环保示踪型PVC热收缩标签膜及其制备方法与流程
环保示踪型pvc热收缩标签膜及其制备方法
技术领域
1.本发明属于高分子材料加工技术领域,具体涉及环保示踪型pvc热收缩标签膜及其制备方法。
背景技术:
2.热收缩标签膜通过印刷获得精美图案和色彩,凸显其标签的宣传功效,热收缩标签膜通常采用凹版印刷,并多用复杂的八至十套色,对套色对准有极高要求。随着印刷速度的快速提升,全自动电脑对版装置已在凹版印刷生产线上普遍使用。自动对版模式下,电脑能自动跟踪,发现偏离问题时会自动发出纠偏信号,使版辊或基材移动,重新对准,保证印刷套色质量。为了能准确及时发现印刷中基材薄膜的偏移情况,全自动电脑对版装置重点跟踪监测印刷过程中前行的薄膜两侧边运行轨迹,(紫外)荧光示踪是一种便捷常用的跟踪监测方式。该方法是在基材薄膜中加入少量的荧光增白剂,通过紫外光照射薄膜边缘部位,薄膜内荧光增白剂会吸收紫外光,并发射可见光,而没有薄膜的部位,则没有这种变化。通过紫外光照射后光线变化差异可准确显示确定薄膜侧边位置,判定运行中薄膜是否产生了偏移,实现跟踪监测的示踪功能。
3.目前pvc热收缩标签基材膜多采用荧光增白剂,一方面可提高薄膜的白亮度,还能起到示踪作用。荧光增白剂是先与增塑剂混合,然后再与pvc树脂及其它助剂一同混合均匀。然而,荧光增白剂是一种荧光染料,是一类化合物的统称。它的特性是能激发入射光线产生荧光,使所着色物质发出类似萤石的闪闪发光效果,使肉眼看到的物质更白,其增白特性是由其分子中的特殊结构决定的,它的发色基团具有可发生π
→
π*跃进的共轭体系,最常见的这些体系有苯环、奈环、三嗪环、乙烯基、五元杂环和其它一些稠环体系。由于荧光增白剂有潜在的致癌风险,并能在人体脏器内蓄积。所以,荧光增白剂ob-1等品种已被欧盟法规列入高度关注物质,欧盟、日本等很多国家还陆续颁布了一系列条例限制荧光增白剂的使用范围。除荧光增白剂本身被限定使用外,塑料、化纤等行业的制品,还对荧光增白剂应用提出了更苛刻要求,即其还必须满足对相关结构成分如“苯酚、壬基苯酚、双酚a、邻苯二甲酸盐、多环芳香烃、重金属、芳香胺、甲醛、辛基酚、氯乙烯、抗氧剂bht、分散染料、五氯苯酚等”项目的环保限定要求。
4.因此,由于荧光增白剂的环保缺陷,当前热收缩标签膜行业中亦避免在热收缩标签基材膜中使用荧光增白剂,由此对市场上的pvc热收缩标签膜荧光示踪功能产生限制。
技术实现要素:
5.针对上述现有技术的不足,本发明提供了环保示踪型pvc热收缩标签膜及其制备方法,目的是为了解决热收缩标签膜行业中,由于荧光增白剂的环保缺陷,便避免对其进行使用,而造成对pvc热收缩标签膜荧光示踪功能限制的技术问题。
6.本发明提供的环保示踪型pvc热收缩标签膜,具体技术方案如下:
7.环保示踪型pvc热收缩标签膜,按重量份计包括如下组分:pvc树脂100份,稳定剂
1.6-2份,增塑剂4-5份,加工助剂2-2.4份,增强剂3.5-4.5份,内润滑剂0.8-1.2份,外润滑剂0.4-1份,示踪-开口剂1-3份,所述示踪-开口剂为含荧光成分的二氧化硅粉。
8.在某些实施方式中,所述含荧光成分的二氧化硅粉由如下原料制成:水玻璃、磷酸、稀土氧化物紫外荧光粉、硅烷偶联剂和水。水玻璃的具体成分为硅酸钠;稀土氧化物紫外荧光粉可选用的品种有:正磷酸钙[(ca,zn)3(po4)2:tl]、焦磷酸锶(sr2p2o7:eu)、硅酸锌(zn2sio4:mn)、镓酸镁(mgga2o4:mn)等荧光粉环保品种。硅烷偶联剂对二氧化硅表面进行改性,降低其团聚现象,提高其与pvc树脂的界面结合性。选用的品种有kh550、kh570等。
[0009]
在某些实施方式中,所述稳定剂为硫醇甲基锡181,所述增塑剂dop,所述加工助剂为acr,输送增强剂为mbs,所述内润滑剂为rgh-4,所述外润滑剂为ac-316a。
[0010]
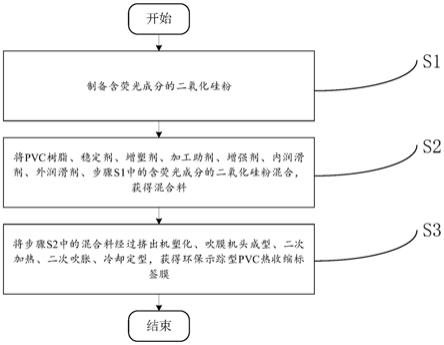
本发明还提供另一个技术方案,即环保示踪型pvc热收缩标签膜的制备方法,用于上述的热收缩标签膜的方法,包括如下步骤:
[0011]
s1,制备含荧光成分的二氧化硅粉;
[0012]
s2,将pvc树脂、稳定剂、增塑剂、加工助剂、增强剂、内润滑剂、外润滑剂、步骤s1中的含荧光成分的二氧化硅粉混合,获得混合料;
[0013]
s3,将步骤s2中的混合料经过挤出机塑化、吹膜机头成型、二次加热、二次吹胀、冷却定型,获得环保示踪型pvc热收缩标签膜。
[0014]
在某些实施方式中,步骤s1中,所述含荧光成分的二氧化硅粉的制备步骤如下:
[0015]
s11,固体水玻璃加热到40-48℃溶解为液体水玻璃;
[0016]
s12,将步骤s11中的水玻璃按照质量比3:2.5添加入80%磷酸,加热到80-85℃,反应60-70分钟,获得二氧化硅浆料;
[0017]
s13,将步骤s12中的二氧化硅浆料压滤处理,滤液循环使用,滤饼洗涤至中性,将滤饼加水打浆制成硅含量为50%的二氧化硅新浆料;
[0018]
s14,向步骤s13中二氧化硅新浆料投加其重量2%-3%的稀土氧化物紫外荧光粉,搅拌混合5-10分钟,然后再添加二氧化硅新浆料重量2%的硅烷偶联剂,继续搅拌混合15-20分钟,获得混合浆料;硅烷偶联剂用先用少量水先溶解后,再投加到新浆料中;
[0019]
s15,将步骤s14中的混合浆料进行喷雾干燥,制得粒径为3-5微米的含荧光成分的二氧化硅粉。
[0020]
进一步,稀土氧化物紫外荧光粉选自正磷酸钙、焦磷酸锶、硅酸锌和镓酸镁中的一种或多种;步骤s15中,通过喷雾干燥机进行喷雾干燥,喷雾干燥温度为220℃,进料泵为350rpm。
[0021]
在某些实施方式中,步骤s2中,混合包括如下步骤:
[0022]
s21,高速混合机转动过程中投加pvc树脂、稳定剂、增塑剂;
[0023]
s22,速混合机温度升高到75-80℃时,投加加工助剂、增强剂、内润滑剂;
[0024]
s23,高速混合机温度升高到95-100℃时,投加外润滑剂、步骤s1中的含荧光成分的二氧化硅粉;
[0025]
s24,高速混合机温度升高到125℃左右时,将高温混合料放入冷却混合机中搅拌冷却,冷却混合机温度到45℃以下时出料。
[0026]
在某些实施方式中,步骤s3中,所述挤出机为单螺杆挤出机,螺杆直径65mm,螺杆长径比29.5:1,压缩比2.8:1;挤出机温度:140-150℃,150-155℃,160-165℃,175-185℃,
175-180℃,连接段温度:175-180℃;模具温度:180-190℃,190-200℃。水浴加热温度78-81℃;所述吹膜模具口模直径为130mm,口模间隙为0.9mm,双风口风环。
[0027]
本发明具有以下有益效果:本发明提供的环保示踪型pvc热收缩标签膜,通过环保的稀土无机荧光示踪材料与作为pvc配方中开口剂的二氧化硅结合制备为含有荧光成分的二氧化硅粉体,再将该粉体添加到pvc热收缩标签膜配方体系中,混合、加工制成具有环保的荧光示踪功能的pvc热收缩标签膜。稀土氧化物紫外荧光粉为无机稀土类材料,其产生荧光机理与荧光增白剂不同,没有环保危害和风险,可以作为pvc热收缩标签膜的环保示踪剂使用。稀土氧化物紫外荧光粉为粉状物,可直接添加到pvc收缩膜配方体系中混合使用,但考虑到该示踪剂价格昂贵,以及示踪剂用量少、分散均匀的使用要求,通过合成含有荧光成分的二氧化硅粉体,避免因为添加少了,因分散不均导致达不到连续示踪的效果,添加多了,不仅成本高,还会影响薄膜的透光率。
附图说明
[0028]
图1是本发明本发明提供的环保示踪型pvc热收缩标签膜的制备方法流程图;
[0029]
图2是本发明含荧光成分的二氧化硅粉的制备流程图。
具体实施方式
[0030]
为使本发明的目的、技术方案和优点更加清楚明白,以下结合具体实施例,并参照附图1-2,对本发明进一步详细说明。
[0031]
一、含荧光成分的二氧化硅粉体制备
[0032]
采用水玻璃、磷酸、稀土氧化物紫外荧光粉、硅烷偶联剂、水等物质制备。
[0033]
(1)固体水玻璃(硅酸钠)加热到40-48℃溶解为液体水玻璃。
[0034]
(2)按照质量比(水玻璃:80%磷酸=3:2.5)添加80%磷酸,加热到80-85℃,反应60-70分钟,获得二氧化硅浆料。
[0035]
(3)将浆料压滤处理,滤液循环使用。滤饼洗涤至中性。
[0036]
(4)将滤饼加水打浆制成硅含量为50%的二氧化硅新浆料。
[0037]
(5)将重量为新浆料重量2%-3%的稀土氧化物紫外荧光粉投加到新浆料中,搅拌混合5-10分钟,然后再添加新浆料重量2%的硅烷偶联剂,继续搅拌混合15-20分钟,混合均匀。
[0038]
(6)通过喷雾干燥机喷雾干燥(喷雾干燥温度为220℃,进料泵为350rpm),制得粒径为3-5微米的含荧光成分的二氧化硅粉。
[0039]
二、具有环保示踪功能的pvc热收缩标签膜制备
[0040]
采用传统的二泡法吹膜机组制备单层pvc热收缩标签膜。
[0041]
1、配方
[0042][0043]
具体实施例如下:
[0044][0045]
2、捏合工艺
[0046]
采用高速混合机+冷却(低速)混合机搭配的形式,将配方中各组分混合为均一的干混料。
[0047]
混合过程中加料顺序如下:
[0048]
①
高速混合机转动过程中投加pvc树脂、稳定剂、增塑剂;
[0049]
②
高速混合机温度升高到75-80℃时,投加mbs、acr、rgh-4;
[0050]
③
高速混合机温度升高到95-100℃时,投加ac-316a、含荧光成分的二氧化硅粉体;
[0051]
④
高速混合机温度升高到125℃左右时,将混合料放入冷却混合机中搅拌冷却;
[0052]
⑤
冷却混合机温度到45℃以下时出料,备用。
[0053]
3、吹塑成型
[0054]
采用与普通pvc热收缩标签膜相同的设备及工艺。
[0055]
工艺流程:干混料——挤出机塑化——吹膜机头成型——二次加热——二次吹胀——冷却定型——卷曲——分切——包装——成品。
[0056]
二次加热可以采用水浴加热。
[0057]
挤出吹膜:
[0058]
设备:单螺杆挤出机,螺杆直径65mm,螺杆长径比29.5:1,压缩比2.8:1。
[0059]
吹膜模具口模直径130mm,口模间隙0.9mm,双风口风环。
[0060]
挤出机温度:140-150℃,150-155℃,160-165℃,175-185℃,175-180℃。连接段温度:175-180℃。模具温度:180-190℃,190-200℃。水浴加热温度78-81℃。
[0061]
4、pvc热收缩标签膜相关性能
[0062]
表1热收缩标签薄膜测试性能对比
[0063][0064]
注:【1】荧光检测:参照gb/t5009.78
–
2003和gb/t 27741
–
2011标准中规定的对纸中荧光增白剂的紫外灯照射定性测定检测方法。即:于暗室或暗箱内,打开紫外灯的电源开关,检测波长选择365nm,将制作好的100cm2试样置于紫外灯光源下约20cm处,观察试样是否有明显的蓝色或紫色荧光。
[0065]
由表1可知,本发明提供的环保示踪型pvc热收缩标签膜收缩率、拉伸强度和、断裂伸长率、透光率以及合掌、印刷性等性能均没有收到示踪剂的影响且均能与普通pvc热收缩标签膜保持一致,同时还能有良好的紫外光照射荧光显示性能。
[0066]
上述仅本发明较佳可行实施例,并非是对本发明的限制,本发明也并不限于上述举例,本技术领域的技术人员,在本发明的实质范围内,所作出的变化、改型、添加或替换,也应属于本发明的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1