一种耐1500℃防隔热一体化复合结构陶瓷及制备方法
一种耐1500
℃
防隔热一体化复合结构陶瓷及制备方法
技术领域
1.本发明总体地涉及陶瓷基复合材料技术领域,尤其是一种耐1500℃防隔热一体化复合结构陶瓷及制备方法。
背景技术:
2.航天飞机或返回式卫星等高超声速飞行器,在大气中高超声速长时间飞行,其大面积的温度超过800℃。为防止高温对内部设备的损害,必须采用高效防隔热材料制造。陶瓷隔热瓦在美国航天飞机中发挥了重要作用,但具固有的脆性(韧性一般为1~5mpa
·m1/2
)、低强度(弯曲强度一般小于5mpa)、热导率偏高(一般大于0.06w/m
·
k)以及单件面积小(一般为200
×
200mm)等问题,不能很好适应高速飞行器大面积隔热的高可靠和高效率的需求。
3.基于此,现有技术中,cn112094130a提出了一种耐高温防隔热三明治结构陶瓷基复合材料,该复合材料具有较好的韧性、较高的强度和整体成型性能好的显著优点,可以短时应用于1500℃的高温防热,但在1500℃的1小时的单面辐射加热测试中,材料失效,主要体现在缝合线氧化断裂导致材料整体结构破坏(见图1(a))。
技术实现要素:
4.本发明提供一种耐1500℃防隔热一体化复合结构陶瓷及制备方法,用于克服现有技术中防隔热复合材料长时间耐高温受限等缺陷。
5.为实现上述目的,本发明提出一种耐1500℃防隔热一体化复合结构陶瓷,所述复合材料为三明治结构,包括芯层、上表面层和下表面层,所述芯层、上表面层和下表面层之间通过纤维束穿刺线连接;所述芯层为改性铝纤维增强的al2o3气凝胶复合材料,所述上下表面层均为碳纤维织物增强的碳化硅陶瓷基复合材料;所述上表面层的厚度大于所述下表面层的厚度,本发明通过缝合线抗氧化涂层处理工艺,在碳纤维表面采用先驱体浸渍裂解工艺(pip),浸渍聚碳硅烷先驱体溶液后经烘干与高温裂解制备sic涂层。
6.本发明的技术方案是,一种耐1500℃防隔热一体化复合结构陶瓷,所述复合结构陶瓷为三明治结构,包括芯层、上表面层和下表面层,所述芯层、上表面层和下表面层之间通过纤维束穿刺缝合连接;所述芯层为改性铝纤维增强的al2o3气凝胶层,所述上表面层和下表面层均为碳纤维织物增强的碳化硅陶瓷基复合材料面板;所述上表面层的厚度大于所述下表面层的厚度;所述穿刺线为表面具有sic涂层的碳纤维。
7.进一步的,上述芯层的厚度为2.0~30.0mm;所述上表面层的厚度为2.0~5.0mm;所述下表面层的厚度为0.3~1.0mm。
8.进一步的,上述芯层的厚度为20-300mm;所述上表面层的厚度为2.0~5.0mm;所述下表面层的厚度为0.3~1.0mm。
9.进一步的,上述芯层材料的密度为0.25~0.40g/cm3,热导率≤0.03w/m
·
k。
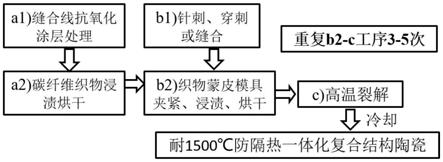
10.本发明同时提供了上述耐1500℃防隔热一体化复合结构陶瓷的制备方法,包括:
11.s1:将碳纤维穿刺线浸渍于聚碳硅烷先驱体溶液中,然后取出烘干,高温裂解1次,以在碳纤维表面制备sic涂层;
12.s2:将碳纤维织物浸渍于聚碳硅烷先驱体溶液中,然后在预定温度下烘干;
13.s3:以改性铝纤维增强的al2o3气凝胶层作为芯层,在芯层的上下表面平铺经步骤s2处理后的碳纤维织物,然后采用经步骤s1处理后得到的穿刺线进行针刺、穿刺或缝合处理,使碳纤维织物与芯层相结合,形成织物蒙皮;
14.s4:将所述织物蒙皮用模具夹紧,浸渍于聚碳硅烷先驱体溶液中,然后固化,反复浸渍和固化3~5次;
15.s5:在真空条件下,对经步骤s4处理后的织物蒙皮进行裂解烧成,冷却至室温,得到复合结构陶瓷。
16.进一步的,上述步骤s1、s2和s4中的聚碳硅烷先驱体溶液为聚碳硅烷和二甲苯按质量比1:1混合形成的溶液。
17.进一步的,上述步骤s1中的烘干温度:50~200℃;高温裂解的温度为700~1200℃,时间为10~40min;在步骤s2中,所述浸渍为常压浸渍;预定温度为50~200℃;在步骤s4中,所述浸渍为常压浸渍;固化的温度为100~400℃;在步骤s5中,所述裂解烧成的温度为700~1200℃,时间为10~40min。
18.进一步的,上述步骤s3中的针刺、穿刺或缝合间距为3~30mm。
19.与现有技术相比,本发明的有益效果有:
20.1、本发明提供的耐1500℃防隔热一体化复合结构陶瓷采用三明治结构,利用多孔陶瓷结构的耐高温改性铝纤维增强的al2o3气凝胶复合材料为芯层以获取更好的隔热性能,采用碳纤维织物增强的碳化硅陶瓷基复合材料为热面(上表面层)与冷面(下表面层),上表面层的厚度大于所述下表面层的厚度,因为厚度会影响材料的防隔热性能,设计上表面层厚度大以承担防热任务、抵御持续的高温环境,芯层与热面层的组合具有很好的耐热和隔热效果,热量和温度到达冷面层时已经被显著降低,能提升整体防隔热性能,同时下表面层能在产品应用时与舱体进行粘结,综合而言,所述结构使本发明的耐1500℃防隔热一体化复合结构陶瓷的长时间耐高温性能得到显著提高,可以显著提高陶瓷复合材料的防隔热效果,改善飞行器的安全性能。
21.2、本发明提供的缝合线(碳纤维)抗氧化涂层处理工艺,在碳纤维表面采用pip工艺,浸渍pcs后高温裂解制备sic涂层,有效的提高缝合线的抗氧化性能。对比未采用抗氧化涂层处理工艺制备的缝合线,复合结构陶瓷在实际考核试验中,缝合线易发生明显的氧化,进而导致缝合线断裂,复合结构陶瓷结构形式遭到破坏,本发明通过碳纤维浸渍pcs后高温裂解制备sic涂层碳纤维,一方面能实现sic涂层与碳纤维表面的高度结合,提高纤维的抗氧化性能,而现有技术中的缝合线高温氧化断裂导致材料结构破坏;第二方面提高了缝合线材料的刚性,缝合效果增强;第三方面还能控制sic涂层的致密性,因为在做为缝合线使用的具备sic涂层的纤维线,太致密导致缝合线的柔韧性不够,难以实现各层有效缝合。
22.3、本发明提供的碳纤维织物预先浸渍工艺,将碳纤维织物浸渍后烘干,再与芯层缝合,主要优势体现在:一,后续工艺取消石墨纸工序,石墨纸在实际应用过程中易氧化失效,碳纤维织物具有一定的致密度后可以阻止聚碳硅烷先驱体溶液进入芯层,导致芯层失效;二,采用预先浸渍工艺可以缩短碳纤维织物的复合周期,碳纤维织物厚度薄且孔隙大,
单独浸渍时材料的增重率高,浸渍烘干后再缝合,有效的提高了纤维织物的致密度,明显缩短了材料的制备周期,复合结构陶瓷的制备周期由最初的8~12次缩短至3~5次,有效的缩短了制备周期,提高了制备效率,操作简单,在工业领域成为大规模生产制备陶瓷基复合材料的前景广阔。
附图说明
23.从下面结合附图对本发明实施例的详细描述中,本发明的这些和/或其它方面和优点将变得更加清楚并更容易理解,其中:
24.图1为本发明实施例1中提供的耐1500℃防隔热一体化复合结构陶瓷的涂层缝合线与无涂层缝合线试验后对比照片,其中(a)为无涂层缝合线所得复合结构陶瓷试验后(按照zl202011290333.4实施后得到);(b)为本法发明实施例1有涂层缝合线所得复合结构陶瓷试验(复合结构陶瓷制备按照zl202011290333.4实施后得到)后;
25.图2为本发明实施例1中提供的耐1500℃防隔热一体化复合结构陶瓷中有sic涂层的缝合线碳纤维束sem图,其中(a)为表面图;(b)为断面图;
26.图3为本发明实施例1中提供的耐1500℃防隔热一体化复合结构陶瓷的制备方法流程图;
具体实施方式
27.为了使本领域技术人员更好地理解本发明,下面结合附图和具体实施方式对本发明作进一步详细说明。
28.实施例1
29.本实施例提供一种缝合线(碳纤维)表面涂层的制备工艺,将所述缝合线(碳纤维)浸渍于聚碳硅烷先驱体溶液中,然后烘干,高温裂解1次后在纤维表面制备sic涂层;烘干温度为200℃;所述裂解烧成的温度为1100℃,时间为20min。
30.为了对比有涂层纤维线与现有技术无涂层纤维线的差别,本实施例按照zl202011290333.4实施制备得到的无涂层纤维线,对本实施例的有涂层纤维线与无涂层纤维线进行了单丝拉伸性能测试,本实施例步骤(1)所得涂层碳纤维sem数据如图2所示,纤维的单丝拉伸性能与按照zl202011290333.4实施后得到的无涂层纤维线的单丝拉伸性能数据如下表1所示。
31.表1碳纤维束的单丝拉伸性能(mpa)(gb/t31290)对比
[0032][0033]
同样,本实施例的有涂层纤维线陶瓷与无涂层纤维线陶瓷进行了同步测试,按照zl202011290333.4实施后得到三明治结构复合陶瓷,并对本实施例制备的复合结构陶瓷进行1400℃,1小时与1500℃,1小时的单面辐射加热测试,试验后照片如图1所示。
[0034]
无涂层纤维线陶瓷同步试验后的照片如图1(a)所示,纤维线氧化断裂。有sic涂层纤维线陶瓷同步试验后的照片如图1(b)所示,材料在单面辐射加热试验后,纤维完整无断裂,结构材料表面结构完整,无明显破坏,说明材料体系可以在1500℃长时间正常使用。
[0035]
实施例2
[0036]
本实施例提供一种缝合线(碳纤维)表面涂层的制备工艺耐1500℃防隔热一体化复合结构陶瓷,为三明治结构,如图2所示,芯层、上表面层和下表面层之间通过碳纤维缝合连接和加强形成一体;芯层为改性铝纤维增强的al2o3气凝胶层,芯层2的厚度为27.5mm;芯层材料的密度为0.30g/cm3,热导率为0.025w/m
·
k;上下表面层均为碳纤维织物增强的碳化硅陶瓷基复合,上表面层厚度为2mm,下表面层厚度为0.5mm。
[0037]
本实施例还提供一种上述一种耐1500℃防隔热一体化复合结构陶瓷的制备方法,其流程如图3所示,包括以下步骤:
[0038]
(1)将所述缝合线(碳纤维)浸渍于聚碳硅烷先驱体溶液中,然后烘干,高温裂解1次后在纤维表面制备sic涂层;烘干温度为200℃;所述裂解烧成的温度为1100℃,时间为20min。
[0039]
(2)将2mm厚的碳纤维织物与0.5mm碳纤维织物,分别浸渍于聚碳硅烷先驱体溶液中,然后烘干,烘干温度为200℃;
[0040]
(3)以耐高温改性铝纤维增强的al2o3气凝胶复合材料为芯层,芯层材料采用超临界干燥的方法制备(可参照中国专利200510031952.0、200710034510.0、201110110844.8、201110110947.4、201110110946.x、201010300112.0或201010148105.3公开方法进行),芯层的厚度为27.5mm;
[0041]
在芯层的上表面平铺1层2mm厚的碳纤维织物,在芯层的下表面平铺1层0.5mm厚的碳纤维织物,然后再使用缝合钱进行整体缝合处理,以使碳纤维织物与芯层相结合,形成纤维织物蒙皮(第一织物蒙皮);缝合线采用的纤维是sic涂层的碳纤维,每两根缝合线间距为20mm;
[0042]
(4)将步骤(3)所得纤维织物蒙皮用耐热钢模具夹紧,置于容器中,浸渍于聚碳硅烷先驱体溶液中,然后在150℃的温度下使其固化,反复浸渍和固化3次;
[0043]
(5)将经步骤(4)处理后的织物蒙皮置于高温炉中进行800℃裂解烧成,保温30min,冷却至室温,进行机械加工,以达到所需尺寸,即获得耐1500℃防隔热一体化复合结构陶瓷。
[0044]
实施例1中耐1500℃防隔热一体化复合结构陶瓷的基本性能如下:
[0045]
(1)复合结构陶瓷厚度29.5mm,密度0.5g/cm3;
[0046]
(2)面板材料室温断裂压缩应变3600με,拉伸强度200mpa,弯曲强度350mpa;
[0047]
(3)复合结构陶瓷室温厚度方向0.2mpa压缩变形1.3%;
[0048]
(4)典型弹道加热环境,加热时间不低于3000s,加热温度不低于1500℃,复合结构陶瓷表面无烧蚀,整体结构不破坏;背面温度500℃。
[0049]
对比zl202011290333.4实施后得到三明治结构复合陶瓷,本实施例提供的材料制备方法,制备周期缩短(浸渍和固化仅3次),性能更加优异。
[0050]
实施例3
[0051]
本实施例提供一种耐1500℃防隔热一体化复合结构陶瓷,为三明治结构,芯层、上表面层和下表面层之间通过浸渍有sic涂层的碳纤维穿刺缝合连接和加强形成一体;芯层为改性铝纤维增强的al2o3气凝胶层,芯层2的厚度为10mm;芯层材料的密度为0.34g/cm3,热导率为0.025w/m
·
k;上下表面层均为碳纤维织物增强的碳化硅陶瓷基复合材料,其中,上表面层厚度为4mm,下表面层厚度为0.5mm。
[0052]
本实施例还提供一种上述一种耐1500℃防隔热一体化复合结构陶瓷的制备方法,其流程如图3所示,包括以下步骤:
[0053]
(1)将所述缝合线(碳纤维)浸渍于聚碳硅烷先驱体溶液中,然后烘干,高温裂解1次后在纤维表面制备sic涂层;烘干温度为200℃;所述裂解烧成的温度为1000℃,时间为30min。
[0054]
(2)将2mm厚的碳纤维织物与0.5mm碳纤维织物,浸渍于聚碳硅烷先驱体溶液中,然后烘干,烘干温度为200℃;
[0055]
(3)以耐高温改性铝纤维增强的al2o3气凝胶复合材料为芯层,芯层材料采用超临界干燥的方法制备(可参照中国专利200510031952.0、200710034510.0、201110110844.8、201110110947.4、201110110946.x、201010300112.0或201010148105.3公开方法进行),芯层的厚度为27.5mm;
[0056]
在芯层的下表面平铺1层2mm厚的碳纤维织物,在芯层的下表面平铺1层0.5mm厚的碳纤维织物,然后进行整体缝合处理,以使碳纤维织物与芯层相结合,形成纤维织物蒙皮(第一织物蒙皮);缝合所采用的纤维是sic涂层的碳纤维,每两根缝合线间距为20mm;
[0057]
(4)将步骤(3)所得纤维织物蒙皮用耐热钢模具夹紧,置于容器中,浸渍于聚碳硅烷先驱体溶液中,然后然后在150℃的温度下使其固化,反复浸渍和固化5次;
[0058]
(5)将经步骤(4)处理后的织物蒙皮置于高温炉中进行1000℃裂解烧成,保温30min,冷却至室温,进行机械加工,以达到所需尺寸,即获得耐1500℃防隔热一体化复合结构陶瓷。
[0059]
对本实施例制备的耐1500℃防隔热一体化复合结构陶瓷进行1500℃,1小时石英
灯单面辐射加热试验,试验后材料表面结构完整,无明显破坏,说明材料体系可以在1500℃长时间正常使用。实施例2中耐1500℃防隔热一体化复合结构陶瓷的基本性能如下:
[0060]
(1)复合结构陶瓷厚度12.5mm,密度0.6g/cm3;
[0061]
(2)面板材料室温断裂压缩应变3200με,拉伸强度180mpa,弯曲强度320mpa;
[0062]
(3)复合结构陶瓷室温厚度方向0.2mpa压缩变形1.5%;
[0063]
(4)典型弹道加热环境,加热时间不低于3000s,加热温度不低于1500℃,复合结构陶瓷表面无烧蚀,整体结构不破坏;背面温度750℃。
[0064]
由实施例可发现,本发明耐1500℃防隔热一体化复合结构陶瓷耐热时间长(≥1小时),提供的缝合线(碳纤维)抗氧化涂层处理技术与碳纤维织物预先浸渍技术,有效的提高缝合线的抗氧化性能,明显缩短材料的制备周期,制备周期由最初的8~12次缩短至3~5次,有效的缩短了制备周期,提高了制备效率,操作简单,在工业领域成为大规模生产制备陶瓷基复合材料的前景广阔。
[0065]
以上已经描述了本发明的各实施例,上述说明是示例性的,并非穷尽性的,并且也不限于所披露的各实施例。在不偏离所说明的各实施例的范围和精神的情况下,对于本技术领域的普通技术人员来说许多修改和变更都是显而易见的。因此,本发明的保护范围应该以权利要求的保护范围为准。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1