用于3D打印的轻质高强再生骨料地聚物砂浆及其制备方法与流程
用于3d打印的轻质高强再生骨料地聚物砂浆及其制备方法
技术领域
1.本发明属于建筑3d打印及固体废弃物资源化的技术领域,具体涉及一种用于3d打印的轻质高强再生骨料地聚物砂浆及制备方法。
背景技术:
2.建筑业被认为是世界经济发展的支柱,对全球国内生产总值的贡献率接近6%。如河砂、碎石等不可再生自然资源因在建筑中的较高消耗而变得稀缺,水泥的大量使用也增加了其加工过程中的温室气体排放。将粉煤灰和矿渣等工业副产品用作原料,通过碱性溶液活化形成地质聚合物已成为应对该问题一种可行的方法。尽管地质聚合物是环境友好型材料,但因地质聚合物的力学性能较普通混凝土相比还存在一定差距,所以仅限于小规模的产品应用。为充分发挥地质聚合物显著的绿色经济性,应认真考虑在建筑行业的大规模应用。
3.3d打印建造技术作为第四次工业革命的一部分,数字技术已经渗透到建筑行业。3d打印技术因其较短的生产时间、较低的劳动力配置、强大的复杂结构设计能力,被认为是一种可推进建筑行业转型升级的技术。同时,在过去的几十年里,人们对建筑环境的可持续性给予了很多关注,如何将可持续发展理念融入到3d打印的概念中,在保护环境和生态安全条件下进行建筑废弃物再利用正成为十分重要的研究内容。
4.将3d打印建造技术和环境友好型地聚物相结合,并辅以建筑固废再利用,不仅可以提升建筑固废利用率,解决天然砂石资源匮乏,建筑固废产量逐年增多等难题,还能减少水泥使用量,降低水泥生产过程中的碳排放,发展绿色循环经济。专利申请cn112028551a公开了一种粉末粘结3d打印地聚物方法,该方法利用粉末铺设逐层打印,然而该方法制备的结构体力学性能不高,对于建筑大规模应用还存在一定差距。
技术实现要素:
5.为了解决现有技术中存在的问题,本发明的目的在于提供一种用于3d打印的轻质高强再生骨料地聚物砂浆及制备方法,用于提高建筑固废的利用率并满足3d打印早期强度要求,推进3d打印地聚物建筑应用。
6.为了达到上述目的,本发明采用如下技术手段:
7.一种用于3d打印的轻质高强再生骨料地聚物砂浆,包括以下组分:
8.粉煤灰、矿渣、硅灰、纤维素醚、偏高岭土、空心玻璃微珠、再生砂、再生粉、碱激发剂、强碱粉末、短切纤维和水。
9.优选地,所述轻质高强再生骨料地聚物砂浆,按重量份数计如下:粉煤灰0.2-0.5份;矿渣0.05-0.1份;硅灰0.03-0.07份;纤维素醚0.002-0.005份;偏高岭土0.05-0.1份;空心玻璃微珠0.005-0.008份;再生砂0.3-0.7份;再生粉0.002-0.005份;碱激发剂0.15-0.2份;强碱粉末0.005-0.02份;短切纤维0.0005-0.0025份;水0.08-0.15份。
10.优选地,所述粉煤灰为ⅰ级或ⅱ级粉煤灰。
11.更为优选地,所述粉煤灰为ⅰ级粉煤灰。
12.进一步优选地,所述粉煤灰为i级低钙粉煤灰。所述ⅰ级低钙粉煤灰的cao含量低于10%。
13.优选地,所述矿渣为碱性矿渣,矿渣粒径小于1mm,比表面积不低于600m2/kg,矿渣中cao的含量高于sio2的含量,al2o3的含量不低于10%。
14.优选地,所述硅灰粒径小于1um,硅灰中sio2含量不低于90%。
15.优选地,所述纤维素醚为水溶性纤维素。
16.进一步优选地,所述纤维素为羧丙基甲基纤维素,粘度不低于100000mpa
·
s。
17.优选地,所述偏高岭土中sio2和al2o3的总含量不低于96%。
18.优选地,所述空心玻璃微珠中sio2含量不低于60%;成球率不低于95%,有效密度不低于0.25g/cm3。
19.优选地,所述再生砂和再生粉由混凝土建筑废弃物破碎获得,其中再生砂的粒径为0.075-1.18mm,再生粉的粒径<0.075mm。
20.优选地,所述再生砂和再生粉中杂质的质量百分比含量≤1%。
21.进一步优选地,上述再生砂和再生粉由同一批次建筑废弃物破碎而来,且破碎过程相同。
22.优选地,所述碱激发剂选自硅酸钠溶液和硅酸钾溶液的一种,溶液中二氧化硅与氧化钠或二氧化硅与氧化钾的摩尔比不低于2。
23.优选地,所述碱激发剂中不溶物含量低于0.2%。
24.优选地,所述强碱粉末为氢氧化钠粉末或氢氧化钾粉末。
25.进一步优选地,所述强碱粉末纯度不低于99.7%。
26.优选地,所述短切纤维为聚丙烯纤维或聚乙烯醇纤维;所述短切纤维长度为6-12mm。
27.优选地,所述水为自来水。
28.本发明第二方面提供一种用于3d打印的轻质高强再生骨料地聚物油墨材料的制备方法,包括以下步骤:
29.s1.将粉煤灰、矿渣、硅灰、纤维素醚、偏高岭土、空心玻璃微珠、强碱粉末、再生砂及再生粉在混合器中以低速120r/min-200r/min搅拌混合2-4min,获得第一混合物;
30.s2.将水加入第一混合物,以250r/min-300r/min的速度充分搅拌2-4min,直到混合物达到可流动状态,获得第二混合物;
31.s3.将碱激发剂缓慢倒入第二混合物,以250r/min-300r/min的速度充分搅拌3-5min,获得第三混合物;
32.s4.在第三混合物中分批加入短切纤维,并保持250r/min-300r/min的速度持续高速搅拌4-6min,获得可用于3d打印的终混合物。
33.优选地,所述步骤s1中,所述搅拌混合的搅拌速度为140r/min,搅拌时间为3min。
34.进一步优选地,步骤s1的加料顺序如下:在搅拌过程中先加入粉煤灰、矿渣、硅灰、纤维素醚、偏高岭土、空心玻璃微珠、强碱粉末和再生粉,最后再加入再生砂,以保证搅拌均匀。
35.优选地,步骤s2中,所述搅拌混合的搅拌速度为280r/min,搅拌时间为3min。
36.优选地,步骤s3中,所述搅拌混合的搅拌速度为280r/min,搅拌时间为4min。
37.优选地,步骤s4中,所述短切纤维分为3-4批等量加入第三混合物。
38.优选地,步骤s4中,所述搅拌的搅拌速度为280r/min,搅拌时间为5min。以保证纤维分布均匀。
39.本发明的有益效果
40.相对于现有技术,本发明具有以下有益效果:
41.(1)本发明提供的一种用于3d打印的轻质高强再生骨料地聚物砂浆及制备方法,通过掺入短切纤维可以明显提高油墨材料的抗压和抗弯强度。抗压强度可提升12%以上,抗弯强度可提升约19%以上。
42.(2)本发明提供的一种用于3d打印的轻质高强再生骨料地聚物及制备方法,通过掺入再生砂和再生粉作为再生骨料,可进一步改善纤维与基体、骨料与胶凝材料之间的界面粘结性能,增强了地聚物网格结构的致密性;同时在碱环境中,再生粉的火山灰效应进一步激发,提升3d打印地聚物层间界面黏结强度和力学性能。
43.(3)本发明提供的一种用于3d打印的轻质高强再生骨料地聚物砂浆及制备方法,将3d打印智能建造技术和固废再利用相结合,以解决天然砂石资源匮乏,建筑固废产量逐年增多等难题,制备的3d打印轻质高强再生骨料地聚物砂浆可提升建筑固废利用率,降低碳排放。该方法不仅利于工程的可持续发展要求和建筑工业化发展趋势,也为我国建筑业3d打印建造技术的产业化应用奠定了一定的基础,具有较高的环境和经济效益。本发明所提供的一种用于3d打印的轻质高强再生骨料地聚物砂浆及制备方法,充分利用矿渣、再生骨料等固废资源及3d打印就地建造优势,将地聚物改性胶凝材料,再生骨料应用和3d打印建造技术有机的结合在一起,研究出一种新的建筑用3d打印轻质高强再生骨料地聚物砂浆,有利于推进3d打印建筑的绿色循环发展,将在经济和生态环境等方面带来可观的收益。
附图说明
44.图1示出了本发明实施例1和对比例1-5所制备的3d打印的轻质高强再生骨料地聚物砂浆的抗压强度;
45.图2示出了本发明实施例1和对比例1-5所制备的3d打印的轻质高强再生骨料地聚物砂浆的抗折强度。
具体实施方式
46.除非另有说明、从上下文暗示或属于现有技术的惯例,否则本技术中所有的份数和百分比都基于重量,且所用的测试和表征方法都是与本技术的提交日期同步的。在适用的情况下,本技术中涉及的任何专利、专利申请或公开的内容全部结合于此作为参考,且其等价的同族专利也引入作为参考,特别这些文献所披露的关于本领域中的合成技术、产物和加工设计、聚合物、共聚单体、引发剂或催化剂等的定义。如果现有技术中披露的具体术语的定义与本技术中提供的任何定义不一致,则以本技术中提供的术语定义为准。
47.本技术中的数字范围是近似值,因此除非另有说明,否则其可包括范围以外的数值。数值范围包括以1个单位增加的从下限值到上限值的所有数值,条件是在任意较低值与任意较高值之间存在至少2个单位的间隔。例如,如果记载组分、物理或其它性质(如分子
量,熔体指数等)是100至1000,意味着明确列举了所有的单个数值,例如100,101,102等,以及所有的子范围,例如100到166,155到170,198到200等。对于包含小于1的数值或者包含大于1的分数(例如1.1,1.5等)的范围,则适当地将1个单位看作0.0001,0.001,0.01或者0.1。对于包含小于10(例如1到5)的个位数的范围,通常将1个单位看作0.1。这些仅仅是想要表达的内容的具体示例,并且所列举的最低值与最高值之间的数值的所有可能的组合都被认为清楚记载在本技术中。
48.关于化学化合物使用时,除非明确地说明,否则单数包括所有的异构形式,反之亦然(例如,“己烷”单独地或共同地包括己烷的全部异构体)。另外,除非明确地说明,否则用“一个”,“一种”或“该”形容的名词也包括其复数形式。
49.术语“包含”,“包括”,“具有”以及它们的派生词不排除任何其它的组分、步骤或过程的存在,且与这些其它的组分、步骤或过程是否在本技术中披露无关。为消除任何疑问,除非明确说明,否则本技术中所有使用术语“包含”,“包括”,或“具有”的组合物可以包含任何附加的添加剂、辅料或化合物。相反,出来对操作性能所必要的那些,术语“基本上由
……
组成”将任何其他组分、步骤或过程排除在任何该术语下文叙述的范围之外。术语“由
……
组成”不包括未具体描述或列出的任何组分、步骤或过程。除非明确说明,否则术语“或”指列出的单独成员或其任何组合。
50.为了使本发明所解决的技术问题、技术方案及有益效果更加清楚明白,以下结合实施例,对本发明进行进一步详细说明。
51.实施例
52.以下例子在此用于示范本发明的优选实施方案。本领域内的技术人员会明白,下述例子中披露的技术代表发明人发现的可以用于实施本发明的技术,因此可以视为实施本发明的优选方案。但是本领域内的技术人员根据本说明书应该明白,这里所公开的特定实施例可以做很多修改,仍然能得到相同的或者类似的结果,而非背离本发明的精神或范围。
53.除非另有定义,所有在此使用的技术和科学的术语,和本发明所属领域内的技术人员所通常理解的意思相同,在此公开引用及他们引用的材料都将以引用的方式被并入。
54.那些本领域内的技术人员将意识到或者通过常规试验就能了解许多这里所描述的发明的特定实施方案的许多等同技术。这些等同将被包含在权利要求书中。
55.实施例1
56.本实施例提供一种用于3d打印的轻质高强地聚物砂浆,以重量份计,包括以下物质:粉煤灰0.3份,矿渣0.1份,硅灰0.03份,纤维素醚0.002份,偏高岭土0.05份,再生砂0.4份,再生粉0.002份,碱激发剂0.15份,强碱粉末0.005份,短切纤维0.005份,水0.12份。
57.其中,粉煤灰为ⅰ级低钙粉煤灰,含钙量为6.5%,烧失量为7.8%,最大粒径为0.1mm。矿渣中cao含量为39.10%,sio2含量为30.61%,al2o3含量为14.41%,密度为2.6g/cm3。硅灰粒径小于1um,sio2含量为96%。纤维素醚为羧丙基甲基纤维素,粘度为200000mpa
·
s。偏高岭土中sio2含量为50.11%,al2o3含量为39.23%,粒径小于0.045mm。再生砂和再生粉为同一批建筑废弃物破碎而来,均处于饱和面干状态,其中再生砂粒径为0.075-1.18mm,再生粉粒径小于0.075mm。碱激发剂为硅酸钠溶液,sio2与na2o的摩尔比为3.2。强碱粉末为naoh分析纯粉末,纯度为99.7%。短切纤维为pva纤维,纤维长度为6mm,纤维强度为110cn/dtex,水为自来水。
58.本实施例还提供上述用于3d打印的轻质高强地聚物砂浆的制备方法,该方法包括以下步骤:
59.首先将粉煤灰、矿渣、硅灰、纤维素醚、偏高岭土、空心玻璃微珠、强碱粉末及再生粉依次加入混合器中,最后再加入再生砂,并以140r/min搅拌混合3min,获得第一混合物。将水加入第一混合物,以280r/min的速度充分搅拌3min,直到混合物达到可流动状态,获得第二混合物。将碱激发剂缓慢倒入第二混合物,以280r/min的速度充分搅拌4min,获得第三混合物。在第三混合物中分四批等量加入短切纤维,并保持280r/min的速度持续高速搅拌5min,即获得可用于3d打印的轻质高强地聚物砂浆1#。
60.对比例1
61.对比例1与实施例1相比,区别在于对比例1用非水溶性木质素代替纤维素醚,其制备方法都和实施例1相同。
62.对比例2
63.对比例2与实施例1相比,区别在于对比例2所用的再生砂粒径为1.18-4.75mm,其制备方法都和实施例1相同。
64.对比例3
65.对比例3与实施例1相比,区别在于对比例3所用的再生粉由建筑砖粉所制备而成,其制备方法都和实施例1相同。
66.对比例4
67.对比例4与实施例1相比,区别在于对比例4用弱碱性碳酸氢钠粉末代替强碱粉末,其制备方法都和实施例1相同。
68.对比例5
69.对比例5与实施例1相比,区别在于对比例5不含短切纤维,其制备方法都和实施例1相同。
70.对比例6
71.对比例6与实施例1相比,区别在于对比例3所用的再生砂由建筑砖砂所制备而成,其制备方法都和实施例1相同。
72.对比例7
73.对比例7材料组分与实施例1相同,其制备方法如下:降粉煤灰、矿渣、硅灰、纤维素醚、偏高岭土、空心玻璃微珠、再生砂及再生粉和短切纤维依次加入混合器中并以低速140r/min搅拌混合3min,获得第一混合物。将强碱粉末、碱激发剂和水混合后加入第一混合物,以280r/min的速度充分搅拌3min,即可获得3d打印地聚物砂浆。
74.性能测试:
75.性能测试参照《水泥胶砂强度检验方法(iso法)》gb/t17671-1999、《建筑砂浆基本性能试验方法标准》jgj/t70-2009进行测试。
76.将实施例1#与对比例1-7所制备得到的轻质高强地聚物砂浆进行3d打印,将打印出来的产品根据以上标准进行力学性能测试;结果见表1、图1和图2。
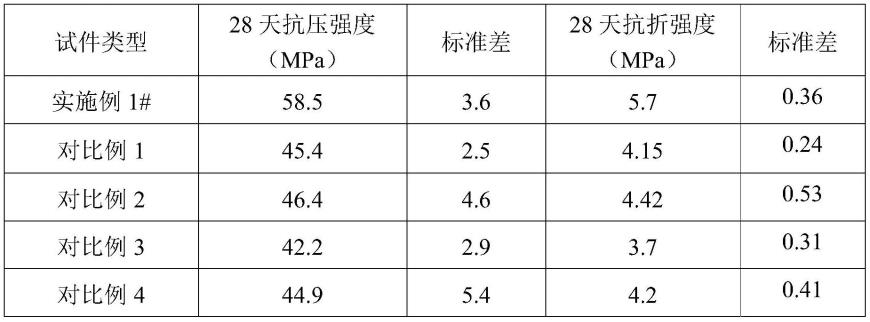
77.表1,性能测试结果
[0078][0079][0080]
将实施例1#与对比例1-7所制备得到的轻质高强地聚物砂浆进行3d打印,将打印出来的地聚物产品进行力学性能测试,由实施例1和对比例3的实验数据可知,当使用本发明的再生粉后,在碱激发条件下,可以有效增加地聚物砂浆的胶凝物质含量,使其力学性能改善,有效提升了本发明的再生粉的活性。由实施例1和对比例5的数据可知,本发明所添加的短切纤维可以有效增强用于3d打印产品的力学性能;实施例1和对比例2的数据可知,再生砂的粒径过大,会导致其抗压强度减弱。由实施例1和对比例7的数据可知,采用本发明的制备方法所得到的轻质高强再生骨料地聚物具有优异的力学性能。
[0081]
基于表1、图1和图2的试验结果可知,本发明提出的一种用于3d打印的轻质高强再生骨料地聚物力学性能明显优于对照组,大幅提升了3d打印地聚物砂浆的抗压强度和抗弯性能,并且在提升建筑生态性和建筑固废资源化方面有较好的应用前景,推进我国建筑行业中3d打印建造技术的应用,具有较高的经济和环境效益。
[0082]
在本发明提及的所有文献都在本技术中引用作为参考,就如同每一篇文献被单独引用作为参考那样。此外应理解,在阅读了本发明的上述讲授内容之后,本领域技术人员可以对本发明作各种改动或修改,这些等价形式同样落于本技术所附权利要求书所限定的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1