用于连接罩盖本体与饰件的铆接结构以及安全气囊罩盖的制作方法
1.本实用新型涉及安全气囊领域,具体涉及一种用于连接罩盖本体与饰件的铆接结构以及安全气囊罩盖。
背景技术:
2.在安全气囊安装的过程中,罩盖和饰件通常是通过安装柱将两者固定,从而防止在气囊展开过程中出现饰件从罩盖上飞出的现象。但是这种设置往往忽略了饰件上的安装柱本身可能受力过大出现断裂并飞出的可能,客户完全不能接受安装柱飞出以及飞出后造成的一系列后果。
技术实现要素:
3.因此,为了克服上述现有技术的缺点,本实用新型提供了一种保证安装柱即使出现断裂也会被固定在罩盖上而不会飞出的用于连接罩盖本体与饰件的铆接结构以及安全气囊罩盖。
4.为了实现上述目的,本实用新型提供一种用于连接罩盖本体与饰件的铆接结构,包括接收件和安装柱,所述接收件设置在所述罩盖本体的背部,所述接收件上具有接收孔,安装柱设置在所述饰件上,所述安装柱从所述罩盖本体正面插入所述接收孔后,将所述接收件与所述安装柱同时熔融铆接成一体结构,实现所述罩盖本体与所述饰件的固定。
5.在一个实施例中,所述接收件与所述罩盖本体是一体成型结构,所述接收件围绕所述接收孔整体呈向所述罩盖本体背面延伸突起结构,所述突起结构上围绕所述接收孔还设有若干薄壁,所述若干薄壁与所述安装柱熔融铆接。
6.在一个实施例中,所述接收孔呈两边平行两边圆弧形状,所述薄壁有两处,分别设置在所述接收孔的平行两边周围。
7.在一个实施例中,所述两薄壁与所述插入的安装柱过盈抵接。
8.在一个实施例中,所述突起结构上还设有沿所述突起结构边缘设置的凸柱结构,所述突起结构与所述薄壁间形成凹槽。
9.在一个实施例中,所述薄壁与所述安装柱熔融铆接后的高度小于或等于所述凸柱结构的高度。
10.本实用新型还提供了一种汽车安全气囊罩盖,包括罩盖本体、饰件,其特征在于,所述饰件通过如上述的铆接结构固定至所述罩盖本体上。
11.在一个实施例中,所述饰件包括饰件主体和若干安装柱,所述安装柱设于所述饰件主体背面,所述罩盖本体上具有嵌合部,所述安装柱插入所述接收孔后,所述饰件主体嵌入所述罩盖本体的嵌合部。
12.与现有技术相比,本实用新型的优点在于:通过熔融工艺将配合后的所述安装柱和所述薄壁熔融铆接在所述凹槽内且与所述凹槽的底壁接触,不仅使得饰件的安装柱与盖板两者熔接在一起保证饰件安装柱不会从盖板中脱出,而且即使安装柱出现断裂也会被固
定在罩盖上完全不会飞出,避免了安装柱飞出带来的一系列后果。
附图说明
13.为了更清楚地说明本技术实施例的技术方案,下面将对实施例中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本技术的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其它的附图。
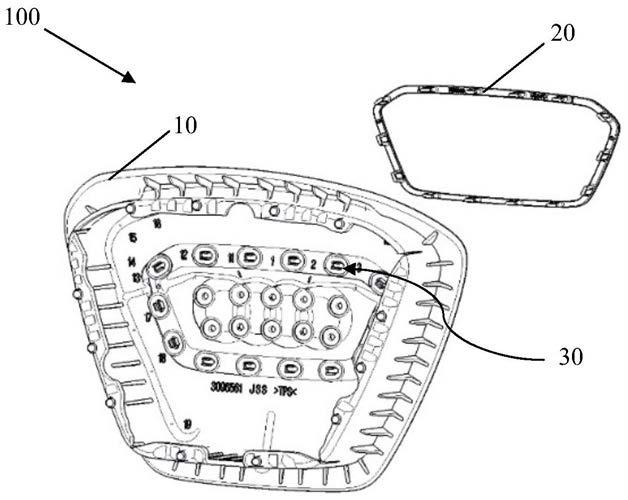
14.图1是本实用新型的实施例中汽车安全气囊罩盖的结构示意图;
15.图2是本实用新型的实施例中罩盖本体和接收件的结构示意图;
16.图3a是本实用新型的实施例中铆接结构熔融前的结构示意图,图3b是本实用新型的实施例中铆接结构熔融后的结构示意图;以及
17.图4是本实用新型的实施例中饰件和安装柱的结构示意图。
具体实施方式
18.下面结合附图对本技术实施例进行详细描述。
19.以下通过特定的具体实例说明本技术的实施方式,本领域技术人员可由本说明书所揭露的内容轻易地了解本技术的其他优点与功效。显然,所描述的实施例仅仅是本技术一部分实施例,而不是全部的实施例。本技术还可以通过另外不同的具体实施方式加以实施或应用,本说明书中的各项细节也可以基于不同观点与应用,在没有背离本技术的精神下进行各种修饰或改变。需说明的是,在不冲突的情况下,以下实施例及实施例中的特征可以相互组合。基于本技术中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本技术保护的范围。
20.要说明的是,下文描述在所附权利要求书的范围内的实施例的各种方面。应显而易见,本文中所描述的方面可体现于广泛多种形式中,且本文中所描述的任何特定结构及/或功能仅为说明性的。基于本技术,所属领域的技术人员应了解,本文中所描述的一个方面可与任何其它方面独立地实施,且可以各种方式组合这些方面中的两者或两者以上。举例来说,可使用本文中所阐述的任何数目和方面来实施设备及/或实践方法。另外,可使用除了本文中所阐述的方面中的一或多者之外的其它结构及/或功能性实施此设备及/或实践此方法。
21.还需要说明的是,以下实施例中所提供的图示仅以示意方式说明本技术的基本构想,图式中仅显示与本技术中有关的组件而非按照实际实施时的组件数目、形状及尺寸绘制,其实际实施时各组件的型态、数量及比例可为一种随意的改变,且其组件布局型态也可能更为复杂。
22.另外,在以下描述中,提供具体细节是为了便于透彻理解实例。然而,所属领域的技术人员将理解,可在没有这些特定细节的情况下实践方面。
23.如图1所示,本技术实施例提供一种汽车安全气囊罩盖100,包括罩盖本体10、饰件20以及多个连接罩盖本体、饰件的铆接结构30。饰件20包括饰件主体和若干个安装柱32,安装柱32设于饰件主体背面,安装柱32能与罩盖本体10配合。饰件包含但不限于司标。罩盖本体10上具有嵌合部,安装柱32插入接收孔后,饰件主体嵌入罩盖本体的嵌合部。
24.铆接结构30包括接收件31和安装柱32。
25.如图2所示,接收件31设置在罩盖本体10的背部。接收件31具有接收孔311、设置在接收孔两侧的薄壁312以及凸柱结构313。如图3所示,凸柱结构313和薄壁312之间设置有凹槽314。在一个实施例中,接收件31与罩盖本体10是一体成型结构。接收件31围绕接收孔311整体呈向罩盖本体背面延伸突起结构,突起结构上围绕接收孔还设有若干薄壁312,沿所述突起结构边缘设置有凸柱结构313,若干薄壁与安装柱熔融铆接。在一个实施例中,接收孔311呈两边平行两边圆弧形状。薄壁312有两处,分别设置在接收孔311平行的两边周围。
26.如图4所示,安装柱32设置在饰件20上,安装柱32从罩盖本体10正面插入接收孔311后,将接收件与安装柱同时熔融铆接成一体结构,实现罩盖本体与饰件的固定。如图3所示,安装柱32根部与接收孔311的内径尺寸相匹配,安装柱32末端与两薄壁312过盈抵接。
27.如图3所示,通过熔融工艺将配合后的安装柱和薄壁熔融铆接在凹槽内且与凹槽的底壁接触,饰件和罩盖通过熔融部分形成一体。在其中一个实施例中,铆接熔融后的安装柱的高度低于凸柱结构313的高度,可以防止熔融铆接结构收到侧向冲击力而发生破裂。在其中一个实施例中,铆接熔融后的凹槽的宽度为铆接熔融前的凹槽的宽度的1/2~2/3。
28.上述汽车安全气囊罩盖,通过熔融工艺将配合后的安装柱和薄壁熔融铆接在凹槽内且与凹槽的底壁接触,不仅使得饰件的安装柱与盖板两者熔接在一起保证饰件安装柱不会从盖板中脱出,而且即使安装柱出现断裂也会被固定在罩盖上完全不会飞出,避免了安装柱飞出带来的一系列后果。
29.在其中一个实施例中,熔融前安装柱和薄壁的高度均大于凸柱结构的至少两倍高度。薄壁与安装柱熔融铆接后的高度不大于凸柱结构的高度。
30.在其中一个实施例中,薄壁的厚度与安装柱的直径的1/4~1/3。
31.以上,仅为本技术的具体实施方式,但本技术的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本技术揭露的技术范围内,可轻易想到的变化或替换,都应涵盖在本技术的保护范围之内。因此,本技术的保护范围应以权利要求的保护范围为准。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1