一种碳纤维增强3D打印材料及其制备工艺的制作方法
一种碳纤维增强3d打印材料及其制备工艺
技术领域
[0001]
本发明涉及3d打印材料制备,更具体的说是一种碳纤维增强3d打印材料及其制备工艺。
背景技术:
[0002]
例如公开号cn211709960u一种实现包裹的3d打印丝挤出设备,包括驱动件、螺杆、螺筒、加热套、纤维线,驱动件驱动连接螺杆,螺杆置于螺筒内部,加热套包裹在螺筒外壁,螺筒的一端具有用于添加包裹材料的进料斗,螺筒的另一端具有3d打印丝的出料口,所述螺杆中部具有贯穿的孔,纤维线穿过螺杆中部的孔,并由出料口穿出;该实用新型的缺点是制备出的3d打印丝在打印过程中只能一次成型,不能进行停顿打印。
技术实现要素:
[0003]
本发明的目的是提供一种碳纤维增强3d打印材料及其制备工艺,可以在增加3d打印丝强度的基础上,还能在打印过程中进行停顿和更换位置打印。
[0004]
本发明的目的通过以下技术方案来实现:
[0005]
一种碳纤维增强3d打印材料制备工艺,该工艺包括以下步骤:
[0006]
s1;涂抹机构对碳纤维进行涂抹预处理,挤压支架将碳纤维推入吹料机构内;
[0007]
s2;吹料机构将伸出的碳纤维切断并推入走丝机构内,通风机构通过风力推动走丝机构内的碳纤维进入挤压支架内;
[0008]
s3;挤压机构将挤压支架内的打印材料和切断的碳纤维挤成型推出挤压支架;
[0009]
上述一种碳纤维增强3d打印材料制备工艺还涉及一种碳纤维增强3d打印材料制备装置,碳纤维增强3d打印材料制备装置包括装置支架、挤压支架、供料机构、推料机构、涂抹机构、挤压机构、吹料机构、通风机构和走丝机构,装置支架上固定连接由挤压支架,装置支架上滑动连接有两个供料机构,供料机构和装置支架之间固定连接有压缩弹簧ⅰ,装置支架上滑动连接有两个推料机构,推料机构和装置支架之间固定连接有压缩弹簧ⅱ,装置支架固定连接有两个涂抹机构,两个涂抹机构的内侧分别和两个推料机构接触,挤压机构转动连接在装置支架和挤压支架之间,挤压机构的前端位于挤压支架内,装置支架内固定连接有吹料机构,吹料机构的前端插入挤压支架内,挤压机构上转动连接有通风机构,通风机构固定连接在挤压支架内,通风机构内固定连接有走丝机构。
[0010]
作为本技术方案的进一步优化,本发明一种碳纤维增强3d打印材料制备工艺,所述装置支架包括安装支架、安装筒ⅰ和支撑环,安装支架设置有两个,两个安装支架的前端固定连接有安装筒ⅰ,安装筒ⅰ的前端固定连接有支撑环,挤压支架包括安装筒ⅱ、挤压筒、出料筒、入料筒和加热机构,安装筒ⅱ固定连接在支撑环上,安装筒ⅱ上固定连接有挤压筒,挤压筒的前端固定连接有出料筒,挤压筒上固定连接有入料筒,挤压筒上连接有加热机构。
[0011]
作为本技术方案的进一步优化,本发明一种碳纤维增强3d打印材料制备工艺,所
述供料机构包括供料推柱、锥形转轮和供料卷筒,供料推柱设置有两个,两个供料推柱的内侧均转动连接有锥形转轮,两个锥形转轮之间装夹有供料卷筒,两个供料推柱分别滑动连接在两个安装支架上,供料推柱和安装支架之间固定连接有压缩弹簧ⅰ。
[0012]
作为本技术方案的进一步优化,本发明一种碳纤维增强3d打印材料制备工艺,所述推料机构包括推料支架、推料电机、推料轮和涂抹槽,推料支架设置有两个,其中一个推料支架上固定连接有推料电机,推料电机的输出轴转动连接在另一个推料支架上,推料电机的输出轴上固定连接有推料轮,推料轮上设置有涂抹槽,两个安装支架的上下两端均滑动连接有推料支架,推料支架和安装支架之间固定连接有压缩弹簧ⅱ。
[0013]
作为本技术方案的进一步优化,本发明一种碳纤维增强3d打印材料制备工艺,所述涂抹机构包括连接底板和涂抹管道,连接底板上固定连接有涂抹管道,两个安装支架的上下两端之间均固定连接有连接底板,两个涂抹管道的下端分别和两个推料轮接触。
[0014]
作为本技术方案的进一步优化,本发明一种碳纤维增强3d打印材料制备工艺,所述挤压机构包括转动环、转动轴、连接柱、闭合盘、转动筒、螺旋体、出料挡板和出料孔,转动环转动连接在安装筒ⅰ和安装筒ⅱ之间,转动轴转动连接在安装筒ⅰ和安装筒ⅱ之间,转动轴和转动环传动连接,转动环上固定连接有连接柱,连接柱上固定连接有闭合盘,闭合盘上固定连接有转动筒,转动筒上固定连接有螺旋体,转动筒的前端转动连接有出料挡板,出料挡板上设置有多个出料孔,出料挡板固定连接在挤压筒内,闭合盘转动连接在挤压筒的后端。
[0015]
作为本技术方案的进一步优化,本发明一种碳纤维增强3d打印材料制备工艺,所述吹料机构包括安装盘、吹料筒、铰接环、吹料管、吹料锥体、伸缩机构和切割刀具,安装盘固定连接在安装筒ⅰ内,安装盘上固定连接有吹料筒,吹料筒的前端固定连接有吹料锥体,吹料筒上铰接有两个铰接环,两个铰接环上均设置有锁紧螺母,两个铰接环上均固定连接有吹料管,吹料筒上固定连接有两个伸缩机构,两个伸缩机构的伸缩端均固定连接有切割刀具。
[0016]
作为本技术方案的进一步优化,本发明一种碳纤维增强3d打印材料制备工艺,所述通风机构包括通风管道、出风管道和出丝锥体,通风管道的前端固定连接有出丝锥体,通风管道上固定连接有出风管道,出风管道固定连接在挤压筒上,出风管道穿过挤压筒,通风管道位于吹料锥体的前端,出丝锥体位于出料筒的后端,出风管道位于出料挡板的前端,通风管道穿过转动筒内。
[0017]
作为本技术方案的进一步优化,本发明一种碳纤维增强3d打印材料制备工艺,所述走丝机构包括挡风环和限位弧板,挡风环固定连接在通风管道内,挡风环位于出风管道的前端,挡风环上固定连接有多个限位弧板。
[0018]
一种碳纤维增强3d打印材料,所述碳纤维增强3d打印材料由3d打印丝和多段碳纤维组成,多段碳纤维依次分别插入3d打印丝内。
[0019]
本发明一种碳纤维增强3d打印材料及其制备工艺的有益效果为:
[0020]
本发明一种碳纤维增强3d打印材料及其制备工艺,可以涂抹机构对碳纤维进行涂抹预处理,挤压支架将碳纤维推入吹料机构内;吹料机构将伸出的碳纤维切断并推入走丝机构内,通风机构通过风力推动走丝机构内的碳纤维进入挤压支架内;挤压机构将挤压支架内的打印材料和切断的碳纤维挤成型推出挤压支架;可以在增加3d打印丝强度的基础
上,由于3d打印丝内插入断开的碳纤维,因此在打印过程中进行停顿和更换位置打印。
附图说明
[0021]
下面结合附图和具体实施方法对本发明做进一步详细的说明。
[0022]
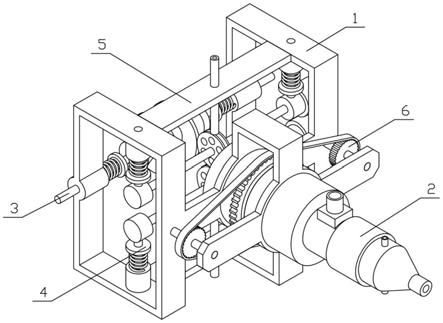
图1是本发明的碳纤维增强3d打印材料制备装置整体结构示意图;
[0023]
图2是本发明的碳纤维增强3d打印材料制备装置剖视图结构示意图;
[0024]
图3是本发明的装置支架结构示意图;
[0025]
图4是本发明的挤压支架结构示意图;
[0026]
图5是本发明的供料机构结构示意图;
[0027]
图6是本发明的推料机构结构示意图;
[0028]
图7是本发明的涂抹机构结构示意图;
[0029]
图8是本发明的挤压机构结构示意图;
[0030]
图9是本发明的吹料机构结构示意图;
[0031]
图10是本发明的通风机构结构示意图;
[0032]
图11是本发明的走丝机构结构示意图。
[0033]
图中:装置支架1;安装支架101;安装筒ⅰ102;支撑环103;挤压支架2;安装筒ⅱ201;挤压筒202;出料筒203;入料筒204;加热机构205;供料机构3;供料推柱301;锥形转轮302;供料卷筒303;推料机构4;推料支架401;推料电机402;推料轮403;涂抹槽404;涂抹机构5;连接底板501;涂抹管道502;挤压机构6;转动环601;转动轴602;连接柱603;闭合盘604;转动筒605;螺旋体606;出料挡板607;出料孔608;吹料机构7;安装盘701;吹料筒702;铰接环703;吹料管704;吹料锥体705;伸缩机构706;切割刀具707;通风机构8;通风管道801;出风管道802;出丝锥体803;走丝机构9;挡风环901;限位弧板902。
具体实施方式
[0034]
下面结合附图对本发明作进一步详细说明。
[0035]
在本发明的描述中,需要说明的是,术语“中心”、“纵向”、“横向”、“上”、“下”、“前”、“后”、“左”、“右”、“顶”、“底”、“内”、“外”和“竖着”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
[0036]
在本发明的描述中,需要说明的是,除非另有明确规定和限定,术语“安装”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接可以是直接连接,亦可以是通过中间媒介间接连接,可以是两个部件内部的连通。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本发明中的具体含义。
[0037]
此外,在本发明的描述中,除非另有说明,“多个”、“多组”、“多根”的含义是两个或两个以上。
[0038]
具体实施方式一:
[0039]
下面结合图1至11说明本实施方式,一种碳纤维增强3d打印材料制备工艺,该工艺包括以下步骤:
[0040]
s1;涂抹机构5对碳纤维进行涂抹预处理,挤压支架2将碳纤维推入吹料机构7内;
[0041]
s2;吹料机构7将伸出的碳纤维切断并推入走丝机构9内,通风机构8通过风力推动走丝机构9内的碳纤维进入挤压支架2内;
[0042]
s3;挤压机构6将挤压支架2内的打印材料和切断的碳纤维挤成型推出挤压支架2;
[0043]
上述一种碳纤维增强3d打印材料制备工艺还涉及一种碳纤维增强3d打印材料制备装置,碳纤维增强3d打印材料制备装置包括装置支架1、挤压支架2、供料机构3、推料机构4、涂抹机构5、挤压机构6、吹料机构7、通风机构8和走丝机构9,装置支架1上固定连接由挤压支架2,装置支架1上滑动连接有两个供料机构3,供料机构3和装置支架1之间固定连接有压缩弹簧ⅰ,装置支架1上滑动连接有两个推料机构4,推料机构4和装置支架1之间固定连接有压缩弹簧ⅱ,装置支架1固定连接有两个涂抹机构5,两个涂抹机构5的内侧分别和两个推料机构4接触,挤压机构6转动连接在装置支架1和挤压支架2之间,挤压机构6的前端位于挤压支架2内,装置支架1内固定连接有吹料机构7,吹料机构7的前端插入挤压支架2内,挤压机构6上转动连接有通风机构8,通风机构8固定连接在挤压支架2内,通风机构8内固定连接有走丝机构9;可以在增加3d打印丝强度的基础上,由于3d打印丝内插入断开的碳纤维,因此在打印过程中进行停顿和更换位置打印。
[0044]
具体实施方式二:
[0045]
下面结合图1至11说明本实施方式,本实施方式对实施方式一作进一步说明,所述装置支架1包括安装支架101、安装筒ⅰ102和支撑环103,安装支架101设置有两个,两个安装支架101的前端固定连接有安装筒ⅰ102,安装筒ⅰ102的前端固定连接有支撑环103,挤压支架2包括安装筒ⅱ201、挤压筒202、出料筒203、入料筒204和加热机构205,安装筒ⅱ201固定连接在支撑环103上,安装筒ⅱ201上固定连接有挤压筒202,挤压筒202的前端固定连接有出料筒203,挤压筒202上固定连接有入料筒204,挤压筒202上连接有加热机构205。
[0046]
具体实施方式三:
[0047]
下面结合图1至11说明本实施方式,本实施方式对实施方式二作进一步说明,所述供料机构3包括供料推柱301、锥形转轮302和供料卷筒303,供料推柱301设置有两个,两个供料推柱301的内侧均转动连接有锥形转轮302,两个锥形转轮302之间装夹有供料卷筒303,两个供料推柱301分别滑动连接在两个安装支架101上,供料推柱301和安装支架101之间固定连接有压缩弹簧ⅰ。
[0048]
具体实施方式四:
[0049]
下面结合图1至11说明本实施方式,本实施方式对实施方式三作进一步说明,所述推料机构4包括推料支架401、推料电机402、推料轮403和涂抹槽404,推料支架401设置有两个,其中一个推料支架401上固定连接有推料电机402,推料电机402的输出轴转动连接在另一个推料支架401上,推料电机402的输出轴上固定连接有推料轮403,推料轮403上设置有涂抹槽404,两个安装支架101的上下两端均滑动连接有推料支架401,推料支架401和安装支架101之间固定连接有压缩弹簧ⅱ。
[0050]
具体实施方式五:
[0051]
下面结合图1至11说明本实施方式,本实施方式对实施方式四作进一步说明,所述涂抹机构5包括连接底板501和涂抹管道502,连接底板501上固定连接有涂抹管道502,两个安装支架101的上下两端之间均固定连接有连接底板501,两个涂抹管道502的下端分别和
两个推料轮403接触。
[0052]
具体实施方式六:
[0053]
下面结合图1至11说明本实施方式,本实施方式对实施方式五作进一步说明,所述挤压机构6包括转动环601、转动轴602、连接柱603、闭合盘604、转动筒605、螺旋体606、出料挡板607和出料孔608,转动环601转动连接在安装筒ⅰ102和安装筒ⅱ201之间,转动轴602转动连接在安装筒ⅰ102和安装筒ⅱ201之间,转动轴602和转动环601传动连接,转动环601上固定连接有连接柱603,连接柱603上固定连接有闭合盘604,闭合盘604上固定连接有转动筒605,转动筒605上固定连接有螺旋体606,转动筒605的前端转动连接有出料挡板607,出料挡板607上设置有多个出料孔608,出料挡板607固定连接在挤压筒202内,闭合盘604转动连接在挤压筒202的后端。
[0054]
具体实施方式七:
[0055]
下面结合图1至11说明本实施方式,本实施方式对实施方式六作进一步说明,所述吹料机构7包括安装盘701、吹料筒702、铰接环703、吹料管704、吹料锥体705、伸缩机构706和切割刀具707,安装盘701固定连接在安装筒ⅰ102内,安装盘701上固定连接有吹料筒702,吹料筒702的前端固定连接有吹料锥体705,吹料筒702上铰接有两个铰接环703,两个铰接环703上均设置有锁紧螺母,两个铰接环703上均固定连接有吹料管704,吹料筒702上固定连接有两个伸缩机构706,两个伸缩机构706的伸缩端均固定连接有切割刀具707。
[0056]
具体实施方式八:
[0057]
下面结合图1至11说明本实施方式,本实施方式对实施方式七作进一步说明,所述通风机构8包括通风管道801、出风管道802和出丝锥体803,通风管道801的前端固定连接有出丝锥体803,通风管道801上固定连接有出风管道802,出风管道802固定连接在挤压筒202上,出风管道802穿过挤压筒202,通风管道801位于吹料锥体705的前端,出丝锥体803位于出料筒203的后端,出风管道802位于出料挡板607的前端,通风管道801穿过转动筒605内。
[0058]
具体实施方式九:
[0059]
下面结合图1至11说明本实施方式,本实施方式对实施方式八作进一步说明,所述走丝机构9包括挡风环901和限位弧板902,挡风环901固定连接在通风管道801内,挡风环901位于出风管道802的前端,挡风环901上固定连接有多个限位弧板902。
[0060]
一种碳纤维增强3d打印材料,所述碳纤维增强3d打印材料由3d打印丝和多段碳纤维组成,多段碳纤维依次分别插入3d打印丝内。
[0061]
本发明的一种碳纤维增强3d打印材料及其制备工艺,其工作原理为:
[0062]
使用时将碳纤维预先缠绕在供料卷筒303上,将供料卷筒303安装在两个锥形转轮302之间,碳纤维穿过两个推料轮403之间插入吹料筒702内,吹料管704连接有出气泵,出气泵将气体通入吹料管704内,吹料管704顺着吹料锥体705的倾斜面吹气,使得吹料锥体705前端的气流加快,使得吹料锥体705前端的气压减小,在两个推料轮403的推动和吹料锥体705前端的抽动下,碳纤维伸出吹料锥体705插入多个限位弧板902之间,出风管道802上设置有抽气泵,使得吹料管704吹出的气体和出风管道802抽离的气体之间形成气流回环,使得气体通过吹料管704吹入通风管道801内,通风管道801内气体流动从出风管道802流出,气体通过多个限位弧板902之间的缝隙推动碳纤维进行运动,使得碳纤维穿过挡风环901插入出料筒203内,挡风环901对吹料管704吹出的气体进行阻挡,防止吹料管704内的气体充
入出料筒203内;涂抹管道502上预先连接3d打印材料管道,涂抹管道502的下端和涂抹槽404接触,使得涂抹管道502内的3d打印材料通入涂抹槽404内,如图1所示,两个推料轮403相互接触,碳纤维从两个涂抹槽404之间穿过,涂抹槽404内的3d打印材料涂抹在碳纤维上,3d打印材料在碳纤维上定型,增加碳纤维直径的同时增强碳纤维的硬度,防止碳纤维过于柔软,使得碳纤维可以有效的穿过挡风环901;转动轴602上设置有驱动转动轴602进行转动的动力装置,动力装置优选为电机;使用时启动推料电机402,推料电机402的输出轴开始转动,推料电机402的输出轴带动推料轮403进行转动,两个推料轮403之间相互接触,两个推料轮403推动涂抹定型有3d打印材料的碳纤维进入吹料筒702内,启动转动轴602上的动力机构,转动轴602开始转动,转动轴602带动转动环601进行转动,转动环601带动连接柱603进行转动,连接柱603带动闭合盘604进行转动,闭合盘604带动转动筒605进行转动,转动筒605带动螺旋体606进行转动,将3d打印材料通过入料筒204通入挤压筒202内,螺旋体606在转动时产生横向的分力推动3d打印材料进行运动,3d打印材料穿过多个出料孔608进入出料筒203内,同时碳纤维穿过出丝锥体803进入出料筒203内,如图2所示,出料筒203的内侧倾斜设置,出丝锥体803的前端倾斜设置,在出丝锥体803和出料筒203倾斜面产生的分力的作用下,3d打印材料包覆碳纤维穿过出料筒203,形成3d打印丝;碳纤维伸出一定长度后,启动伸缩机构706,伸缩机构706的伸缩端开始运动,伸缩机构706的伸缩端带动切割刀具707进行运动,两个切割刀具707相互运动将碳纤维切断,切断的碳纤维在吹料管704和出风管道802之间产生的风力回环和3d打印材料的挤压拉动下继续运动,使得切断的碳纤维被3d打印材料包覆形成3d打印丝,闭合推料电机402,根据使用需求向3d打印材料内插入碳纤维,可以在增加3d打印丝强度的基础上,由于3d打印丝内插入断开的碳纤维,多段碳纤维之间存在缝隙,可以在不破坏碳纤维的前提下,在打印过程中进行停顿和更换位置打印,不必一次打印成型。
[0063]
当然,上述说明并非对本发明的限制,本发明也不仅限于上述举例,本技术领域的普通技术人员在本发明的实质范围内所做出的变化、改型、添加或替换,也属于本发明的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1