一种制造哑铃的橡胶材料及其制造工艺的制作方法
1.本发明涉及橡胶材料制备技术领域,尤其涉及一种制造哑铃的橡胶材料及其制造工艺。
背景技术:
2.橡胶是指具有可逆形变的高弹性聚合物材料,在室温下富有弹性,是一种用途十分广泛的工业材料,橡胶制品则广泛应用于工业或生活各方面,而哑铃是一种用于增强肌肉力量训练的简单器材,它的主要材料是铸铁,并且有的哑铃的外部还包裹有一层橡胶,而使用人员在使用哑铃时,由于手部长时间的握持作用,导致橡胶表面会沾染上大量的汗渍,而大多数情况下,使用人员在锻炼结束后,不会去擦拭哑铃的表面,导致哑铃表面的橡胶会受到汗渍的侵蚀,影响橡胶的使用寿命。
3.中国专利号cn103012872a公开了一种耐磨橡胶复合材料,主要是采用以沥青基中间相石墨碳微球为耐磨剂制备橡胶复合材料的方法。通过降低复合材料摩擦系数,提高材料的耐磨性能,延长材料的使用寿命,具有很大的实用价值,但是并没有对橡胶的耐腐蚀性能做出优化,需要进行改进。
4.中国专利号cn104910475a公开了一种再生橡胶材料,主要提高了废胶粉的利用,并且制造的鞋底具有橡胶鞋底性能又能运用热塑性,减少了工艺,能耗相对减小,既充分利用再生胶的弹性好,耐老化,耐温耐寒的特性,环保节能,生产效益高的特点,同样没有对橡胶自身的耐腐蚀性能做出改变,需要进行改进。
技术实现要素:
5.本发明的目的是解决现有技术中存在的缺点,而提出的一种制造哑铃的橡胶材料及其制造工艺。
6.为了实现上述目的,本发明采用了如下技术方案:一种制造哑铃的橡胶材料,所述一种制造哑铃的橡胶材料由天然橡胶、丁基橡胶、丁苯橡胶、丁腈橡胶、防老剂、促进剂、丁苯乳胶、硫化剂、增塑剂和交联剂组成,且各组分的质量分数如下:天然橡胶50-62%、丁基橡胶10-13%、丁苯橡5-8%、丁腈橡胶5-8%、防老剂1-2%、促进剂0.5-1%、丁苯乳胶3-7%、硫化剂1-1.5%、增塑剂0.5-1%和交联剂1-2%。
7.为了提高该橡胶塑料的防老化效果,本发明改进有,所述防老剂的材质为防老剂d、防老剂rd和防老剂mb其中的一种或两种。
8.为了促进硫化过程的顺利进行,本发明改进有,所述促进剂的材质为二乙基二硫代氨基甲酸锌、二丁基二硫代氨基甲酸锌和二甲基二硫代氨基甲酸锌的一种或几种。
9.为了对橡胶进行硫化,本发明改进有,所述硫化剂的材质为硫磺粉、硫磺华和沉淀硫磺其中的一种或多种。
10.为了进一步提高橡胶的弹性,本发明改进有,所述增塑剂的材质为石蜡基橡胶增塑剂和环烷基橡胶增塑剂两者混合制备而成。
11.为了提高橡胶分子间的交联程度,本发明改进有,所述交联剂的材质为过氧化二异丙苯、过氧化苯甲酰、二叔丁基过氧化物和二亚乙基三胺其中的一种或两种。
12.一种制造哑铃的橡胶材料的制造工艺,包括以下步骤:
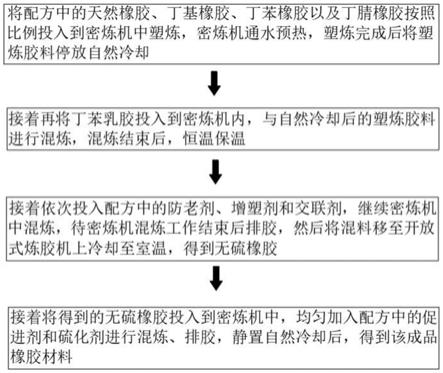
13.s1:将配方中的天然橡胶、丁基橡胶、丁苯橡胶以及丁腈橡胶按照比例投入到密炼机中塑炼,密炼机通水预热,塑炼完成后将塑炼胶料停放自然冷却;
14.s2:接着再将丁苯乳胶投入到密炼机内,与自然冷却后的塑炼胶料进行混炼,混炼结束后,恒温保温;
15.s3:接着依次投入配方中的防老剂、增塑剂和交联剂,继续密炼机中混炼,待密炼机混炼工作结束后排胶,然后将混料移至开放式炼胶机上冷却至室温,得到无硫橡胶;
16.s4:接着将得到的无硫橡胶投入到密炼机中,均匀加入配方中的促进剂和硫化剂进行混炼、排胶,静置自然冷却后,得到该成品橡胶材料。
17.为了保证密炼过程的顺利进行,本发明改进有,所述s1中控制密炼机工作室温在50℃以下,密炼机工作转速在25转/分钟至30转/分钟,塑炼排胶的温度在110-120℃。
18.为了保证排胶过程的顺利进行,本发明改进有,所述s3中混炼工作结束后排胶温度升至120-130℃。
19.为了确保最终橡胶成品质量,本发明改进有,所述s4中混炼时间为1-3分钟,密炼机工作温度控制在80℃以下时,进行排胶。
20.与现有技术相比,本发明的优点和积极效果在于:
21.本发明中,在橡胶制备的过程中,向其中依次添加了防老剂和增塑剂,可以进一步提高橡胶成品的自身弹性,更加符合使用人员锻炼的需求,同时利用促进剂和硫化剂对橡胶进行硫化,并且在硫化过程中向其中添加了交联剂,可大提高橡胶分子间交联密度,以此来减小橡胶成品分子之间的间隙,进而可以极大程度上避免水分渗入到橡胶的内部,进而大大提高橡胶的耐汗性,大大提高了整个橡胶的使用寿命。
附图说明
22.图1为本发明提出一种制造哑铃的橡胶材料的制备流程图。
具体实施方式
23.为了使本发明的目的、技术方案及优点更加清楚明白,以下结合附图及实施例,对本发明进行进一步详细说明。应当理解,此处所描述的具体实施例仅仅用以解释本发明,并不用于限定本发明。
24.在本发明的描述中,需要理解的是,术语“长度”、“宽度”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。此外,在本发明的描述中,“多个”的含义是两个或两个以上,除非另有明确具体的限定。
25.实施例一
26.请参阅图1,本发明提供一种技术方案:一种制造哑铃的橡胶材料由天然橡胶、丁基橡胶、丁苯橡胶、丁腈橡胶、防老剂、促进剂、丁苯乳胶、硫化剂、增塑剂和交联剂组成,且
各组分的质量分数如下:天然橡胶58%、丁基橡胶13%、丁苯橡8%、丁腈橡胶8%、防老剂2%、促进剂0.5%、丁苯乳胶7%、硫化剂1%、增塑剂0.5%和交联剂2%。
27.防老剂的材质为防老剂d、防老剂rd和防老剂mb其中的一种或两种,采用防老剂d、防老剂rd和防老剂mb作为防老剂,不仅自身无毒无害,可以大大提高橡胶成品的使用寿命,促进剂的材质为二乙基二硫代氨基甲酸锌、二丁基二硫代氨基甲酸锌和二甲基二硫代氨基甲酸锌的一种或几种,硫化剂的材质为硫磺粉、硫磺华和沉淀硫磺其中的一种或多种,以二乙基二硫代氨基甲酸锌、二丁基二硫代氨基甲酸锌和二甲基二硫代氨基甲酸锌作为促进剂,硫磺粉、硫磺华和沉淀硫磺作为硫化剂,可以大大确保硫化过程的顺利充分地进行,增塑剂的材质为石蜡基橡胶增塑剂和环烷基橡胶增塑剂两者混合制备而成,添加增塑剂,主要目的是为了进一步提高橡胶成品的弹性,交联剂的材质为过氧化二异丙苯、过氧化苯甲酰、二叔丁基过氧化物和二亚乙基三胺其中的一种或两种,以过氧化二异丙苯、过氧化苯甲酰、二叔丁基过氧化物和二亚乙基三胺作为交联剂,可以大大提高橡胶分子间的交联密度。
28.一种制造哑铃的橡胶材料的制造工艺,包括以下步骤:
29.s1:将配方中的天然橡胶、丁基橡胶、丁苯橡胶以及丁腈橡胶按照比例投入到密炼机中塑炼,密炼机通水预热,控制密炼机工作室温在50℃以下,密炼机工作转速在25转/分钟,塑炼排胶的温度在110℃,塑炼完成后将塑炼胶料停放自然冷却;
30.s2:接着再将丁苯乳胶投入到密炼机内,与自然冷却后的塑炼胶料进行混炼,混炼结束后,恒温保温;
31.s3:接着依次投入配方中的防老剂、增塑剂和交联剂,继续密炼机中混炼,待密炼机混炼工作结束后排胶,排胶温度升至120℃,然后将混料移至开放式炼胶机上冷却至室温,得到无硫橡胶;
32.s4:接着将得到的无硫橡胶投入到密炼机中,均匀加入配方中的促进剂和硫化剂进行混炼,混炼1分钟,待密炼机工作温度控制在80℃以下时,进行排胶,静置自然冷却后,得到该成品橡胶材料。
33.实施例二
34.请参阅图1,一种制造哑铃的橡胶材料由天然橡胶、丁基橡胶、丁苯橡胶、丁腈橡胶、防老剂、促进剂、丁苯乳胶、硫化剂、增塑剂和交联剂组成,且各组分的质量分数如下:天然橡胶60%、丁基橡胶12%、丁苯橡8%、丁腈橡胶7%、防老剂2%、促进剂1%、丁苯乳胶6%、硫化剂1.5%、增塑剂1%和交联剂1.5%。
35.防老剂的材质为防老剂d、防老剂rd和防老剂mb其中的一种或两种,采用防老剂d、防老剂rd和防老剂mb作为防老剂,不仅自身无毒无害,可以大大提高橡胶成品的使用寿命,促进剂的材质为二乙基二硫代氨基甲酸锌、二丁基二硫代氨基甲酸锌和二甲基二硫代氨基甲酸锌的一种或几种,硫化剂的材质为硫磺粉、硫磺华和沉淀硫磺其中的一种或多种,以二乙基二硫代氨基甲酸锌、二丁基二硫代氨基甲酸锌和二甲基二硫代氨基甲酸锌作为促进剂,硫磺粉、硫磺华和沉淀硫磺作为硫化剂,可以大大确保硫化过程的顺利充分地进行,增塑剂的材质为石蜡基橡胶增塑剂和环烷基橡胶增塑剂两者混合制备而成,添加增塑剂,主要目的是为了进一步提高橡胶成品的弹性,交联剂的材质为过氧化二异丙苯、过氧化苯甲酰、二叔丁基过氧化物和二亚乙基三胺其中的一种或两种,以过氧化二异丙苯、过氧化苯甲酰、二叔丁基过氧化物和二亚乙基三胺作为交联剂,可以大大提高橡胶分子间的交联密度。
36.一种制造哑铃的橡胶材料的制造工艺,包括以下步骤:
37.s1:将配方中的天然橡胶、丁基橡胶、丁苯橡胶以及丁腈橡胶按照比例投入到密炼机中塑炼,密炼机通水预热,控制密炼机工作室温在50℃以下,密炼机工作转速在28转/分钟,塑炼排胶的温度在115℃,塑炼完成后将塑炼胶料停放自然冷却;
38.s2:接着再将丁苯乳胶投入到密炼机内,与自然冷却后的塑炼胶料进行混炼,混炼结束后,恒温保温;
39.s3:接着依次投入配方中的防老剂、增塑剂和交联剂,继续密炼机中混炼,待密炼机混炼工作结束后排胶,排胶温度升至125℃,然后将混料移至开放式炼胶机上冷却至室温,得到无硫橡胶;
40.s4:接着将得到的无硫橡胶投入到密炼机中,均匀加入配方中的促进剂和硫化剂进行混炼,混炼2分钟,待密炼机工作温度控制在80℃以下时,进行排胶,静置自然冷却后,得到该成品橡胶材料。
41.实施例三
42.请参阅图1,一种制造哑铃的橡胶材料由天然橡胶、丁基橡胶、丁苯橡胶、丁腈橡胶、防老剂、促进剂、丁苯乳胶、硫化剂、增塑剂和交联剂组成,且各组分的质量分数如下:天然橡胶56.5%、丁基橡胶13%、丁苯橡8%、丁腈橡胶8%、防老剂2%、促进剂1%、丁苯乳胶7%、硫化剂1.5%、增塑剂1%和交联剂2%。
43.防老剂的材质为防老剂d、防老剂rd和防老剂mb其中的一种或两种,采用防老剂d、防老剂rd和防老剂mb作为防老剂,不仅自身无毒无害,可以大大提高橡胶成品的使用寿命,促进剂的材质为二乙基二硫代氨基甲酸锌、二丁基二硫代氨基甲酸锌和二甲基二硫代氨基甲酸锌的一种或几种,硫化剂的材质为硫磺粉、硫磺华和沉淀硫磺其中的一种或多种,以二乙基二硫代氨基甲酸锌、二丁基二硫代氨基甲酸锌和二甲基二硫代氨基甲酸锌作为促进剂,硫磺粉、硫磺华和沉淀硫磺作为硫化剂,可以大大确保硫化过程的顺利充分地进行,增塑剂的材质为石蜡基橡胶增塑剂和环烷基橡胶增塑剂两者混合制备而成,添加增塑剂,主要目的是为了进一步提高橡胶成品的弹性,交联剂的材质为过氧化二异丙苯、过氧化苯甲酰、二叔丁基过氧化物和二亚乙基三胺其中的一种或两种,以过氧化二异丙苯、过氧化苯甲酰、二叔丁基过氧化物和二亚乙基三胺作为交联剂,可以大大提高橡胶分子间的交联密度。
44.一种制造哑铃的橡胶材料的制造工艺,包括以下步骤:
45.s1:将配方中的天然橡胶、丁基橡胶、丁苯橡胶以及丁腈橡胶按照比例投入到密炼机中塑炼,密炼机通水预热,控制密炼机工作室温在50℃以下,密炼机工作转速在30转/分钟,塑炼排胶的温度在120℃,塑炼完成后将塑炼胶料停放自然冷却;
46.s2:接着再将丁苯乳胶投入到密炼机内,与自然冷却后的塑炼胶料进行混炼,混炼结束后,恒温保温;
47.s3:接着依次投入配方中的防老剂、增塑剂和交联剂,继续密炼机中混炼,待密炼机混炼工作结束后排胶,排胶温度升至130℃,然后将混料移至开放式炼胶机上冷却至室温,得到无硫橡胶;
48.s4:接着将得到的无硫橡胶投入到密炼机中,均匀加入配方中的促进剂和硫化剂进行混炼,混炼3分钟,待密炼机工作温度控制在80℃以下时,进行排胶,静置自然冷却后,得到该成品橡胶材料。
49.工作原理:首先将配方中的天然橡胶、丁基橡胶、丁苯橡胶以及丁腈橡胶按照比例投入到密炼机中塑炼,密炼机通水预热,控制密炼机工作室温在50℃以下,密炼机工作转速在25转/分钟至30转/分钟,塑炼排胶的温度在110-120℃,塑炼完成后将塑炼胶料停放自然冷却,接着再将丁苯乳胶投入到密炼机内,与自然冷却后的塑炼胶料进行混炼,混炼结束后,恒温保温,接着依次投入配方中的防老剂、增塑剂和交联剂,继续密炼机中混炼,待密炼机混炼工作结束后排胶,排胶温度升至120-130℃,然后将混料移至开放式炼胶机上冷却至室温,得到无硫橡胶,接着将得到的无硫橡胶投入到密炼机中,均匀加入配方中的促进剂和硫化剂进行混炼,混炼1-3分钟,待密炼机工作温度控制在80℃以下时,进行排胶,静置自然冷却后,得到该成品橡胶材料。
50.以上,仅是本发明的较佳实施例而已,并非对本发明作其他形式的限制,任何熟悉本专业的技术人员可能利用上述揭示的技术内容加以变更或改型为等同变化的等效实施例应用于其他领域,但是凡是未脱离本发明技术方案内容,依据本发明的技术实质对以上实施例所做的任何简单修改、等同变化与改型,仍属于本发明技术方案的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1