一种垂直排列六方氮化硼填充树脂基无硅导热垫片及其制备方法
1.本技术涉及热界面材料技术领域,尤其涉及一种垂直排列六方氮化硼填充树脂基无硅导热垫片及其制备方法。
背景技术:
2.随着在超高频5g通信、国防工业、高速铁路、城市轨道交通、新能源汽车、智能电网等领域得到广泛应用的电子元器件不断趋于集成化、小型化和高功率化,其功率密度也随之大幅提高,单位面积产热量急剧增加,热量的累积会严重影响电子元器件的工作效率和使用寿命。散热问题成为影响相关设备使用性能和使用寿命的技术瓶颈。凡是表面都会有粗糙度,所以当两个表面接触在一起的时候,不可能完全接触在一起,总会有一些空气隙夹杂在其中,而空气的导热系数非常之小,因此就造成了比较大的接触热阻。而使用热界面材料就可以填充这个空气隙,这样就可以降低接触热阻,提高散热性能。其中,热界面材料是用于涂敷在散热器件与发热器件之间,降低它们之间接触热阻所使用的材料的总称。然而市场现有的热界面材料性能一般,热阻较大,不能很好的将散热发热器件所发出的热量及时的散发出去。因此,如何进一步降低热界面材料的热阻、提高其热传导性能是目前电子封装领域所面临的一个十分重要的课题。
3.导热填料填充橡胶基体导热垫片可填充界面空隙、减小界面热阻、提高散热性能,是一种典型的热界面材料。导热填料的作用则是在橡胶基体材料中形成导热通路从而提高复合材料的热导率,现有制备无硅导热垫片的专利技术主要是从优化填料尺寸配比、填料表面改性及提高填料和基体本征热导率等方面开展研究,前者会导致导热垫片的密度过高,而后两者虽然可以改善垫片的导热性能,但其带来的成本的提高则对于其产业化推广十分不利。现有技术虽然尝试通过对片状六方氮化硼填料进行定向排列来提高垫片热导率,但其制备工艺流程十分繁杂,且需使用高挥发性的有毒液态化学试剂,对生产场所所在地区的环境保护以及制备、生活人员和应用场所客户的身体健康产生十分不利的影响。
技术实现要素:
4.有鉴于此,本技术实施例提供一种垂直排列六方氮化硼填充树脂基无硅导热垫片及其制备方法,由此方法制得的导热垫片无需混杂过多种类的导热填料,所制得的样品具备低密度和高热导率的特性;同时制备工艺流程简单、成本可控且不涉及各类毒性液态化学试剂,对环境和人体友好,十分有利于其产业化推广。
5.本技术实施例提供一种垂直排列六方氮化硼填充树脂基无硅导热垫片制备方法,所述方法包括以下步骤:
6.按照重量份,将100-200份的树脂加入到开炼机上并进行预热,预热后启动双辊使已经软化的树脂以薄层的形式均匀分布于单侧辊上;
7.将400-1600份的粒径为40-180μm片状六方氮化硼填料、1-5份硬脂酸粉体、4-12份
的硬脂酸钠粉体以及20-50份的增塑剂缓慢倾倒在铺满已软化的树脂薄层的双辊间;
8.调整双辊间隙,使片状六方氮化硼填料与树脂基体反复捏炼至充分混合均匀,得到片状六方氮化硼填料沿面内取向优先排列的薄层垫片;
9.取出薄层垫片,裁剪成合适尺寸后叠层放入到模具中并进行均匀压实;
10.将模具置于硫化成型机中在100-150℃下充分预热,并对模具施加10-20mpa的压力,保持压力不变保温10-20min,得到片状六方氮化硼沿垂直于所受压力方向优先排列的树脂基复合材料块体;
11.将模具取出并在常温下冷却,将树脂基复合材料块体从模具中取出,沿平行于所施加压力的方向均匀裁切成所需尺寸的薄片,即可得到垂直排列片状六方氮化硼填充树脂基复合材料无硅导热垫片。
12.根据本技术实施例的一种具体实现方式,所述树脂与所述片状六方氮化硼填料的质量比为1:2-1:8。
13.根据本技术实施例的一种具体实现方式,所述片状六方氮化硼填料加入量为400-800份,粒径为120-180μm,所述硬脂酸粉体加入量为1-2份,所述硬脂酸钠粉体加入量为5-10份,以及所述增塑剂加入量为20-40份。
14.根据本技术实施例的一种具体实现方式,所述片状六方氮化硼填料加入量为600-1200份,粒径为120-180μm,所述硬脂酸粉体加入量为1-2份,所述硬脂酸钠粉体加入量为5-10份,以及所述增塑剂加入量为25-50份。
15.根据本技术实施例的一种具体实现方式,所述片状六方氮化硼填料为80-120份粒径为40-60μm和480-720份粒径为120-180μm的混合物,所述硬脂酸粉体加入量为1.4-2.1份,所述硬脂酸钠粉体加入量为7-10.5份,以及所述增塑剂加入量为28-42份。
16.根据本技术实施例的一种具体实现方式,所述树脂在开炼机中的预热温度为100-200℃,预热时间为3-10min。
17.根据本技术实施例的一种具体实现方式,所述片状六方氮化硼填料与所述树脂基体反复捏炼的时间为10-20min。
18.根据本技术实施例的一种具体实现方式,所述模具置于所述硫化成型机中的预热时间为3-6min。
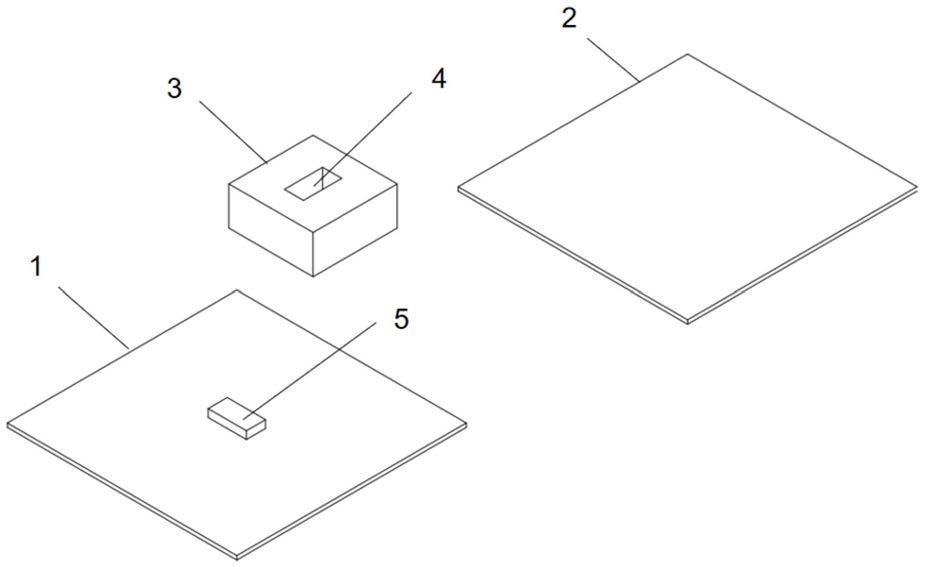
19.根据本技术实施例的一种具体实现方式,所述模具包括上盖板、下盖板及样品成型容器,所述样品成型容器上设有用于盛装样品的矩形通孔,所述上盖板上设有与所述矩形通孔相配合的矩形块,所述矩形块用于挤压所述矩形通孔内的样品。
20.第二方面,本技术实施例还提供一种垂直排列六方氮化硼填充树脂基复合材料无硅导热垫片,采用上述第一方面任一实施例所述的垂直排列六方氮化硼填充树脂基无硅导热垫片制备方法制备获得。
21.有益效果
22.本技术实施例中的垂直排列六方氮化硼填充树脂基无硅导热垫片及其制备方法,通过使用开炼机反复捏炼使片状六方氮化硼填料与固态树脂充分混合,同时在此过程中双辊之间对片状六方氮化硼填料施以的高剪切力迫使其沿与双辊连接处的切线方向排列,制备得到片状六方氮化硼填料沿面内取向优先排列的薄层垫片,随后通过对薄层垫片叠层、模压与切片最终制备出高性能垂直排列片状六方氮化硼填充树脂基复合材料无硅导热垫
片。由此方法制得的导热垫片无需混杂过多种类的导热填料,所制得的样品具备低密度和高热导率的特性;同时制备工艺流程简单、成本可控且不涉及各类毒性液态化学试剂,对环境和人体友好,十分有利于其产业化推广。
附图说明
23.为了更清楚地说明本技术实施例的技术方案,下面将对实施例中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本技术的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其它的附图。
24.图1为根据本发明一实施例的模具的组成示意图;
25.图2为根据本发明一实施例的模具的装配示意图;
26.图3为根据本发明一实施例的模具的装配截面图。
27.图中:1、上盖板;2、下盖板;3、样品成型容器;4、矩形通孔;5、矩形块。
具体实施方式
28.下面结合附图对本技术实施例进行详细描述。
29.以下通过特定的具体实例说明本技术的实施方式,本领域技术人员可由本说明书所揭露的内容轻易地了解本技术的其他优点与功效。显然,所描述的实施例仅仅是本技术一部分实施例,而不是全部的实施例。本技术还可以通过另外不同的具体实施方式加以实施或应用,本说明书中的各项细节也可以基于不同观点与应用,在没有背离本技术的精神下进行各种修饰或改变。需说明的是,在不冲突的情况下,以下实施例及实施例中的特征可以相互组合。基于本技术中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本技术保护的范围。
30.要说明的是,下文描述在所附权利要求书的范围内的实施例的各种方面。应显而易见,本文中所描述的方面可体现于广泛多种形式中,且本文中所描述的任何特定结构及/或功能仅为说明性的。基于本技术,所属领域的技术人员应了解,本文中所描述的一个方面可与任何其它方面独立地实施,且可以各种方式组合这些方面中的两者或两者以上。举例来说,可使用本文中所阐述的任何数目个方面来实施设备及/或实践方法。另外,可使用除了本文中所阐述的方面中的一或多者之外的其它结构及/或功能性实施此设备及/或实践此方法。
31.还需要说明的是,以下实施例中所提供的图示仅以示意方式说明本技术的基本构想,图式中仅显示与本技术中有关的组件而非按照实际实施时的组件数目、形状及尺寸绘制,其实际实施时各组件的型态、数量及比例可为一种随意的改变,且其组件布局型态也可能更为复杂。
32.另外,在以下描述中,提供具体细节是为了便于透彻理解实例。然而,所属领域的技术人员将理解,可在没有这些特定细节的情况下实践所述方面。
33.经过研究发现,树脂作为一类特种材料合成的橡胶,其结构特征使其具有耐高低温、耐高电压、耐臭氧老化、耐辐射性、高透气性等一系列优良特性,且对润滑油等介质表现出优异的化学惰性,是一种非常优异的弹性绝缘导热复合材料导热垫片的基体材料。导热填料的作用则是在橡胶基体材料中形成导热通路从而提高复合材料的热导率,因此高效导
热通路的形成对于提高复合材料导热垫片的热导率至关重要。树脂是一种特种材料合成的橡胶,由于其结构的特殊性决定了它不仅具有低密度、高熔点、低硬度、抗热振性和机械加工性能好等优点,还具有耐高温、热膨胀系数小、热导率高、介电常数低、可靠的电绝缘性等优异性能。因此采用树脂为导热基体,氮化硼作为导热填料来提高复合材料导热系数这一技术在高导热垫片的研制方面有着广泛的应用。
34.提高氮化硼导热填料的添加量可有利于导热通路的构建,进而有效提高导热垫片的热导率。但是随着垫片中导热填料含量的增加,其产品成本、密度与硬度也相应增加,因此单纯通过增加导热填料含量来提高导热垫片热导率的方案对于其产业化应用并不可行,需要与填料结构、形貌与分布的优化设计方案相结合。其中,通过一系列制备工艺使具备超高面内热导率的片状六方氮化硼(h-bn)填料进行垂直排列从而形成高效导热通路的技术,是一种潜力巨大且具有广阔前景的导热垫片制备方案。
35.因此,本技术实施例提供了一种垂直排列六方氮化硼填充树脂基无硅导热垫片制备方法,具体包括以下步骤:
36.s1、按照重量份,将100-200份的树脂加入到开炼机上并进行预热,预热温度为100-200℃,预热时间为3-10min;预热后启动双辊使已经软化的树脂以薄层的形式均匀分布于单侧辊上;
37.s2、将400-1600份的粒径为40-180μm片状六方氮化硼填料、1-5份硬脂酸粉体、4-12份的硬脂酸钠粉体以及20-50份的增塑剂缓慢倾倒在铺满已软化的树脂薄层的双辊间;
38.s3、调整双辊间隙,使片状六方氮化硼填料与树脂基体反复捏炼10-20min,至充分混合均匀,得到片状六方氮化硼填料沿面内取向优先排列的薄层垫片;
39.s4、取出薄层垫片,裁剪成合适尺寸后叠层放入到模具中并进行均匀压实;
40.s5、将模具置于硫化成型机中在100-150℃下充分预热3-6min,并对模具施加10-20mpa的压力,保持压力不变保温10-20min,得到片状六方氮化硼沿垂直于所受压力方向优先排列的树脂基复合材料块体;
41.s6、将模具取出并在常温下冷却,将树脂基复合材料块体从模具中取出,沿平行于所施加压力的方向均匀裁切成所需尺寸的薄片,即可得到垂直排列片状六方氮化硼填充树脂基复合材料无硅导热垫片。
42.在一个实施例中,所述树脂与所述片状六方氮化硼填料的质量比为1:2-1:8。
43.优选的,所述片状六方氮化硼填料加入量为400-800份,粒径为120-180μm,所述硬脂酸粉体加入量为1-2份,所述硬脂酸钠粉体加入量为5-10份,以及所述增塑剂加入量为20-40份。
44.优选的,所述片状六方氮化硼填料加入量为600-1200份,粒径为120-180μm,所述硬脂酸粉体加入量为1-2份,所述硬脂酸钠粉体加入量为5-10份,以及所述增塑剂加入量为25-50份。
45.优选的,所述片状六方氮化硼填料为80-120份粒径为40-60μm和480-720份粒径为120-180μm的混合物,所述硬脂酸粉体加入量为1.4-2.1份,所述硬脂酸钠粉体加入量为7-10.5份,以及所述增塑剂加入量为28-42份。
46.为充分说明采用本技术的垂直排列六方氮化硼填充树脂基无硅导热垫片制备方法制备得到的无硅导热垫片的性能,下面将以实施例1-4进行详细说明。
47.实施例1
48.一种高性能垂直排列六方氮化硼填充树脂基无硅导热垫片,按照以下步骤制备而成:
49.s101、启动开炼机,打开加热功能使其双辊温度升温至所设定温度100-200℃,将事先称量的100-200份固态树脂置于开炼机上预热3-10min,随后启动双辊使已经软化的树脂以薄层的形式均匀分布于单侧辊上。
50.s102、称取400-800份粒径为60μm的片状六方氮化硼粉体和400-800份粒径为60μm的立方氮化硼(c-bn)粉体,分别与1-2份硬脂酸粉体、5-10份硬脂酸钠粉体以及20-40份增塑剂一起缓慢倾倒在铺满已软化的树脂薄层的双辊间进行捏合。
51.s103、通过调整双辊间隙等操作分别使片状六方氮化硼填料和立方氮化硼填料与树脂基体在开炼机上反复捏炼10-20min使其充分混合均匀,分别制备得到片状六方氮化硼填料沿面内取向优先排列的薄层垫片和立方氮化硼填料填充的薄层垫片。
52.s104、分别将片状六方氮化硼和立方氮化硼薄层垫片从开炼机轧辊上取下,裁剪成40mm
×
20mm尺寸后逐层叠加放入所设计的模具中,并初步均匀压实。
53.s105、随后,将模具置于硫化成型机中在100-150℃下预热3-6min,并对模具施加以10-20mpa的压力将薄层垫片压制成完整且结合紧密的片状六方氮化硼沿垂直于所受压力方向优先排列的树脂基复合材料块体和立方氮化硼填充的树脂基复合材料块体,之后维持压力不变保温10-20min。
54.s106、压制完成后将模具从硫化成型机中取出,在常温下冷却后将压制好的复合材料块体从模具中取出,分别在沿平行和垂直于所施加压力方向的三个面上均匀裁切出所需厚度及尺寸的薄片,制备得到所需高性能垂直排列六方氮化硼填充树脂基复合材料无硅导热垫片,其中树脂基体与片状六方氮化硼以及立方氮化硼填料的质量比均为1:4。
55.s107、使用热流法导热系数测试仪对制备得到的垂直排列片状六方氮化硼填料填充的树脂基复合材料无硅导热垫片的导热性能进行测试,测得其厚度分别为1.71mm、1.76mm和1.73mm,在公制压力为50n时各导热垫片对应的热导率分别为8.76w/(m
·
k)、8.71w/(m
·
k)和2.72w/(m
·
k);在公制压力为100n时,各导热垫片对应的热导率分别为8.95w/(m
·
k)、8.83w/(m
·
k)和2.78w/(m
·
k)。
56.s108、使用热流法导热系数测试仪对制备得到的立方氮化硼填料填充的树脂基复合材料无硅导热垫片的导热性能进行测试,测得其厚度分别为1.68mm、1.72mm和1.74mm,在公制压力为50n时各导热垫片对应的热导率分别为4.08w/(m
·
k)、4.03w/(m
·
k)和4.12w/(m
·
k);在公制压力为100n时,各导热垫片对应的热导率分别为4.13w/(m
·
k)、4.09w/(m
·
k)和4.15w/(m
·
k)。
57.实验结果表明,所制备得到的垂直排列六方氮化硼填充树脂基复合材料无硅导热垫片的热导率远高于面内排列的六方氮化硼填充树脂基复合材料无硅导热垫片,而立方氮化硼填料填充的树脂基复合材料无硅导热垫片的导热性能不具备各向异性;与此同时,立方氮化硼填料填充的树脂基复合材料无硅导热垫片的导热性能高于面内排列的六方氮化硼填充树脂基复合材料无硅导热垫片,而远低于垂直排列六方氮化硼填充树脂基复合材料无硅导热垫片。
58.实施例2
59.一种高性能垂直排列六方氮化硼填充树脂基无硅导热垫片,按照以下步骤制备而成:
60.s201、启动开炼机,打开加热功能使其双辊温度升温至所设定温度100-200℃,将事先称量的100-200份固态树脂置于开炼机上预热3-10min,随后启动双辊使已经软化的树脂以薄层的形式均匀分布于单侧辊上。
61.s202、称取400-800份粒径为180μm的片状六方氮化硼粉体,与1-2份硬脂酸粉体、5-10份硬脂酸钠粉体以及20-40份增塑剂缓慢倾倒在铺满已软化的树脂薄层的双辊间进行捏合。
62.s203、通过调整双辊间隙等操作使片状六方氮化硼填料与树脂基体在开炼机上反复捏炼10-20min使其充分混合均匀,制备得到片状六方氮化硼填料沿面内取向优先排列的薄层垫片。
63.s204、将薄层垫片从开炼机轧辊上取下,裁剪成40mm
×
20mm尺寸后逐层叠加放入所设计的模具中,并初步均匀压实。
64.s205、随后,将模具置于硫化成型机中在100-150℃下预热3-6min,并对模具施加以10-20mpa的压力将薄层垫片压制成完整且结合紧密的片状六方氮化硼沿垂直于所受压力方向优先排列的树脂基复合材料块体,之后维持压力不变保温10-20min。
65.s206、压制完成后将模具从硫化成型机中取出,在常温下冷却后将压制好的复合材料块体从模具中取出,分别在沿平行和垂直于所施加压力方向的三个面上均匀裁切出所需厚度及尺寸的薄片,制备得到所需高性能垂直排列六方氮化硼填充树脂基复合材料无硅导热垫片,其中树脂基体和片状六方氮化硼填料的质量比为1:4。
66.s207、使用热流法导热系数测试仪对制备得到的无硅导热垫片的导热性能进行测试,测得其厚度分别为1.77mm、1.83mm和1.72mm,公制压力为50n时各导热垫片对应的热导率分别为9.68w/(m
·
k)、9.71w/(m
·
k)和2.87w/(m
·
k);在公制压力为100n时,各导热垫片对应的热导率分别为9.85w/(m
·
k)、9.83w/(m
·
k)和2.92w/(m
·
k)。
67.实验结果表明,所制备得到的垂直排列六方氮化硼填充树脂基复合材料无硅导热垫片的热导率远高于面内排列的六方氮化硼填充树脂基复合材料无硅导热垫片;与此同时,选用大粒度六方氮化硼填料制备得到的导热垫片导热性能要高于由小粒度六方氮化硼填料制备得到的导热垫片。
68.实施例3
69.一种高性能垂直排列六方氮化硼填充树脂基无硅导热垫片,按照以下步骤制备而成:
70.s301、启动开炼机,打开加热功能使其双辊温度升温至所设定温度100-200℃,将事先称量的100-200份固态树脂置于开炼机上预热3-10min,随后启动双辊使已经软化的树脂以薄层的形式均匀分布于单侧辊上。
71.s302、称取600-1200份粒径为180μm的片状六方氮化硼粉体,与1-2份硬脂酸粉体、5-10份硬脂酸钠粉体以及25-50份增塑剂缓慢倾倒在铺满已软化的树脂薄层的双辊间进行捏合。
72.s303、通过调整双辊间隙等操作使片状六方氮化硼填料与树脂基体在开炼机上反复捏炼10-20min使其充分混合均匀,制备得到片状六方氮化硼填料沿面内取向优先排列的
薄层垫片。
73.s304、将薄层垫片从开炼机轧辊上取下,裁剪成40mm
×
20mm尺寸后逐层叠加放入所设计的模具中,并初步均匀压实。
74.s305、随后,将模具置于硫化成型机中在100-150℃下预热3-6min,并对模具施加以10-20mpa的压力将薄层垫片压制成完整且结合紧密的片状六方氮化硼沿垂直于所受压力方向优先排列的树脂基复合材料块体,之后维持压力不变保温10-20min。
75.s306、压制完成后将模具从硫化成型机中取出,在常温下冷却后将压制好的复合材料块体从模具中取出,分别在沿平行和垂直于所施加压力的方向的三个面上均匀裁切出所需厚度及尺寸的薄片,制备得到所需高性能垂直排列六方氮化硼填充树脂基复合材料无硅导热垫片,其中树脂基体和六方氮化硼填料的质量比为1:6。
76.s307、使用热流法导热系数测试仪对制备得到的无硅导热垫片的导热性能进行测试,测得其厚度分别为1.79mm、1.81mm和1.75mm,公制压力为50n时各导热垫片对应的热导率分别为11.96w/(m
·
k)、11.81w/(m
·
k)和3.28w/(m
·
k);在公制压力为100n时,各导热垫片对应的热导率分别为12.05w/(m
·
k)、11.93w/(m
·
k)和3.30w/(m
·
k)。
77.实验结果表明,所制备得到的垂直排列六方氮化硼填充树脂基复合材料无硅导热垫片的热导率远高于面内排列的六方氮化硼填充树脂基复合材料无硅导热垫片;与此同时,导热垫片的热导率随着所添加六方氮化硼填料质量分数的增加而提高。
78.实施例4
79.一种高性能垂直排列六方氮化硼填充树脂基无硅导热垫片,按照以下步骤制备而成:
80.s401、启动开炼机,打开加热功能使其双辊温度升温至所设定温度100-200℃,将事先称量的140-210份树脂置于开炼机上预热3-10min,随后启动双辊使已经软化的树脂以薄层的形式均匀分布于单侧辊上。
81.s402、将事先称量的80-120份粒径为60μm和480-720份粒径为180μm的片状六方氮化硼粉体置于容器中,通过均质机混合均匀,两者质量比为1:6。
82.s403、将均匀混合的片状六方氮化硼填料与1.4-2.1份硬脂酸粉体、7-10.5份硬脂酸钠粉体以及28-42份增塑剂缓慢倾倒在铺满已软化的树脂薄层的双辊间进行捏合。
83.s404、通过调整双辊间隙等操作使片状六方氮化硼填料与树脂基体在开炼机上反复捏炼10-20min使其充分混合均匀,制备得到片状六方氮化硼填料沿面内取向优先排列的薄层垫片。
84.s405、将薄层垫片从开炼机轧辊上取下,裁剪成40mm
×
20mm尺寸后逐层叠加放入所设计的模具中,并初步均匀压实。
85.s406、随后,将模具置于硫化成型机中在100-150℃下预热3-6min,并对模具施加以10-20mpa的压力将薄层垫片压制成完整且结合紧密的片状六方氮化硼沿垂直于所受压力方向优先排列的树脂基复合材料块体,之后维持压力不变保温10-20min。
86.s407、压制完成后将模具从硫化成型机中取出,在常温下冷却后将压制好的复合材料块体从模具中取出,分别在沿平行和垂直于所施加压力方向的三个面上均匀裁切出所需厚度及尺寸的薄片,制备得到所需高性能垂直排列六方氮化硼填充树脂基复合材料无硅导热垫片,其中树脂基体和氮化硼填料混合物的质量比为1:6。
87.s408、使用热流法导热系数测试仪对制备得到的无硅导热垫片的导热性能进行测试,测得其厚度分别为1.67mm、1.72mm和1.70mm,公制压力为50n时各导热垫片对应的热导率分别为13.61w/(m
·
k)、13.56w/(m
·
k)和3.58w/(m
·
k);在公制压力为100n时,各导热垫片对应的热导率分别为13.75w/(m
·
k)、13.68w/(m
·
k)和3.63w/(m
·
k)。
88.实验结果表明,所制备得到的垂直排列六方氮化硼填充树脂基复合材料无硅导热垫片的热导率远高于面内排列的六方氮化硼填充树脂基复合材料无硅导热垫片;与此同时,通过合理优化所填充片状六方氮化硼填料的粒径尺寸配比可以在不提高所添加填料质量分数的情况下进一步提高所制备导热垫片的导热性能。
89.在上述任一实施例中所用的模具,具体包括上盖板1、下盖板2及样品成型容器3,所述样品成型容器3上设有用于盛装样品的矩形通孔4,所述上盖板1上设有与所述矩形通孔4相配合的矩形块5,所述矩形块5用于挤压所述矩形通孔4内的样品。
90.具体的,上盖板1和下盖板2均是长宽高为30cm*30cm*0.5cm的钢板,其中上盖板1在中间部分有一块凸起,所述凸起为矩形块5,用来挤压样品成型容器3内的样品,矩形块5的长宽高为5cm*2cm*1cm,样品成型容器3为一个钢块铸体,钢块铸体的长宽高为11cm*11cm*5cm,其上的矩形通孔4的长宽高为5cm*2.5cm*5cm。需要解释的是,本实施例中的模具尺寸仅为一个实施例,实际使用中,可根据实际情况进行调整。
91.本发明以固态树脂为基体,片状六方氮化硼为导热填料,使用开炼机将两者混合均匀,并通过双辊之间对片状六方氮化硼填料施以的高剪切力迫使其沿与双辊连接处的切线方向排列,从而制备得到片状六方氮化硼填料沿面内取向优先排列的薄层垫片。随后,将薄层垫片从开炼机取下并裁剪成合适尺寸后放入所设计的模具,将模具置于硫化成型机中预加热并将叠加的薄层垫片压制成完整且结合紧密的片状六方氮化硼沿垂直于所受压力方向优先排列的树脂基复合材料块体。最后,将压制好的复合材料块体从模具中取出,沿平行于所施加压力方向均匀裁切成所需厚度及尺寸的薄片,即可制备得到所需高性能垂直排列片状六方氮化硼填充树脂基复合材料无硅导热垫片。
92.以上所述,仅为本技术的具体实施方式,但本技术的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本技术揭露的技术范围内,可轻易想到的变化或替换,都应涵盖在本技术的保护范围之内。因此,本技术的保护范围应以权利要求的保护范围为准。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1