连接器及连接器的制造方法与流程
1.本发明涉及将电路彼此连接的连接器及该连接器的制造方法。
背景技术:
2.以往,已知有将配置在轮胎内的压力传感器等的电路与配置在轮胎外的电路连接的技术(例如,参照专利文献1)。
3.现有技术文献
4.专利文献
5.专利文献1:日本特开平10-44726号公报(第0007段、图1等)
技术实现要素:
6.发明要解决的课题
7.然而,为了容易地进行轮胎内外的电路彼此的有线连接,谋求开发装配于胎轮的贯通孔的连接器。
8.用于解决课题的方案
9.为了解决上述课题而完成的技术方案一的发明是一种连接器,其为了将轮胎内的电路与轮胎外的电路连接,而装配于在胎轮形成的连接器装配孔,其中,所述连接器具备:筒形端子,其贯通所述连接器装配孔;外侧密封构件,其包围所述筒形端子的外侧,且被所述胎轮按压而产生弹性变形,对所述胎轮与所述筒形端子之间进行密封;内侧密封构件,其被填充于所述筒形端子的内侧;一个或多个棒状端子,其贯通所述内侧密封构件;多个连接孔,其形成于所述筒形端子的轴向的中途部分处的周向的多个部位;以及多个密封连接部,其与所述外侧密封构件和所述内侧密封构件中的一方或两方形成为一体且配置在所述多个连接孔内,并将由所述外侧密封构件的所述弹性变形引起的向所述筒形端子侧的弹力传递至所述内侧密封构件。
附图说明
10.图1是安装有本发明的第一实施方式的连接器的胎轮的剖视图。
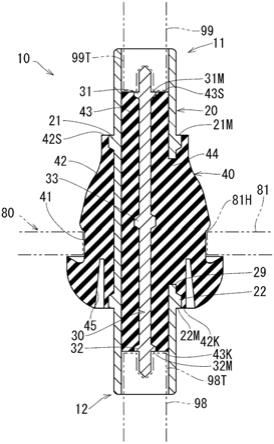
11.图2是连接器的侧剖视图。
12.图3是连接器的立体图。
13.图4的(a)是从前端侧观察连接器而得到的立体图,图4的(b)是从基端侧观察连接器而得到的立体图。
14.图5是连接器的局部剖切立体图。
15.图6是筒形端子的立体图。
16.图7是连接器的俯视剖视图。
17.图8是用于成形密封构件的成形模具的侧剖视图。
18.图9是在成形模具内成形的密封构件的侧剖视图。
19.图10是第二实施方式的连接器的侧剖视图。
20.图11是其他实施方式的连接器的侧剖视图。
21.图12是其他实施方式的连接器的侧剖视图。
22.图13是其他实施方式的连接器的侧视图。
23.图14是其他实施方式的连接器的侧剖视图。
24.图15是其他实施方式的连接器的侧剖视图。
25.图16是其他实施方式的连接器的侧视图。
26.图17是其他实施方式的连接器的侧剖视图。
具体实施方式
27.[第一实施方式]
[0028]
在图1中示出第一实施方式的连接器10。连接器10装配于在胎轮80的轮辋81贯通形成的连接器装配孔81h,并将轮胎82内外的电路彼此连接。具体而言,当将连接器10装配于连接器装配孔81h时,连接器10的一端侧(以下,适当称为前端侧)的部分配置在轮胎82外,例如在车辆停止时经由电缆99与外部设备95的电路96连接。另外,例如连接器10的另一端侧(以下,适当称为基端侧)的部分配置在轮胎82内,并经由电缆98与配置在轮胎82内的内部设备90的电路91连接。
[0029]
作为内部设备90,例如可以举出具有对轮胎82的状态进行检测的传感器92、以及发送该传感器92的检测结果的电路91的设备等。这样的传感器92,例如可以是对轮胎82的内压进行检测的压力传感器,也可以是温度传感器。另外,作为外部设备95,可以举出接收内部设备90的传感器92等的检测数据的接收器、向内部设备90供给电力的电源设备等。
[0030]
需要说明的是,例如,连接器装配孔81h将在胎轮80的轮辋81形成的轮凹槽(wheel drop)81u的侧面贯通,装配状态下的连接器10被配置成倾斜姿势。
[0031]
如图2及图3所示,连接器10具备:筒形端子20、贯穿于该筒形端子20内侧的棒状端子30、以及覆盖筒形端子20及棒状端子30的中途部分的密封构件40。连接器10以被压入于胎轮80的连接器装配孔81h的方式进行装配、即成为所谓的嵌入式。另外,连接器10成为棒状端子30配置在筒形端子20的中心轴上的同轴连接器。需要说明的是,连接器10绕棒状端子30的中心轴成为各向同性的外形(参照图3、图4的(a)及图4的(b))。
[0032]
当连接器10装配于胎轮80时,筒形端子20、棒状端子30及密封构件40以贯通连接器装配孔81h的方式配置。在连接器10中,筒形端子20及棒状端子30的前端部和基端部从密封构件40露出,并分别构成连接部11、12。这些前端侧和基端侧的连接部11、12分别与上述电缆99的端子99t和电缆98的端子98t连接。需要说明的是,在如车辆使用时等那样不与外部设备95连接时,在连接器10中的配置在轮胎82外的前端侧的连接部11也可以安装有例如盖。
[0033]
筒形端子20呈圆筒状。在筒形端子20的轴向的两侧的部分分别形成有向外侧突出的筒侧密封卡合突部21、22。各筒侧密封卡合突部21、22呈圆环状,且在相互远离的一侧具有与筒形端子20的轴向正交的平坦面21m、22m。需要说明的是,各筒侧密封卡合突部21、22在相互接近的一侧具有随着相互接近而逐渐缩径的锥面。另外,一对筒侧密封卡合突部21、22在筒形端子20的轴向上成为对称的配置。
[0034]
棒状端子30的剖面呈圆形状。在棒状端子30的靠近两端的位置分别形成有向外侧突出的棒侧密封卡合突部31、32。各棒侧密封卡合突部31、32呈圆环状,且在相互远离的一侧具有与棒状端子30的轴向正交的平坦面31m、32m(参照图2及图5)。需要说明的是,各棒侧密封卡合突部31、32在相互接近的一侧具有随着相互接近而逐渐缩径的锥面。需要说明的是,棒状端子30的两端呈前端变细的圆锥形状(参照图5)。需要说明的是,在本实施方式中,棒状端子30仅设置有一个,但也可以设置有多个,在该情况下,这些多个棒状端子也可以是与本实施方式的棒状端子30相同的结构。
[0035]
在棒状端子30的轴向的中途部分(详细而言,一对各棒侧密封卡合突部31、32之间的部分)设置有向外侧伸出的环状突部33。在本实施方式中,环状突部33配置于棒状端子30的轴向的中央部,且成为棒状端子30扩径而成的圆环状。需要说明的是,在本实施方式中,棒状端子30在其轴向上成为对称的形状。
[0036]
在本实施方式中,棒状端子30的轴长比筒形端子20短,且配置于筒形端子20的轴向的中央,并且棒状端子30的两端延伸到筒形端子20的靠近两端的位置。另外,筒形端子20的筒侧密封卡合突部21、22配置在比棒状端子30的棒侧密封卡合突部31、32靠轴向的中央侧的位置。
[0037]
如图2及图3所示,密封构件40具有:外侧密封构件42,其由高弹体等弹性体构成并从外侧在整个周向的范围内包围筒形端子20;以及内侧密封构件43,其填充于筒形端子20的内侧并供棒状端子30贯通。
[0038]
在外侧密封构件42的外周面形成有环状槽41。环状槽41配置在外侧密封构件42的基端侧,并包围筒形端子20中的基端侧部分。在连接器10装配于胎轮80的连接器装配孔81h时,环状槽41收容连接器装配孔81h的开口缘部,环状槽41的槽底被按压于连接器装配孔81h的内表面。另外,例如,环状槽41的槽宽度比轮辋81的厚度小,环状槽41的两侧面也被按压于连接器装配孔81h的开口缘。
[0039]
外侧密封构件42在筒形端子20中的从前端侧的筒侧密封卡合突部21起到基端侧的筒侧密封卡合突部22为止的部分的范围内固接。并且,外侧密封构件42的两端部与筒形端子20的一对筒侧密封卡合突部21、22卡合。由此,能够使筒形端子20与外侧密封构件42在轴向上的固定更稳定。另外,外侧密封构件42的前端面即前端平坦面42s与筒侧密封卡合突部21的平坦面21m成为共面,并且外侧密封构件42的基端面即基端平坦面42k与筒侧密封卡合突部22的平坦面22m成为共面。需要说明的是,如上所述,由于环状槽41配置于外侧密封构件42中的基端侧,因此环状槽41在棒状端子30的轴向上与处于棒状端子30的中央部的环状突部33相比向基端侧偏离地配置。需要说明的是,例如环状槽41可以在棒状端子30的轴向上配置于比环状突部33靠前端侧的位置,也可以配置于与环状突部33大致相同的位置。
[0040]
需要说明的是,在外侧密封构件42的基端面形成有与筒形端子20同轴配置的环状凹部45(参照图2及图4的(b))。环状凹部45配置在比环状槽41的槽底靠筒形端子20的径向内侧的位置,并且成为在筒形端子20的径向上与环状槽41大致不重叠的深度。需要说明的是,环状凹部45随着变深而外径呈锥状变小,而成为槽宽度逐渐变窄的形状。
[0041]
内侧密封构件43被填充于筒形端子20内,以埋设棒状端子30的从前端侧的棒侧密封卡合突部31起到基端侧的棒侧密封卡合突部32为止的部分(即,环状突部33的整体填埋于内侧密封构件43)。并且,内侧密封构件43的两端部与一对棒侧密封卡合突部31、32卡合。
由此,能够实现棒状端子30与内侧密封构件43在轴向上的固定的稳定化。另外,内侧密封构件43的前端面即前端平坦面43s与棒侧密封卡合突部31的平坦面31m成为共面,并且内侧密封构件43的基端面即基端平垣面42k与棒侧密封卡合突部32的平坦面32m成为共面。
[0042]
另外,如图2及图6所示,在连接器10的筒形端子20的轴向的中途部分处的周向的多个部位,形成有将筒形端子20的内外贯通的连接孔29。在本实施方式中,这些多个连接孔29在筒形端子20的轴向的相同位置(在本实施方式中为中央部)沿周向等间隔地配置(参照图7)。各连接孔29呈沿筒形端子20的轴向延伸的长孔形状,并且在筒形端子20的径向上与环状突部33及环状槽41对置。在本实施方式中,连接孔29彼此为相同的形状。另外,优选各连接孔29在筒形端子20的周向上的宽度比筒形端子20的壁厚大。
[0043]
在此,如图2及图7所示,对于密封构件40而言,在各连接孔29内填充有密封连接部44。在本实施方式中,密封连接部44与外侧密封构件42及内侧密封构件43形成为一体并将这两个构件连接。需要说明的是,筒形端子20中的在轴向上比连接孔29靠两端侧的部分在周向上封闭,且在整个周向与外侧密封构件42及内侧密封构件43密接。
[0044]
连接器10例如如下制造。首先,准备筒形端子20和棒状端子30。接下来,如图8所示,将筒形端子20和棒状端子30插入用于成形密封构件40的成形模具70的模槽79内。在本实施方式中,密封构件40通过高弹体(例如橡胶)的注射成型或传递成形等而成形。
[0045]
详细而言,例如成形模具70由多个分割模构成。成形模具70具有从上下对筒形端子20和棒状端子30的两端部进行保持的上模71及下模74,并且具有分割模72、73,该分割模72、73在上模71与下模74之间从侧方包围筒形端子20,并形成模槽79中的筒形端子20的周围的成形空间79s。在下模74的成形面74m形成有下侧嵌合凹部74s,在该下侧嵌合凹部74s嵌合有筒形端子20及棒状端子30的基端部,筒侧密封卡合突部22及棒侧密封卡合突部32与成形面74m抵接。另外,在上模71的成形面71m形成有上侧嵌合凹部71s,在该上侧嵌合凹部71s嵌合有筒形端子20及棒状端子30的前端部,筒侧密封卡合突部21及棒侧密封卡合突部32与成形面71m抵接。需要说明的是,在下模74的成形面74m中的包围筒形端子20的部分突出设置有用于成形外侧密封构件42的环状凹部45的环状突起74t。需要说明的是,这样的成形模具70是一例,成形密封构件40的成形模具不限定于此。例如,分割模72、73的分割部位也可以不同。
[0046]
接着,从未图示的注入口将作为密封构件40的原料的高弹体原料以加热软化后的状态注入到模槽79内。于是,如图9所示,在模槽79内填充有高弹体原料。具体而言,在本实施方式中,高弹体原料被注入到模槽79中的筒形端子20的周围的成形空间79s,所注入的高弹体原料被填充于该成形空间79s并通过多个连接孔29进入筒形端子20内,从而也被填充于筒形端子20内。然后,高弹体原料通过固化(加硫)而固接于筒形端子20及棒状端子30,形成外侧密封构件42、内侧密封构件43以及密封连接部44一体成形而得到的密封构件40。需要说明的是,也可以将高弹体原料注入到模槽79中的筒形端子20的内侧部分。在该情况下,所注入的高弹体原料被填充于筒形端子20内并通过多个连接孔29也进入筒形端子20的外侧的成形空间79s,从而也被填充于成形空间79s内。
[0047]
需要说明的是,通过上模71的成形面71m,形成与筒形端子20的筒侧密封卡合突部21的平坦面21m成为共面的外侧密封构件42的前端平坦面42s,并且形成与棒状端子30的棒侧密封卡合突部31的平坦面31m成为共面的内侧密封构件43的前端平坦面43s。另外,通过
下模74的成形面74m,形成与筒形端子20的筒侧密封卡合突部22的平坦面22m成为共面的外侧密封构件42的基端平坦面42k,并且形成与棒状端子30的棒侧密封卡合突部32的平坦面32m成为共面的内侧密封构件43的基端平坦面43k。
[0048]
在密封构件40成形后,从成形模具70卸下密封构件40、筒形端子20以及棒状端子30,完成连接器10。在本实施方式中,由于外侧密封构件42、内侧密封构件43以及密封连接部44一体成形,因此容易制造密封构件40及连接器10。以上是对本实施方式的连接器10的制造方法的说明。
[0049]
根据本实施方式的连接器10,通过筒形端子20的外侧的外侧密封构件42,使得筒形端子20与胎轮80之间被绝缘,并且通过筒形端子20的内侧的内侧密封构件43,使得筒形端子20与棒状端子30之间被绝缘,并且通过筒形端子20和棒状端子30,能够容易地将轮胎82内外的电路91、96有线连接。另外,通过外侧密封构件42,筒形端子20与胎轮80之间也被密封,通过内侧密封构件43,筒形端子20与棒状端子30之间也被密封。在此,在筒形端子20沿周向形成有多个连接孔29,并且在外侧密封构件42与内侧密封构件43之间夹设有连接孔29内的密封连接部44。并且,当连接器10以压入到(即,外侧密封构件42被压入到)连接器装配孔81h的方式装配时,外侧密封构件42被胎轮80的连接器装配孔81h的内表面按压而产生弹性变形。于是,由外侧密封构件42的弹性变形引起的向筒形端子20侧的弹力(参照图7的箭头)通过密封连接部44也向内侧密封构件43传递。由此,不仅能够提高连接器装配孔81h的内周面与外侧密封构件42之间的密接性、以及筒形端子20的外周面与外侧密封构件42之间的密接性,还能够提高棒状端子30与内侧密封构件43之间的密接性,从而能够提高连接器10相对于连接器装配孔81h的密封性。需要说明的是,省略了密封构件40的弹性变形的图示。
[0050]
在本实施方式中,由于多个连接孔29配置于与环状槽41对置的位置,因此容易将由向连接器装配孔l81h的装配引起的外侧密封构件42的弹力传递至内侧密封构件43。另外,由于多个连接孔29呈沿筒形端子20的轴向延伸的长孔形状,因此能够确保筒形端子20的刚性并增大连接孔29的开口面积。并且,在本实施方式中,由于多个连接孔29在筒形端子20的周向上等间隔地配置,因此能够将外侧密封构件42的弹力在筒形端子20的周向上平衡性良好地向内侧密封构件43传递。另外,由于棒状端子30的环状突部33配置在与连接孔29对置的位置,因此通过外侧密封构件42的弹力,容易将内侧密封构件43按压于棒状端子30,能够进一步提高内侧密封构件43与棒状端子30之间的密封性。
[0051]
在本实施方式中,由于密封连接部44与外侧密封构件42及内侧密封构件43双方形成为一体,因此能够实现密封构件40与筒形端子20的固定的稳定化。另外,由于在棒状端子30的轴向的中途部分具备埋设于内侧密封构件43的环状突部33,因此能够实现棒状端子30与内侧密封构件43在轴向上的固定的稳定化。
[0052]
[第二实施方式]
[0053]
在图10中示出第二实施方式的连接器10p。连接器10p是将上述第一实施方式的连接器10变形后得到的连接器,通过螺母46的紧固将连接器10p装配于胎轮80的连接器装配孔81h、即成为所谓的夹紧式。
[0054]
具体而言,在本实施方式中,在筒形端子20中的配置于轮胎82内的靠近基端的位置突出设置有凸缘部20f。另外,在筒形端子20中的配置于轮胎82外的前端侧部分的外周面
形成有未图示的外螺纹部。并且,螺母46从前端侧与筒形端子20螺合而紧固螺母46。由此,利用配置在螺母46与凸缘部20f之间并包围筒形端子20的环状的一对密封构件47、48(垫圈),夹持轮辋81的连接器装配孔l81h的开口缘,从而对连接器装配孔81h进行密封。需要说明的是,密封构件48配置在比密封构件47靠基端侧的位置。
[0055]
一对密封构件47、48分别由小径部47a、48a和大径部47f、48f构成。小径部47a、48a与连接器装配孔81h嵌合而相互对接。大径部47f、48f贴靠连接器装配孔81h的开口缘。在此,在筒形端子20中的比凸缘部20f靠前端侧的位置、即被一对密封构件47、48中的配置于基端侧的密封构件48包围的部分处,多个连接孔29例如沿周向等间隔地贯通形成。并且,通过填充于连接孔29内的密封连接部44,基端侧的密封构件48与填充于筒形端子20内的内侧密封构件43相连。
[0056]
当连接器10p如上述那样装配于连接器装配孔81h时,一对密封构件47、48被胎轮80按压而以被压扁的方式产生弹性变形。此时,对基端侧的密封构件48产生由弹性变形引起的向筒形端子20侧的弹力,该弹力通过密封连接部44向筒形端子20内的内侧密封构件43传递。由此,内侧密封构件43被按压于贯通内侧密封构件43的棒状端子30,而能够提高内侧密封构件43与棒状端子30之间的密封性。需要说明的是,在本实施方式中,基端侧的密封构件48相当于技术方案所记载的“外侧密封构件”。
[0057]
[其他实施方式]
[0058]
(1)在上述实施方式中,外侧密封构件42和内侧密封构件43形成为一体,但也可以是分体。在该情况下,将外侧密封构件42的弹力向内侧密封构件43传递的密封连接部44可以与外侧密封构件42形成为一体(参照图11),也可以与内侧密封构件43形成为一体(参照图12)。需要说明的是,在外侧密封构件42和内侧密封构件43为分体的情况下,外侧密封构件42和内侧密封构件43的材料的组成、弹性等特性可以相同,也可以相互不同。
[0059]
(2)在上述实施方式中,棒状端子30配置在筒形端子20的中心轴上,但也可以相对于该中心轴错开配置。
[0060]
(3)棒状端子30呈长条状即可,也可以是剖面为多边形。
[0061]
(4)连接孔29不限定于长孔形状,例如也可以是圆形状、椭圆形状、多边形状(例如正多边形状)等。
[0062]
(5)连接孔29可以设置有两个,也可以设置有4个以上。需要说明的是,也可以使筒形端子20成为仅设置有一个连接孔29的结构。另外,在周向上设置多个的连接孔29也可以不等间隔地配置。另外,多个连接孔29可以在筒形端子20的轴向上不配置在相同的位置,也可以相互错开配置。
[0063]
(6)连接器10的多个连接孔29也可以在筒形端子20的轴向上相对于环状槽41错开配置。
[0064]
(7)如图13及图14所示,棒状端子30也可以是阴端子。具体而言,也可以在棒状端子30的端部形成在中心轴上延伸的连接凹部30u。
[0065]
(8)筒侧密封卡合突部21的前端面也可以呈随着趋向筒形端子20的轴向的中央侧而扩径的锥状(突状)或缩径的锥状(凹状)。在该情况下,外侧密封构件42的前端面也可以成为与筒侧密封卡合突部21的前端面共面的锥状(即,也可以成为筒侧密封卡合突部21的前端面的延长面)。另外,对于筒侧密封卡合突部22的基端面和外侧密封构件42的基端面而
言,也可以是这样的结构。具体而言,在图13及图14所示的连接器10z中,筒侧密封卡合突部22的基端面22t呈锥状,且与外侧密封构件42的锥状的基端面成为共面。
[0066]
(9)棒侧密封卡合突部31的前端面也可以呈随着趋向棒状端子30的轴向的中央侧而扩径的锥状(突状)或缩径的锥状(凹状)。在该情况下,内侧密封构件43的前端面也可以成为与棒侧密封卡合突部31的前端面共面的锥状(即,也可以成为棒侧密封卡合突部31的前端面的延长面)。另外,对于棒侧密封卡合突部32的基端面和内侧密封构件43的基端面而言,也可以是这样的结构。
[0067]
(10)筒侧密封卡合突部21的前端面和外侧密封构件42的前端面也可以不共面,而在它们之间形成高低差。另外,筒侧密封卡合突部22的基端面和外侧密封构件42的基端面也可以不共面,而在它们之间形成高低差。即使在这些情况下,也能够通过外侧密封构件42的两端部与筒侧密封卡合突部21、22卡合,而实现外侧密封构件42相对于筒形端子20的固定的稳定化。
[0068]
(11)棒侧密封卡合突部31的前端面和内侧密封构件43的前端面也可以不共面,而在它们之间形成高低差。另外,棒侧密封卡合突部32的基端面和内侧密封构件43的基端面也可以不共面,而在它们之间形成高低差。即使在这些情况下,也能够通过内侧密封构件43的两端部与棒侧密封卡合突部31、32卡合,而实现内侧密封构件43相对于棒状端子30的固定的稳定化。
[0069]
(12)如图15所示,也可以在筒形端子20的内侧填充有多个密封构件。在该图的例子中,在与上述第一实施方式同样的筒形端子20内,在轴向上设置有3个密封构件。详细而言,内侧密封构件43配置在从内侧覆盖多个连接孔29的整体的位置,并且从前端侧和基端侧与内侧密封构件43相邻地填充有一对其他密封构件49、49。根据该结构,也能够起到与上述第一实施方式同样的效果。需要说明的是,一对其他密封构件49、49可以由高弹体等弹性体构成,也可以由弹性低的树脂构成。
[0070]
(13)也可以如图16所示的连接器10v那样,仅在一方的端部设置有与电缆连接的连接部。在该图的例子中,在连接器10v仅设置有经由电缆99而与轮胎82外的电路96连接的前端侧的连接部11。另外,在该例中,配置在轮胎82内并具有例如电路91和传感器92的内部设备90v固定于连接器10v(具体而言为筒形端子20v及棒状端子30)的基端部。并且,连接器10v与电路91连接。需要说明的是,这样,在将内部设备90v固定于连接器的基端部的结构中,特别是在车辆的速度高的情况下等,有时由于内部设备90v的重量而难以保持连接器的倾斜姿势。因此,在这样的情况下,如图10所示的连接器10p那样,优选使用夹紧式的连接器。
[0071]
(14)图17所示的连接器10q是将上述第二实施方式的连接器10p变形后得到的连接器。具体而言,连接器10q与连接器10p的不同点在于,在一对密封构件47、48中未设置在上述第二实施方式的连接器10p中插入到连接器装配孔81h内的小径部47a、48a。即使在本实施方式的连接器10q装配于连接器装配孔81h的情况下,也通过利用螺母46和凸缘部20f来夹持一对密封构件47、48,而使得密封构件47、48被胎轮80按压而产生弹性变形。并且,能够通过密封连接部44将由基端侧的密封构件48的该弹性变形引起的弹力向内侧密封构件43传递。由此,能够将内侧密封构件43按压于棒状端子30,而提高它们之间的密封性。
[0072]
(15)在一个或多个棒状端子30中的埋设于内侧密封构件43的轴向的中途部分(例
如与在上述第一实施方式中配置有环状突部33的位置相同的位置)处,代替环状突部33,可以设置非环状的突部,也可以设置凹部。根据这些结构,也能够实现棒状端子30的轴向上的、棒状端子30与内侧密封构件43的固定的稳定化。
[0073]
附图标记说明:
[0074]
10 连接器
[0075]
20 筒形端子
[0076]
29 连接孔
[0077]
30 棒状端子
[0078]
40 密封构件
[0079]
42 外侧密封构件
[0080]
43 内侧密封构件
[0081]
44 密封连接部
[0082]
80 胎轮
[0083]
81h 连接器装配孔
[0084]
82 轮胎
[0085]
91 电路
[0086]
95 电路。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1