一种用于制备CF/UHMWPEF复合材料的粘浸胶的制作方法
一种用于制备cf/uhmwpef复合材料的粘浸胶
技术领域
1.本发明涉及一种用于制备cf/uhmwpef混杂复合材料的粘浸胶,特别是涉及适用于 金属管道外损伤缺陷修复补强所采用cf/uhmwpef复合材料的粘浸胶。本发明所述cf 为单向碳纤维布,uhmwpef为超高分子量聚乙烯纤维机织布。
背景技术:
2.纤维复合材料修复补强技术做为一种高效快捷的新型修复技术,已经在油气管道维护 和大修中得到应用。与焊接、换管、夹具等修复技术相比,其优点是免焊不动火,极大地 降低了操作的风险性,并且在检修期未到且无法停输的情况下,可以带压修复,该方法既 能保证管道安全运行,也不扰乱生产和维修计划。
3.目前,在不停输管道修复技术中,碳纤维和玻璃纤维等复合材料修复以性能好、成本 低等优点,其应用研究得到了快速发展。我国在碳纤维复合材料修复技术研究中也取得了 一定进展,并出台了相关技术规范,如q/sy gd 0215.1—2011管道缺陷碳纤维复合材料修 复技术规范第1部分:湿缠绕法,以及q/sy 1592—2013油气管道管体修复技术规范。
4.在纤维复合材料修复补强技术中,增强纤维是最重要的原料之一,它不仅决定着复合 材料修复补强的效果,更主要的是它决定着修复补强的费用。有研究表明,由两种或两种 以上的纤维增强同一种树脂基体的混杂纤维复合材料,在兼顾单一纤维复合材料优点的同 时,可弥补其性能缺陷。因而,混杂纤维较单一纤维复合材料,其力学性能(压、弯、 抗冲击等)优异,适用范围广泛,经济性好,构件设计自由度和工艺实现可能性可进一步 拓宽。
5.虽然国内外采用玻璃纤维和碳纤维复合材料对油气管道缺陷修复都取得了较好的效 果,但是由于不同纤维特性的优缺点,在一定程度上限制了纤维复合材料修复补强技术的 应用,如玻璃纤维虽价格低廉,与树脂基体的粘接性较好,但其比强度、比模量较低,与 金属管材的匹配性差;碳纤维虽有较高的比强度、比模量,但其延伸率低,且大多需要进 口,价格较为昂贵;而超高分子量聚乙烯纤维无论是比强度、比模量,还是断裂延伸率, 与金属基体都比较匹配,且其价格相对较低。
6.本发明目的在于开发出一种粘浸胶,用其对碳纤维布和改性uhmwpef机织布进行 复合,所制备的复合材料具有层间结合紧密,比强度、比模量与金属管体材料接近,用于 金属管道外缺陷补强,可与管道形成一体,共同承载管内压力。在铺层层数相同的情况下, 所制备cf/uhmwpef复合材料的拉伸、剪切性能与单纯碳纤维布铺层复合材料性能相 当,但是成本相对较低。
技术实现要素:
7.1.本发明选择单向碳纤维布,其弹性模量范围选择(2.0
‑
2.2)
×
105mpa,抗拉强度 选择2500~3500mpa,其单位面积质量在200~350g/m2之间。
8.2.本发明选择超高分子量聚乙烯纤维机织布,其纤维规格为400d~1600d,单位面
这些实施例并不是用来以任何方式限制本发明的范围。
24.实施案例1
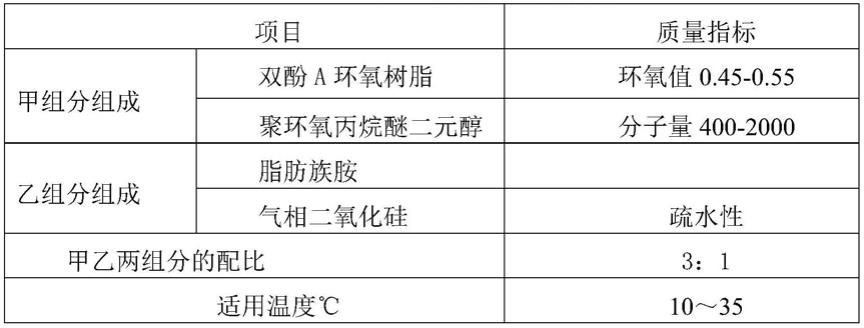
25.1)本实施例1的粘浸胶甲、乙组分组成见表2。
26.表2实施例1粘浸胶组成
[0027][0028]
2)将上述表2中的甲组分与乙组分按重量比3:1混合,在室温下固化, 固化后的粘浸胶性能见表3。
[0029]
表3实施例1粘浸胶固化性能
[0030][0031]
3)按照500g/
㎡
的用胶量计算主剂与固化剂用量(重量配比3:1),然后 混合均匀。取单向碳纤维布(单位面积质量300g/m2)和改性uhmwpef机织布 (单位面积质量300g/m2,表面水接触角为30
°
),按照 (cf)0(cf)0(uhmwpe)(cf)0(cf)0铺层方式,用毛刷和滚筒刷将胶均匀涂 抹在纤维表面,保证每层布浸透且无气泡,然后室温下静置至完全固化。
[0032]
4)对固化后的制品按照《jc/t773
‑
2010纤维增强塑料短梁法测定层间 剪切强度》和gb/t1447
‑
2005纤维增强塑料拉伸性能试验方法》进行测试, cf/uhmwpef制品层间剪切强度为19.8mpa,拉伸强度为395.0mpa,弹性模量 12.5
×
106mpa。
[0033]
5)作为对比,按上述步骤3)的方法,以(cf)0(cf)0(cf)
90
(cf)0(cf)0方式铺层,制备纯cf复合材料,按步骤4)方法测得层间剪切强度为21.1mpa, 拉伸强度为387.1mpa,弹性模量11.5
×
106mpa。
[0034]
实施案例2:
[0035]
1)本实施例2的粘浸胶甲、乙组分组成见表4。
[0036]
表4实施例2粘浸胶组成
[0037][0038]
2)将上述表4中的甲组分与乙组分按重量比3:1混合,在室温下固化, 固化后的性能见表5。
[0039]
表5实施例2粘浸胶固化性能
[0040][0041]
3)同实施例1的3)和4)步骤,只改变uhmwpef机织布的表面水接触角 为25
°
,以同样方式制备cf/uhmwpef复合材料并测试性能,其层间剪切强度 为21.5mpa,拉伸强度为410.1mpa,弹性模量13.2
×
106mpa。
[0042]
4)同实施例1的5)步骤,纯cf复合材料的层间剪切强度为20.2mpa, 拉伸强度为398.2mpa,弹性模量11.3
×
106mpa。
[0043]
实施例3:
[0044]
1)本实施例3的粘浸胶甲、乙组分组成见表6。
[0045]
表6实施例3粘浸胶组成
[0046][0047]
2)将上述表6中的甲组分与乙组分按重量比3:1混合,在室温下固化, 固化后的性能见表7。
[0048]
表7实施例3粘浸胶固化性能
[0049][0050]
3)同实施例1的3)和4)步骤,改变uhmwpef机织布的表面水接触角为35
°
,以 (cf)0(uhmwpe)(cf)0(uhmwpe)(cf)0(uhmwpe)(cf)0方式铺层,制备cf/uhmwpef 复合材料并测试性能,其层间剪切强度为18.5mpa,拉伸强度为321.9mpa,弹性模量 7.3
×
106mpa。
[0051]
4)同实施例1的5)步骤,碳纤维以
[0052]
(cf)0(cf)
90
(cf)0(cf)
90
(cf)0(cf)
90
(cf)0方式铺层,测得层间剪切强度为22.6 mpa,拉伸强度为312.7mpa,弹性模量5.5
×
106mpa。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1