一种易吸塑聚丙烯复合材料及其制备方法与流程
1.本发明属于聚丙烯领域,特别涉及一种易吸塑聚丙烯复合材料及其制备方法。
背景技术:
2.聚丙烯材料具有低密度、低气味、耐化学性能优异、耐热性好和良好的机械性能,已成为最具发展前途的高分子材料之一,广泛用于家电、汽车、电子电器、建材和包装等领域。但是由于其分子链段独特的螺旋结构和高等规度,常用的聚丙烯支链结构少导致其结晶度高,其软化温度和熔融温度很接近,间隔仅为10-20℃左右,当温度超过其熔融温度后其熔体强度迅速下降,其热成型温度窗口在
±
5℃左右,对加工设备的温度控制和产品结构要求极高,同时对生产效率影响极大,在进行吹塑成型、吸塑成型和发泡等热成型加工领域应用困难。因此,拓宽聚丙烯复合材料的热成型加工温度窗口,提高聚丙烯材料的熔体强度,制备易吸塑聚丙烯材料具有重要意义。
3.常用的改善聚丙烯材料吸塑性能的方法通常采用具有特殊结构的长支链高熔体强度聚丙烯,其合成难度大,产品性能单一,难以适应不同的应用场合;而采用氟化物、反应挤出等方法形成互穿网络结构则会导致材料成本高,难以大规模应用。
技术实现要素:
4.本发明所要解决的技术问题是提供一种易吸塑聚丙烯复合材料及其制备方法,通过聚丙烯树脂,聚乙烯树脂和尼龙树脂的复配,提高了聚丙烯复合材料的熔体强度,加大了聚丙烯树脂软化温度与熔融温度之间的间隔,拓宽了聚丙烯树脂吸塑成型的温度窗口,从而改善了聚丙烯材料的吸塑成型性能。
5.本发明提供了一种易吸塑聚丙烯复合材料,按重量份数,包括如下组分:
6.聚丙烯树脂
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
55-85份;
7.聚乙烯树脂
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
5-40份;
8.尼龙树脂
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
2-30份;
9.其中,
10.所述聚丙烯树脂230℃、2.16kg下(测试标准:iso 1133-1:2011)的熔融指数mi为0.01-10g/10min;
11.所述聚乙烯树脂190℃、2.16kg下(测试标准:iso 1133-1:2011)的熔融指数mi为0.01-10g/10min;
12.所述尼龙树脂的数均分子量为15000-36000。尼龙树脂软化温度和熔融温度较聚丙烯树脂高30~60度,可以将复合材料的软化温度和熔融温度大幅度提高;不同树脂混合后不同种类的分子链缠结导致其结晶性能下降,材料的结晶度降低有利于材料软化温度的降低及其熔体强度的提高,有利于材料热成型吸塑性能的改善。
13.优先地,所述聚丙烯树脂为共聚聚丙烯和均聚聚丙烯中的至少一种;230℃、2.16kg下的熔融指数mi为0.1-4g/10min。
14.优选地,所述聚乙烯树脂为高密度聚乙烯、低密度聚乙烯和线性低密度聚乙烯中的至少一种;190℃、2.16kg下的熔融指数mi为0.1-4g/10min。更优选的,所述聚乙烯树脂为线性低密度聚乙烯。
15.所述尼龙树脂为尼龙6、尼龙66、尼龙11、尼龙12、尼龙610、尼龙612中的至少一种;数均分子量为15000-36000。更优选的,所述尼龙树脂为尼龙6,数均分子量为16000-30000。
16.优选的,按重量份数,包括如下组分:
17.聚丙烯树脂
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
65-80份;
18.聚乙烯树脂
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
10-20份;
19.尼龙树脂
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
5-15份。
20.优选地,所述易吸塑聚丙烯复合材料中还可以包括0.5~3重量份的相容剂、0.1~2重量份的润滑剂。
21.本发明还提供了一种易吸塑聚丙烯复合材料的制备方法,包括如下步骤:
22.将组分加入到混合机中混合均匀,得到混合均匀的物料;将混合均匀的物料通过双螺杆挤出机挤出造粒,得到所述易吸塑聚丙烯复合材料;其中,所述双螺杆挤出机的长径比为(36-52):1,所述双螺杆挤出机的熔融段温度为150-260℃。
23.所述混合机的转速不小于300r/min。
24.本发明还提供了一种易吸塑聚丙烯复合材料在家电、汽车或包装中的应用。
25.有益效果
26.(1)聚丙烯的熔融温度在160~170℃,其加工温度一般在180~260℃,而聚乙烯加工温度在100~300℃,尼龙的加工温度范围在230~300℃,因此在聚丙烯材料中添加与其相容性较好的聚乙烯和尼龙树脂,提高了聚丙烯复合材料的熔体强度,加大了聚丙烯树脂软化温度与熔融温度之间的间隔,拓宽了聚丙烯树脂吸塑成型的温度窗口,从而改善了聚丙烯材料的吸塑成型性能。
27.(2)本发明加入聚乙烯和尼龙后,不同种类的分子链相互缠结,阻碍了分子链的有序规则排列,大幅度降低了聚丙烯材料的结晶度,从而降低其软化温度,同时提高聚丙烯复合材料的熔体强度,提高了聚丙烯材料的吸塑性能。
28.(3)本发明材料成本低,力学性能好,易加工,可广泛用于家电、汽车、新能源、包装等领域的吸塑成型和吹塑成型等热成型加工。
具体实施方式
29.下面结合具体实施例,进一步阐述本发明。应理解,这些实施例仅用于说明本发明而不用于限制本发明的范围。此外应理解,在阅读了本发明讲授的内容之后,本领域技术人员可以对本发明作各种改动或修改,这些等价形式同样落于本技术所附权利要求书所限定的范围。
30.本发明所采用的试剂、方法和设备,如无特殊说明,均为本技术领域常规试剂、方法和设备。
31.以下实施例及对比例中采用的原料如下:
32.均聚聚丙烯1:牌号为pp b1101;中石化;230℃、2.16kg的熔体流动速率为0.5g/10min;
33.共聚聚丙烯1:牌号为pp k8003;中石化;230℃、2.16kg的熔体流动速率为2.5g/10min;
34.均聚聚丙烯2:牌号为pp pph-t03;中石化;230℃、2.16kg的熔体流动速率为3.5g/10min;
35.共聚聚丙烯2:牌号为pp m09;中石化;230℃、2.16kg的熔体流动速率为9g/10min;
36.均聚聚丙烯3:牌号为pp v30g;中石化;230℃、2.16kg的熔体流动速率为16g/10min;
37.聚乙烯1:线性低密度聚乙烯,牌号为mlpe 3518cb;埃克森;190℃、2.16kg的熔体流动速率为2.5g/10min;
38.聚乙烯2:高密度聚乙烯,牌号为hdpe 5502;中石化;190℃、2.16kg的熔体流动速率为0.5g/10min;
39.聚乙烯3:高密度聚乙烯,牌号为hdpe dmda8008;中石化;190℃、2.16kg的熔体流动速率为8g/10min;
40.聚乙烯4:线性低密度聚乙烯,牌号为lldpe m2320;埃克森;190℃、2.16kg的熔体流动速率为20g/10min;
41.pa6树脂1:lx245,鲁西化工,数均分子量为16000。
42.pa11树脂2:1452mac,阿科玛,数均分子量为18000。
43.pa6树脂3:bl3280,巴陵石化,数均分子量为24000。
44.pa6树脂4:pa6 1030,日本三菱,数均分子量为40000。
45.本发明各实施例及对比例的复合材料通过如下过程制备得到:
46.将组分加入到混合机中混合均匀,得到混合均匀的物料;将混合均匀的物料通过双螺杆挤出机挤出造粒,得到所述易吸塑聚丙烯复合材料;其中,所述双螺杆挤出机的长径比为(36-52):1,所述双螺杆挤出机的熔融段温度为150-230℃。所述混合机的转速不小于300r/min。
47.实施例和对比例经过以下测试方法或测试标准:
48.材料的维卡软化点采用gb/t 1633-2000标准测试,熔融温度采用gb/t 19466.3-2004标准测试。
49.材料的熔体强度采用gottfert“rheotens”熔体强度测试仪测试,在设定温度为180℃条件下,聚合物熔体先从配有毛细管的挤出机口模向下挤出,同时被装在平衡梁上的两个运动方向相反的压辊牵引,熔体被拉伸时受的力是压辊的速度和时间的函数。压辊均匀加速转动直至熔体断裂,此时熔体断裂时所受的力定义为熔体强度。
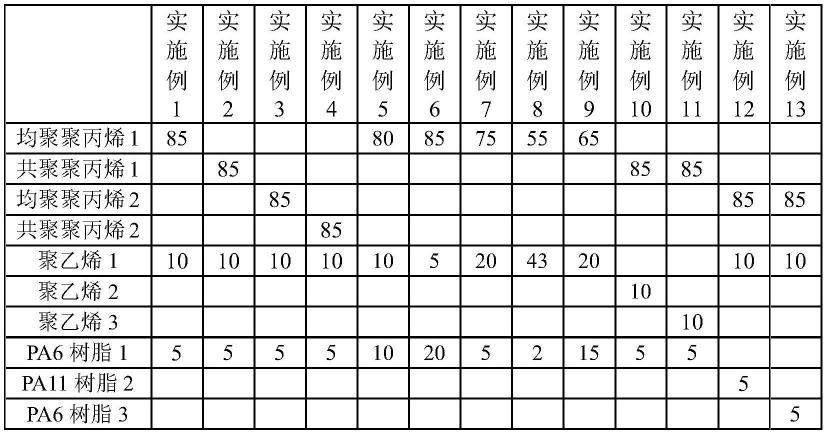
50.表1实施例组分含量(以重量份数计)
[0051][0052]
表2对比例组分含量(以重量份数计)
[0053][0054]
表3实施例各性能分析结果
[0055][0056]
表4对比例的各性能分析结果
[0057][0058]
通过比较实施例1-4材料与对比例1,可以发现加入熔指较高的聚丙烯材料后,复合材料的熔体强度会大幅度降低;
[0059]
通过比较实施例2,10~11与对比例2,可以发现加入熔指较高的pe材料,复合材料的熔体强度会大幅度降低,同时加工温度区间收窄;
[0060]
通过比较实施例3,12~13与对比例3,可以发现加入分子量过高的pa后,由于其分子量太高加工过程中难以与聚丙烯和聚乙烯混合相容,材料的熔体强度和加工温度区间均
难以改善;
[0061]
对比例4和5证明了,同时加入聚乙烯和尼龙,才能明显提高聚丙烯复合材料的熔体强度,从而改善聚丙烯材料的吸塑成型性能;
[0062]
对比例6~7证明了,加入过量的聚乙烯或尼龙,并不能有效提高材料的熔体强度和拓展材料的加工温度区间,从而改性材料的热成型吸塑性能。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1