一种GPPS透明增韧改性材料及其制备方法与流程
一种gpps透明增韧改性材料及其制备方法
技术领域
1.本发明涉及高分子材料技术领域,具体地,一种gpps透明增韧改性材料及其制备方法。
背景技术:
2.目前,应用在led灯条上的材料主要为abs(丙烯腈
‑
丁二烯
‑
苯乙烯共聚物)材料,但是abs材料的价格偏高,导致了led价格较高,限制了led照明走向平常百姓。为了推广led灯条,寻求新的材料替代abs材料来降低成本,目前已有采用gpps作为替换材料,但是普通的gpps(通用级聚苯乙烯)材料具有良好的透光率以及透明性能,但是强度较差,在生产和后续的装配过程中,容易发生开裂。
技术实现要素:
3.针对现有技术的不足,本发明提供一种gpps透明增韧改性材料及其制备方法。
4.本发明公开的一种gpps透明增韧改性材料包括以下重量份的组分:
5.gpps:27
‑
49.7份
6.苯乙烯—丁二烯共聚物:50
‑
70份
7.扩链剂:0.1
‑
1份
8.抗氧化剂:0.1
‑
1份
9.扩散剂:0.1
‑
1份。
10.根据本发明一实施方式,一种gpps透明增韧改性材料包括以下重量份的组分:
11.gpps:33.2
‑
44.4份
12.苯乙烯—丁二烯共聚物:55
‑
65份
13.扩链剂:0.2
‑
0.6份
14.抗氧化剂:0.2
‑
0.6份
15.扩散剂:0.2
‑
0.6份。
16.根据本发明一实施方式,扩链剂为巴斯夫扩链剂joncryl adr
‑
4400。
17.根据本发明一实施方式,抗氧化剂为抗氧化剂1010。
18.根据本发明一实施方式,扩散剂为花王扩散剂ebs。
19.一种gpps透明增韧改性材料的制备方法,包括以下步骤:
20.(1)称量好gpps、苯乙烯—丁二烯共聚物、扩链剂、抗氧化剂以及扩散剂,倒入混料机中充分混合,获得混合物,待用;
21.(2)将上述混合物利用螺杆挤出机熔融、共混、挤出、造粒。
22.根据本发明一实施方式,在步骤(2)中,螺杆挤出机为双螺杆挤出机。
23.根据本发明一实施方式,在步骤(2)中,螺杆挤出机的喂料机转速为8~13r/min。
24.根据本发明一实施方式,在步骤(2)中,螺杆挤出机的主机转速为380~420r/min。
25.根据本发明一实施方式,在步骤(2)中,螺杆挤出机的一区温度为160
‑
180℃,二区
温度为180
‑
200℃,三区温度为200
‑
210℃,四区温度为200
‑
210℃,五区温度为200
‑
210℃,六区温度为200
‑
210℃,七区温度为210
‑
220℃,八区温度为210
‑
220℃,机头温度为200
‑
210℃。
26.本技术的有益效果在于:采用苯乙烯—丁二烯共聚物和扩链剂复合改性gpps材料,以提高gpps材料的抗冲击强度和韧性,同时,苯乙烯—丁二烯共聚物是透明族树脂,其不会影响gpps材料的透明度。
具体实施方式
27.以下将揭露本发明的多个实施方式,为明确说明起见,许多实务上的细节将在以下叙述中一并说明。然而,应了解到,这些实务上的细节不应用以限制本发明。也就是说,在本发明的部分实施方式中,这些实务上的细节是非必要的。
28.本实施例中的一种gpps透明增韧改性材料包括以下重量份的组分:gpps27
‑
49.7份,苯乙烯—丁二烯共聚物50
‑
70份,扩链剂0.1
‑
1份,抗氧化剂0.1
‑
1份,扩散剂0.1
‑
1份。进一步的,一种gpps透明增韧改性材料包括以下重量份的组分:gpps33.2
‑
44.4份,苯乙烯—丁二烯共聚物55
‑
65份,扩链剂0.2
‑
0.6份,抗氧化剂0.2
‑
0.6份,扩散剂0.2
‑
0.6份。
29.优选的,扩链剂为巴斯夫扩链剂joncryl adr
‑
4400,抗氧化剂为抗氧化剂1010,扩散剂为花王扩散剂ebs。
30.一种gpps透明增韧改性材料的制备方法,包括以下步骤:
31.(1)称量好gpps、苯乙烯—丁二烯共聚物、扩链剂、抗氧化剂以及扩散剂,倒入混料机中充分混合,获得混合物,待用;
32.(2)将上述混合物利用螺杆挤出机熔融、共混、挤出、造粒。
33.优选的,在步骤(2)中,螺杆挤出机为双螺杆挤出机,螺杆挤出机的喂料机转速为8~13r/min,主机转速为380~420r/min,螺杆挤出机的一区温度为160
‑
180℃,二区温度为180
‑
200℃,三区温度为200
‑
210℃,四区温度为200
‑
210℃,五区温度为200
‑
210℃,六区温度为200
‑
210℃,七区温度为210
‑
220℃,八区温度为210
‑
220℃,机头温度为200
‑
210℃。
34.采用苯乙烯—丁二烯共聚物和扩链剂复合改性gpps材料,以提高gpps材料的抗冲击强度和韧性,同时,苯乙烯—丁二烯共聚物是透明族树脂,其不会影响gpps材料的透明度。
35.以下将示出多个实施例对本发明进行更加详细的说明。.
36.实施例1
37.称量好27份gpps、70份苯乙烯—丁二烯共聚物、1份扩链剂、1份抗氧化剂以及1份扩散剂,倒入混料机中充分混合,获得混合物,将上述混合物利用双螺杆挤出机熔融、共混、挤出、造粒,双螺杆挤出机的喂料机转速为11r/min,主机转速为400r/min,双螺杆挤出机的一区温度为160℃,二区温度为180℃,三区温度为200℃,四区温度为200℃,五区温度为200℃,六区温度为200℃,七区温度为210℃,八区温度为210℃,机头温度为200℃。
38.将实施例1得到的gpps透明增韧改性材料通过挤出成型的方法制备出片材a1。
39.实施例2
40.称量好33.2份gpps、65份苯乙烯—丁二烯共聚物、0.6份扩链剂、0.6份抗氧化剂以及0.6份扩散剂,倒入混料机中充分混合,其他条件与实施例1相同。
41.将实施例2得到的gpps透明增韧改性材料通过挤出成型的方法制备出片材a2。
42.实施例3
43.称量好36.5份gpps、62份苯乙烯—丁二烯共聚物、0.5份扩链剂、0.5份抗氧化剂以及0.5份扩散剂,倒入混料机中充分混合,其他条件与实施例1相同。
44.将实施例3得到的gpps透明增韧改性材料通过挤出成型的方法制备出片材a3。
45.实施例4
46.称量好39份gpps、60份苯乙烯—丁二烯共聚物、0.3份扩链剂、0.3份抗氧化剂以及0.4份扩散剂,倒入混料机中充分混合,其他条件与实施例1相同。
47.将实施例4得到的gpps透明增韧改性材料通过挤出成型的方法制备出片材a4。
48.实施例5
49.称量好44.4份gpps、55份苯乙烯—丁二烯共聚物、0.2份扩链剂、0.2份抗氧化剂以及0.2份扩散剂,倒入混料机中充分混合,其他条件与实施例1相同。
50.将实施例5得到的gpps透明增韧改性材料通过挤出成型的方法制备出片材a5。
51.实施例6
52.称量好49.7份gpps、50份苯乙烯—丁二烯共聚物、0.1份扩链剂、0.1份抗氧化剂以及0.1份扩散剂,倒入混料机中充分混合,其他条件与实施例1相同。
53.将实施例6得到的gpps透明增韧改性材料通过挤出成型的方法制备出片材a6。
54.对比例1
55.将gpps原料通过挤出成型的方法制备出片材d1。
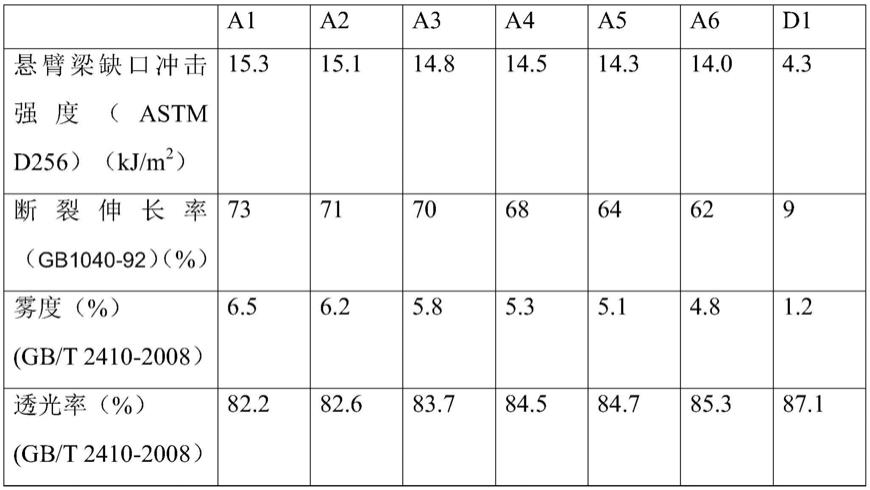
56.测试上述片材a1
‑
a6以及片材d1的耐冲击强度、断裂伸长率、透光率以及雾度,测试结果如下表所示:
[0057][0058]
由上表的实验结果可得,与普通的gpps片材d1相比,gpps透明增韧改性材料制备的片材a1
‑
a6的悬臂梁缺口冲击强度和断裂伸长率明显提高,即改性后的gpps透明增韧改性材料的强度和韧性明显得到提升。与普通的gpps片材d1相比,gpps透明增韧改性材料制备的片材a1
‑
a6的透光率有所下降,雾度有所上升,但是变化幅度不大,即改性后的gpps透
明增韧改性材料的透明度变化不大,不会影响其在led灯条上的使用。
[0059]
综上:本技术中的一种gpps透明增韧改性材料采用苯乙烯—丁二烯共聚物和扩链剂复合改性gpps材料,以提高gpps材料的抗冲击强度和韧性,同时,苯乙烯—丁二烯共聚物是透明族树脂,其不会影响gpps材料的透明度。
[0060]
上仅为本发明的实施方式而已,并不用于限制本发明。对于本领域技术人员来说,本发明可以有各种更改和变化。凡在本发明的精神和原理的内所作的任何修改、等同替换、改进等,均应包括在本发明的权利要求范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1