燥区的进风口连接。
51.在本实施方式中,每个干燥区包括进风口和出风口,每个干燥区对应设置有至少一个热风炉,各个热风炉分别通过配风管道与对应的干燥区的进风口和出风口连接,热风在热风炉及对应的干燥区内循环流动,即热风炉和对应的干燥区分别形成内循环。
52.在示例性实施方式中,配风装置将预设区域的出风配送给所述热风炉,包括:配风装置将板材先经过的干燥区的出风配送给板材后经过的干燥区对应的热风炉。
53.由于板材依次经过多个干燥区进行干燥,使得该多个干燥区的出风的湿度逐渐降低。在示例性实施方式中,可以设置将最后一个干燥区以外的干燥区的出风,配送给最后一个干燥区对应的热风炉。例如,在干燥装置包含n(n为大于1的整数)个干燥区的情况下,将前n-1个干燥区的出风配送给第n个干燥区对应的热风炉,使得前n-1个干燥区的出风在第n个干燥区内循环后与第n个干燥区原有的废气一起排出,实现了整个干燥装置的内循环,提升了热风的利用效率,实现了低能耗生产。在实际应用中,可以根据排放废气的含湿量和排放温度设置前n-1个干燥区的出风的混合比例,本技术对此不作限制。在其他实施方式中,可以将前n-2个干燥区的出风配送给最后两个干燥区,或者可以将前n-2个干燥区的出风配送给第n个干燥区,可以根据需要设计提供回风的干燥区的数量以及接收回风的干燥区数量,本技术对此不作限制。
54.一种示例性实施例中,所述干燥装置还包括:预热区,所述预热区与首个干燥区相邻设置,所述板材经过所述预热区后到达所述首个干燥区;所述板材干燥系统还包括:换热器,所述换热器利用所述板材后经过的干燥区出风的余热预热空气,所述配风装置将预热后的空气配送给所述预热区以及所述热风炉。
55.板材可以先在预热区预热后进入首个干燥区进行干燥,能够降低板材在进入首个干燥区的温度差,有助于提升板材的干燥效果。通过设置换热器,能够充分利用废气的余热,并降低废气的排放温度。在一种实施方式中,可以设置将预热后的空气优先配送给热风炉的烧嘴,余下的预热空气可以配送给预热区,或者也可以配送给其它干燥区,以便于进行补风。
56.一种示例性实施例中,板材干燥系统中的配风装置可以与粉料煅烧系统中的配风装置的结构类似。板材干燥系统中的热风炉可以与粉料煅烧系统中的热风炉的结构类似,或者可以设计为简易的风道式热风炉,在此不再赘述。
57.一种示例性实施例中,板材干燥系统还包括尾气处理装置,尾气处理装置包括:潜热回收装置、粉尘处理装置。
58.在示例性实施方式中,潜热回收装置可以充分吸收废气潜热,可以根据需要设置潜热回收装置的结构,例如可以采用公开号为cn204630423u的实用新型专利中所记载的潜热回收装置。粉尘处理装置可以包括管束除尘装置和丝网除雾设备,能够达到喷淋除尘和除雾的目的。
59.一种示例性实施例中,尾气处理装置还包括:消白装置。
60.在示例性实施方式中,可以根据环保要求设计消白装置处采用的消白工艺,可以根据工艺设计引入适量的预热空气与低温外排废气充分混合,以便于提高外排废气结露的
露点,从而达到消白的目的。在示例性实施方式中,消白装置所需的预热空气可以由板材干燥系统的换热器提供,或者,可以为消白装置单独设置换热器,本技术对此不作限制。
61.本技术实施例提供的板材干燥系统中,充分利用了各干燥区废气含湿量和温度的不同,能够通过合理的工艺设计、在最大程度上利用废气余热,实现了低能耗生产。不仅充分利用了尾气余热,也满足了环保排放的要求。
62.本技术实施例还提供了一种热风系统,包括上述实施例中所述的粉料煅烧系统以及板材干燥系统。
63.下面结合附图分别对本技术提供的粉料煅烧系统和板材干燥系统进行说明。
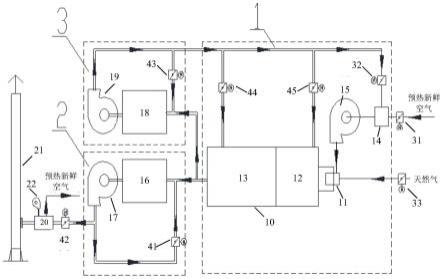
64.图1为一种示例性实施例中粉料煅烧系统的示意图。如图1所示,虚线框1表示粉料煅烧系统的热风炉部分,虚线框2表示粉料煅烧系统的烘干装置部分,虚线框3表示粉料煅烧系统的煅烧装置部分,热风炉、烘干装置、煅烧装置之间通过配风管道连接,配风管道上设置有风机和风量控制装置,风机包括送风风机和回风风机,风量控制装置包括流量控制阀和蝶阀。图1中箭头表示气体流向。热风炉10包括相邻的燃烧区12和热风混合区13,燃烧区12位于热风炉10的靠近烧嘴11的一侧,热风混合区13位于热风炉10的远离烧嘴11的一侧,热风炉10在烧嘴11、燃烧区12和热风混合区13分别设置有进风口,位于烧嘴11的进风口可以作为烧嘴11的助燃空气的进风口,位于燃烧区12和热风混合区13的进风口可以分别作为回风和热风一次混合、二次混合的进风口;热风炉的出风口位于热风混合区13远离烧嘴11的一侧。烧嘴11与热风炉10可以通过配套法兰采用螺栓固定连接,在热风炉10上可以设置烧嘴固定支架,可以根据烧嘴11的法兰配套加工制作热风炉10的烧嘴固定支架的法兰,以保证烧嘴11与热风炉10之间良好的匹配性。粉料煅烧系统包括混风盒14,混风盒14的进风口分别接收预热后的空气以及来自煅烧装置18的出风,由助燃风机15将混风盒14内混合后的助燃气体提供给烧嘴11,第一流量控制阀31控制预热新鲜空气的流量,第二流量控制阀32控制煅烧装置18的出风进入混风盒14的流量,通过第一流量控制阀31和第二流量控制阀32控制助燃气体的含氧量,由第三流量控制阀33控制向烧嘴11输送的天然气的流量。天然气经过烧嘴11后点燃,在燃烧区12发生贫氧燃烧,经过热风混合区13后混合均匀,通过热风炉10的出风口分别输送到烘干装置16的进风口和煅烧装置18的进风口,这里助燃风机15可以充当送风风机,使热风由热风炉10分别输送到烘干装置16和煅烧装置18。第一系统风机17为回风风机,对于进入烘干装置16的热风:第一系统风机17将热风从烘干装置16的出风口引出,烘干装置16的回风分为两部分,一部分回风在第一蝶阀41的控制下到达烘干装置16的进风口,与热风炉出风口的热风再次进入烘干装置16;另一部分回风在第二蝶阀42的控制下到达换热器20,进行余热回收后通过烟囱21排出。换热器20利用烘干装置16回风的余热预热新鲜空气,由第一回热风机22将需要预热的新鲜空气提供给混风盒14,并将预热后的新鲜空气提供给混风盒14。第二系统风机19为回风风机,对于进入煅烧装置18的热风:第二系统风机19将热风从煅烧装置18的出风口引出,煅烧装置18的回风分为两部分,一部分回风在第三蝶阀43的控制下到达煅烧装置18的进风口,与热风炉出风口的热风再次进入煅烧装置18;另一部分回风配送给热风炉10,配送给热风炉10的回风被输送至三路:第一路在第四蝶阀44的控制下到达热风混合区13的进风口,用于与热风炉10内的热风混合均匀,第二路在第五蝶阀45的控制下到达燃烧区12的进风口,用于辅助燃烧区12内的贫氧燃烧,第三路在第二流量控制阀32的控制下进入混风盒,用于与预热新鲜风混合后作为助燃
气体。
65.如图1所示,虚线框2内为内循环的工艺设计,烘干装置16的进风口进入多少高温热风,出风口就排出多少低温含湿废气,可以通过加大烘干装置16的循环风量来降低外排温度,工艺设计简洁,操作简便,容易实现自动控制。虚线框3内也为内循环的工艺设计,进入煅烧装置18多少高温热风,就回用多少低温回风,同样容易实现自动控制。并且煅烧装置18为间接换热,不存在含湿废气,低温回风可以直接用于热风炉配风。从整体上来看,本实施例中粉料煅烧系统整体上为内循环工艺设计,整个系统内进风量为新鲜空气的风量,标态下尾气排出量也等于新鲜空气的风量,在充分利用回风的情况下,所需的新鲜空气的风量很小,即整个系统的排量很小。
66.本实施例中粉料煅烧系统中,可以根据烘干装置和煅烧装置所需热量和温度来进行统一的热力核算,进而确定整个应用系统的循环风量。可以根据所配套天然气烧嘴的最低燃烧要求所需含氧量来确定新鲜空气与系统回风的配比;可以观察燃烧区的火焰情况,通过加大系统循环风量和调节系统回风配风,尽量降低燃气在燃烧区的热风温度。整个粉料煅烧系统在平衡状态下能够实现系统循环风量最大,系统各处热风温度符合工艺最低要求,整个系统实现自动循环控制的需求。该粉料煅烧系统降低了尾气排放温度和排放风量,减少了尾气排放的余热损失,达到了节能降耗和环保的目的。可以配合使用低氮燃烧器,能够进一步降低尾气排放中的氮氧化物。
67.图2为一种示例性实施例中板材干燥系统的示意图。图2中以干燥装置包括三个干燥区,每个干燥区对应设置一个热风炉为例进行说明。如图2所示,板材干燥系统包括热风炉、干燥装置及配风装置。干燥装置包括相邻的预热区50、第一干燥区51、第二干燥区52和第三干燥区53,第一干燥区51包括进风口54和出风口55,第二干燥区52包括进风口56和出风口57,第三干燥区53包括进风口58和出风口59。热风炉包括第一热风炉60、第二热风炉61和第三热风炉62,第一热风炉60包括第一进风口和第一出风口,第一热风炉60的第一出风口与第一干燥区51的进风口54连接,第一热风炉60的第一进风口与第一干燥区51的出风口55连接,热风在第一热风炉60内的流向为由第一进风口流向第一出风口,热风通过第一循环风机63在第一热风炉60和第一干燥区51内形成内循环。第二热风炉61包括第二进风口和第二出风口,第二热风炉61的第二出风口与第二干燥区52的进风口56连接,第二热风炉61的第二进风口与第二干燥区52的出风口57连接,热风在第二热风炉61内的流向为由第二进风口流向第二出风口,热风通过第二循环风机64在第二热风炉61和第二干燥区52内形成内循环。第三热风炉62包括第三进风口和第三出风口,第三热风炉62的第三出风口与第三干燥区53的进风口58连接,第三热风炉62的第三进风口与第三干燥区53的出风口59连接,热风在第三热风炉62内的流向为由第三进风口流向第三出风口,热风通过第三循环风机65在第三热风炉62和第三干燥区53内形成内循环。
68.板材干燥系统的配风装置包括配风管道,配风管道包括主循环风配风管道和余热利用管道,余热利用管道包括排废配风管道和余热回收新鲜风管道。图2中采用双线实心箭头表示干燥装置的主循环风配风管道4,主循环风配风管道4用于使热风在对应的热风炉和干燥区内形成循环通路,主循环风配风管道4可以与热风炉采用一体化设计。热风炉可以是管道式热风炉,热风炉的烧嘴可以采用线性燃烧器,烧嘴可以直接安装在热风炉上,热风炉及烧嘴(燃烧器)可以整体镶嵌在主循环风配风管道4内,结构简单,且模块化的结构形式可
以使热风炉、烧嘴和管道具有更好的适应性。图2中采用单线实心箭头表示各干燥区用于废气外排及废气回用的排废配风管道5,排废配风管道5上设置有第一废气风机70,在第一废气风机70的作用下,第一干燥区51的出风经过第六蝶阀66流向排废配风管道5,第二干燥区52的出风经过第七蝶阀67流向排废配风管道5,第一干燥区51的出风、第二干燥区52的出风在排废配风管道5汇合后会分成两部分,一部分出风经过第八蝶阀68后通过主循环风配风管道4连接到第三加热炉62的第三进风口,并从进风口58进入第三干燥区53,从而对第一干燥区51、第二干燥区52的高温高湿废气余热进行二次利用;另一部分出风经过第九蝶阀69后到达第一换热器72进行余热回收。第三干燥区53的出风通过第二废气风机71流向排废配风管道5,并与第一干燥区51、第二干燥区52的另一部分出风一起到达第一换热器72的进风口进行余热回收。图2中采用单线空心箭头表示余热回收新鲜风管道6,余热回收新鲜风管道6处设置有第二回热风机73,第二回热风机73向第一换热器72提供需要预热的新鲜空气,并将预热后的新鲜空气配送至相应的位置。经过第一换热器72预热后,一部分预热空气分别配送至第一助燃风机74、第二助燃风机75及第三助燃风机76,以便作为对应的加热炉的助燃气体;其余预热空气配送至预热区50,以使板材在预热区50进行预热后依次通过第一干燥区51、第二干燥区52和第三干燥区53进行干燥;也可以利用部分预热空气作为各个干燥区的补风(图未示)。各个助燃风机进口采用利用系统余热预热后的新鲜空气,并可以根据工艺设计需要调节新鲜风温度,从而充分利用系统余热,实现节能降耗。
69.图2中虚线区域7表示尾气处理装置,第一干燥区51、第二干燥区52和第三干燥区53的出风在经过第一换热器72后到达第二换热器81,本实施例中,单独设置第二换热器81和消白风机77以进行消白工艺,采用消白风机77向烟囱80内的消白装置(图未示)提供预热空气,预热空气和低温外排废气在烟囱80内充分混合,从而提高含湿废气外排结露的露点,达到消白的目的。经过第二换热器81后的出风进入尾气处理装置,依次经过潜热回收装置78、粉尘处理装置79(包括除尘除雾)和消白装置后,从烟囱80排出。潜热回收装置设计为喷淋水吸收高温高湿气体余热,从而回收系统余热,实现节能降耗,例如可以采用公开号为cn204630423u的实用新型专利中所记载的潜热回收装置。粉尘处理装置可以采用小型的管束除尘工艺,并在外排出口处增设丝网除雾器或者折流板除雾器来进行二次除尘除雾,以达到外排废气的环保要求。
70.本技术实施例中的热力系统工艺设计简洁,操作简单,可实现系统自动化控制,能更好的替代现有燃煤工艺,可解决目前天然气替代燃煤工艺能耗高,操作复杂的痛点,具有良好的适应性,适宜推广使用。北新所属生产基地成功运用本技术实施例的方案后,氮氧化物折标排放可达到24mg/m3以下,低于环保要求的超低排放标准;系统运行后,天然气每平米石膏板综合单耗可降低至0.4m3/m2,整体综合能耗降低10%以上。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1