用于车辆的车轮以及用于制造用于车辆的车轮的方法与流程
1.本文公开的技术涉及一种用于车辆的车轮以及一种制造用于车辆的车轮的方法。
背景技术:
2.一些用于车辆的车轮包括:轮辋,该轮辋具有大致圆筒形状;以及轮盘,该轮盘具有大致圆盘形状并配合在轮辋的内周上。作为这种类型的用于车辆的车轮,已知一种通过电弧焊接将轮辋和轮盘结合从而制成的用于车辆的车轮。在电弧焊接中,每单位面积的热量输入量相对较大。因此,在过量热输入的情况下,趋向于在用于车辆的车轮中发生热应变和残余应力,从而引起变形。因此,在通过电弧焊接结合从而制成的用于车辆的车轮中,焊接部沿用于车辆的车轮的圆周方向的长度通常是轮盘的整个圆周长度的60%以下。
3.相反,已知一种通过激光焊接将轮辋和轮盘结合从而制成的用于车辆的车轮(例如,参见日本未审查专利申请特开第5
‑
329671号(jp5
‑
329671a))。在激光焊接中,轮辋和轮盘可以通过比电弧焊接中更少的热输入量结合。即,在激光焊接中,由于轮辋和轮盘的热变形比在电弧焊接中少,因此疲劳强度得到提高。因此,可以缩短确保疲劳强度所需的轮辋和轮盘之间的配合长度。结果,在激光焊接中,可以实现用于车辆的车轮的尺寸精度的提高和减重。因而,在通过激光焊接结合从而制成的一些用于车辆的车轮中,通过在轮盘的整个圆周上或更多地执行激光焊接来结合轮辋和轮盘。
技术实现要素:
4.但是,在其中在轮盘的整个圆周上或更多地执行激光焊接的常规的用于车辆的车轮中,例如,用于车辆的车轮的耐久性可能由于激光焊接部中的过量热输入点的存在而降低。过量热输入点是与激光焊接部中的其它点相比,对其供应大量的热输入的点。当在轮盘的整个圆周上或更多地执行激光焊接时,激光焊接的起始点和终点重叠或者彼此相邻。因此,重叠或相邻的点被供以大约其它点两倍的热量,由此变为过量热输入点。
5.应注意,在通过激光焊接结合从而制成的用于车辆的车轮中,与通过电弧焊接结合从而制成的用于车辆的车轮类似地,存在一种其焊接部的长度为轮盘的整个圆周的60%或更小的用于车辆的车轮。但是,在这样的用于车辆的车轮中,不具有激光焊接部的非焊接点相对较长。因此,用于车辆的车轮的结合强度(耐久性(疲劳强度),断裂强度)可能降低。
6.本说明书公开了能够解决至少部分上述问题的技术。
7.可以在下列方面实现本文公开的技术。
8.本公开的第一方面涉及一种用于车辆的车轮。该车轮包括:轮辋,该轮辋具有大致圆筒形状;轮盘,该轮盘具有大致圆盘形状并配合在轮辋的内周上;以及激光焊接部,该激光焊接部通过激光焊接将轮辋和轮盘结合从而制成。在车轮的圆周方向上,激光焊接部的总长度是轮盘的整个圆周长度的90%以上。车轮在轮辋和轮盘之间具有至少一个非焊接点,在该非焊接点处,未沿车轮的圆周方向设置激光焊接部。
9.在上述用于车辆的车轮中,存在非焊接点,在该非焊接点处,未在轮辋和轮盘之间
沿圆周方向设置激光焊接部。因此,与其中不存在非焊接点的构造相比,抑制了过量热输入点的形成。此外,在上述方面的用于车辆的车轮中,在用于车辆的车轮的圆周方向上,激光焊接部的总长度是轮盘的整个圆周长度的90%以上。因此,例如与其中激光焊接部的总长度小于轮盘的整个圆周长度的90%的构造相比,可以抑制用于车辆的车轮的结合强度的降低。即,在上述用于车辆的车轮的情况下,可以抑制过量热输入点所引起的耐久性降低,同时还抑制结合强度的降低。
10.在上述方面,非焊接点沿圆周方向的长度可以为2mm(毫米)或更大。与其中非焊接点沿圆周方向的长度小于2mm的构造相比,上述方面的用于车辆的车轮促进了对于非焊接点存在与否的视觉识别。此外,该用于车辆的车轮可以更有效地抑制过量热输入点的形成。
11.在上述方面,车轮可以在轮辋和轮盘之间仅具有一个非焊接点。在上述方面的用于车辆的车轮中,激光焊接部的长度比其中在轮辋和轮盘之间存在多个非焊接点的构造的激光焊接部的长度长了以下量,该量对应于激光焊接部在其上继续的长度,因而可以提高轮辋和轮盘之间的结合强度。
12.在上述方面,非焊接点沿圆周方向的长度可以为5mm或更小。在上述用于车辆的车轮的情况下,与其中每个非焊接点沿车轮圆周方向的长度都超过5mm的构造相比,可以抑制由于非焊接点的存在而导致的结合强度的降低。
13.在上述方面,车轮可以在轮辋和轮盘之间具有多个非焊接点,并且可以将非焊接点沿圆周方向相等间隔地布置。在该用于车辆的车轮的情况下,与其中将多个非焊接点以不相等间隔布置的构造相比,可以提高用于车辆的车轮的运行稳定性。
14.本发明的第二方面涉及一种制造用于车辆的车轮的方法,其中,该车轮包括:轮辋,该轮辋具有大致圆筒形状;以及轮盘,该轮盘具有大致圆盘形状并被设置在轮辋的内周侧上。该方法包括:制备步骤,以制备复合体,其中轮盘被设置在轮辋内部;以及激光焊接步骤,以通过激光焊接结合复合体中的轮辋的内周面和轮盘的外周面。在激光焊接步骤中,执行激光焊接,使得激光焊接部沿车轮的圆周方向的总长度是轮盘的整个圆周长度的90%以上,并且车轮在轮辋和轮盘之间具有至少一个非焊接点,在该非焊接点处,未沿车轮的圆周方向设置激光焊接部。根据该制造用于车辆的车轮的方法,可以制造一种用于车辆的车轮,其中抑制了过量热输入点所导致的耐久性降低,并且也抑制了结合强度的降低。
15.本说明书中公开的技术可以通过各种形式实现,例如,一种用于车辆的车轮,一种制造用于车辆的车轮的方法,等等。
附图说明
16.下面将参考附图描述本发明的例证性实施例的特征,优点以及技术和工业意义,其中,相同的附图标记指示相同元件,并且其中:
17.图1是示意性地示出第一实施例中的钢制车轮100的前侧的外观构造的xz平面图;
18.图2是示出钢制车轮100的制造过程的一部分的说明图;
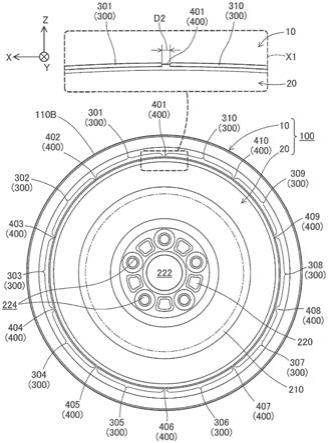
19.图3是示意性地示出钢制车轮100的背侧的外观构造的xz平面图;
20.图4是示出钢制车轮100的制造方法的一部分的流程图;以及
21.图5是示意性地示出第二实施例中的钢制车轮100a的背侧的外观构造的xz平面图。
具体实施方式
22.第一实施例
23.用于车辆的钢制车轮100的构造
24.图1是示意性地示出根据本实施例的用于车辆的钢制车轮(下文称为“钢制车轮”)100的前侧的外观构造的xz平面图,图2是示出钢制车轮100的制造过程的一部分的说明图。图2示出了激光焊接设备500以及钢制车轮100的一部分,并且钢制车轮100的该一部分被示出为在图1的位置ii
‑
ii处截取的yz截面构造。每幅图都示出彼此正交的x、y、z轴线以辨识方向。在本说明书中,为了方便起见,y轴方向被假定为与钢制车轮100的旋转轴线平行的方向,并且在下文中被称为“车轮轴线方向”,但是钢制车轮100实际上可以被设置成面向与这样的方向不同的方向。此外,钢制车轮100的径向方向被称为“车轮径向方向”,将围绕钢制车轮100的旋转轴线的圆周方向称为“车轮圆周方向”。这同样适用于图3及后续附图。钢制车轮100是权利要求中的用于车辆的车轮的示例。
25.钢制车轮100包括:轮辋10,该轮辋10具有大致圆筒形状;轮盘20,该轮盘20具有大致圆盘形状并配合在轮辋10的内周上;以及激光焊接部300(参见下文所述的图3),该激光焊接部300通过激光焊接将轮辋10和轮盘20结合从而制成。本实施例的钢制车轮100是所谓的两件式钢制车轮,其中轮辋10和轮盘20是单独的构件。在下文中,将钢制车轮100沿车轮轴向方向的一侧(钢制车轮100的前表面侧,y轴正侧)称为“外侧”,而将车轮轴向方向上的另一侧(钢制车轮100的背表面侧,y轴负侧)称为“内侧”。当将钢制车轮100安装在车身(未示出)上时,钢制车轮100的外侧面对与车身相反的一侧,并且钢制车轮100的内侧面对车身侧。钢制车轮100的外侧上的表面被认为是设计表面。
26.轮辋10
27.如图2中所示,轮辋10包括一对凸缘部110a和110b,一对胎圈座部120a和120b,以及深槽部130。
28.凸缘部110a和110b各自具有如在车轮轴向方向(y轴方向)上观察的大致环状形状,并且位于轮辋10在车轮轴向方向上的相对端处。凸缘部110a和110b固持安装在钢制车轮100上的轮胎(未示出),使得轮胎将不能沿车轮轴向方向移位。
29.胎圈座部120a和120b沿车轮轴向方向(y轴方向)被布置在凸缘部110a和110b之间。具体地,外侧上的胎圈座部120a被设置在外侧上的凸缘部110a的内侧上,以便与凸缘部110a相邻。内侧上的胎圈座部120b被设置在内侧上的凸缘部110b的外侧上,以便与凸缘部110b相邻。胎圈座部120a和120b中的每一个都具有基本平行于车轮轴向方向的外周面,并且通过轮胎的胎圈部与外周面的接触而支撑轮胎。
30.深槽部130沿车轮轴向方向(y轴方向)被设置在胎圈座部120a和120b之间。深槽部130具有在沿车轮圆周方向观察时在车轮径向方向上从胎圈座部120a和120b向内凹进的形状。这在深槽部130的外周上提供了沟槽(深槽壁)。沟槽被设置在轮辋10中,使得轮胎可以容易地附接到钢制车轮100以及从钢制车轮100脱离。
31.轮盘20
32.如图1和图2中所示,轮盘20包括帽部210,轮毂安装部220以及轮盘凸缘部230。
33.轮毂安装部220具有大致圆盘形状,并且在沿车轮轴向方向(y轴方向)观察时基本位于轮盘20的中心处。车身的轮毂(未示出)与其连接的轮毂孔222被设置在轮毂安装部220
的基本中心处。此外,在轮毂孔222周围设置了多个(图1中为五个)座表面部226,使得座表面部226沿车轮圆周方向相等间隔地布置(参见图1)。
34.每个座表面部226都设有穿过其中的螺栓孔224,紧固构件(未示出)被插入该螺栓孔224中。具体地,在本实施例中,座表面部226的螺栓孔224敞开,使得其直径朝向外侧增大。此外,每个座表面部226都具有使螺栓孔224的周部朝向外侧突出的形状。具体地,座表面部226的周部倾斜,使得其直径朝向内侧增大。
35.在本实施例中,紧固构件具有以下构造,包括:螺母构件,该螺母构件被设置在钢制车轮100中的螺栓孔224的外侧上,并具有内螺纹;锯齿螺栓,该锯齿螺栓被设置在钢制车轮100的螺栓孔224的内侧上,并且具有例如外螺纹。紧固构件可以具有以下构造,包括:轮毂螺栓,该轮毂螺栓被设置在钢制车轮100的螺栓孔224的外侧上,并具有外螺纹和座表面;以及轮毂,该轮毂具有内螺纹。此外,紧固构件可以具有另一紧固结构(压配合结构等),以代替诸如螺母构件或螺栓之类的螺钉构件。
36.每个座表面部226中的螺栓孔224的周部的外周面都是渐缩表面,其外径朝向螺栓孔224减小。当轮毂安装部220通过紧固构件的紧固而连接到车身时,紧固构件的一部分(例如,螺栓或螺母的头部)座落在座表面部226中的螺栓孔224的周部中。
37.轮盘凸缘部230在沿车轮轴向方向(y轴方向)观察时具有大致环状形状,并且位于轮盘20的外周缘侧上。轮盘凸缘部230的外周面配合在轮辋10的深槽部130的内周面上(参见图2)。下面,其中轮辋10和轮盘20沿车轮轴向方向配合的部分(轮盘凸缘部230)的长度将被称为轮辋10和轮盘20的“配合长度d1”。
38.帽部210是环状部,在沿车轮轴向方向(y轴方向)观察时,该帽部210位于轮毂安装部220和轮盘凸缘部230之间,并围绕轮毂安装部220。帽部210朝向外侧升高。具体地,帽部210包括内周部212、顶部214以及外周部216。在沿车轮轴向方向观察时,顶部214具有大致环状形状,并沿车轮轴向方向位于轮毂安装部220和轮盘凸缘部230的外侧上。在沿车轮轴向方向观察时,内周部212具有大致环状形状,并且位于顶部214的内周侧上。此外,内周部212是这样一部分,其倾斜成从轮毂安装部220的外周缘朝向顶部214升高。在沿车轮轴向方向观察时,外周部216具有大致环状形状,并且位于顶部214的外周侧上。此外,外周部216是这样一部分,其倾斜成从轮盘凸缘部230朝向顶部214升高。
39.激光焊接部300
40.轮盘20被设置在朝向轮辋10的外侧的位置处。轮盘20(轮盘凸缘部230)的外周面配合在轮辋10的深槽部130的内周面上,并且轮盘20的外周面和深槽部130的内周面通过激光焊接结合(例如,通过以激光l照射轮辋10和轮盘20之间的边界附近的一部分的角焊)。结果,激光焊接部300在轮辋10和轮盘20之间形成(参见下文所述的图3)。下面将描述激光焊接部300的详细构造。
41.激光焊接部300的详细构造
42.图3是示意性地示出钢制车轮100的背侧(内侧)的外观构造的xz平面图。图3示出了钢制车轮100的部分x1的构造的放大图。在图3中,在钢制车轮100的内侧上的轮辋10和轮盘20之间设置激光焊接部300(焊接标记),以便能够视觉识别。
43.如图3中所示,在钢制车轮100中,激光焊接部300沿车轮圆周方向上的总长度是轮盘20的整个圆周长度的90%以上,并且在轮辋10和轮盘20之间存在多个非焊接点400。非焊
接点400是在其处未沿车轮圆周方向设置激光焊接部300的点(间隙)。即,在非焊接点400处,轮辋10和轮盘20未通过激光焊接结合,并且不存在焊接标记。当仅存在一个非焊接点400时,激光焊接部300的总长度是一个激光焊接部300的总长度,并且当存在多个非焊接点400时,激光焊接部300的总长度是激光焊接部300的长度总和。
44.钢制车轮100在激光焊接部300方面进一步满足下列第一要求。
45.第一要求
46.在钢制车轮100上的每个非焊接点400沿车轮圆周方向的长度d2为2mm或更大。
47.钢制车轮100在激光焊接部300方面进一步满足下列第二要求。
48.第二要求
49.在钢制车轮100上的每个非焊接点400沿车轮圆周方向的长度d2为5mm或更小。
50.钢制车轮100在激光焊接部300方面进一步满足下列第三要求。
51.第三要求
52.在轮辋10和轮盘20之间存在多个非焊接点400,并且将该多个非焊接点400沿车轮圆周方向相等间隔地布置。
53.具体地,如图3中所示,钢制车轮100包括沿车轮圆周方向布置的10个激光焊接部300(301至310)。沿车轮圆周方向彼此相邻的激光焊接部300彼此分开,并且在激光焊接部300之间设置非焊接点400(间隙)。
54.轮辋10和轮盘20的配合长度d1是4mm以上且5mm以下,并且每个非焊接点400沿车轮圆周方向的长度d2在配合长度d1以下。每个非焊接点400沿车轮圆周方向的长度d2在2mm以上且在5mm以下。该10个激光焊接部(301至310)沿车轮圆周方向的长度都相同。这里,措词“激光焊接部300的长度相同”的意思是激光焊接部300的长度误差等于或小于
±
5mm。将10个激光焊接部300沿车轮圆周方向相等间隔地布置,并且将10个非焊接点400沿车轮圆周方向相等间隔地布置。每个非焊接点400沿车轮圆周方向的长度d2比每个激光焊接部300沿车轮圆周方向的长度短。激光焊接部300沿车轮圆周方向的总长度(当存在多个激光焊接部300时,激光焊接部300的长度总和)优选地在轮盘20的整个圆周长度的95%以上。
55.在钢制车轮100中,每个非焊接点400沿车轮圆周方向的长度d2可以被设置成在轮辋10和轮盘20的配合长度d1以下。因此,例如与其中非焊接点400的长度d2比配合长度d1更长的构造相比,可以更有效地抑制钢制车轮100的耐久性(疲劳强度)的降低。此外,在轮辋10和轮盘20之间存在多个非焊接点400,并且每个非焊接点400沿车轮圆周方向的长度d2比位于该非焊接点400的相对侧上的一对激光焊接部300沿车轮圆周方向的两个长度都短。因而,与其中每个非焊接点400沿车轮圆周方向的长度d2比位于该非焊接点400的相对侧上的至少一个激光焊接部300沿车轮圆周方向的长度更长的构造相比,根据本实施例可以抑制由于非焊接点400的存在而导致的结合强度(耐久性,断裂强度)的降低。
56.制造钢制车轮100的方法
57.然后,将描述一种用于制造钢制车轮100的方法。图4是示出用于制造钢制车轮100的方法的一部分的流程图。如图4中所示,首先,执行制备复合体100p的制备步骤(参见图2)(s110)。复合体100p是这样的本体,其中轮盘20配合在轮辋10的内周上,但是轮盘20和轮辋10还未通过激光焊接而结合。轮辋10例如可以通过模制钢平板来制造。轮盘20例如可以通过模制钢平板来制造。
58.然后,执行通过激光焊接将轮辋10的内周面和轮盘20的外周面结合的激光焊接步骤(s120)。具体地,例如,激光焊接设备500包括控制单元510和激光处理单元520。控制单元510包括中央处理单元(cpu)和存储器(未示出),并控制激光处理单元520的操作。激光处理单元520例如为头部分开型,即本体部512和头部514经由光纤516彼此连接。本体部512设有激光源,诸如钇铝石榴石(yag)激光振荡器和碳气体激光振荡器。头部514经由光纤516连接到本体部512,并可关于本体部512旋转。从头部514的激光源发射的激光l经由光纤516传输到头部514,并从头部514投射到在复合体100p中的待焊接点上。
59.如图2中所示,复合体100p在其内侧面向上的情况下由固持装置(未示出)固持,并例如绕车轮轴线旋转。激光焊接设备500位于复合体100p上方,并且来自头部514的激光l被投射到钢制车轮100的内侧上的轮辋10和轮盘20之间的边界附近的一部分上。即,通过控制单元510的控制,执行激光焊接,使得激光焊接部300沿车轮圆周方向的总长度对应于轮盘20的整个圆周长度的90%或更大,并且在轮辋10和轮盘20之间存在多个非焊接点400。因而,轮辋10和轮盘20通过激光焊接结合,并因而制造了钢制车轮100。
60.本实施例的效果
61.如上所述,在根据本实施例的钢制车轮100中,激光焊接部300沿车轮圆周方向的总长度在轮盘20的整个圆周长度的90%以上。因此,与例如其中激光焊接部300的总长度小于轮盘20的整个圆周长度的90%的构造相比,可以抑制钢制车轮100的结合强度的降低。在结合强度中,断裂强度是以下载荷,在其中轮辋10被固定并沿车轮轴向方向对轮盘20施加力的情况下,当激光焊接部300或其它部分断裂时所作用的载荷。在本实施例中,沿车轮圆周方向在轮辋10和轮盘20之间存在非焊接点400。因此,与其中不存在非焊接点400的构造相比,抑制了过量热输入点的形成。即,根据本实施例,可以抑制过量热输入点所引起的耐久性的降低,同时还抑制结合强度的降低。这里的耐久性是指通过jis d 4103中规定的径向载荷耐久性测试所评估的耐久性。
62.特别地,在本实施例的钢制车轮100中,配合长度d1相对地短(例如,5mm以下),以降低重量。因而,轮辋10和轮盘20之间的接触区域相对地窄。因而,如果非焊接点400过度地长,则可能存在不能确保轮辋10和轮盘20之间的足够结合强度的情况。相反,在本实施例中,由于每个非焊接点400的长度在配合长度d1以下,所以可以抑制轮辋10和轮盘20之间的结合强度的降低。
63.在本实施例中,每个非焊接点400沿车轮圆周方向在钢制车轮100上的长度d2在2mm以上(第一要求)。由此,与其中每个非焊接点400沿车轮圆周方向的长度小于2mm的构造相比,根据本实施例可以更有效地抑制过量热输入点的形成。此外,在制造钢制车轮100之后的质量检查中,易于视觉识别非焊接点400的存在与否。因此,可以在不需要使用专用的检查装置的情况下,由人基于非焊接点400的存在与否的视觉识别来拣选出有缺陷的钢制车轮100。
64.在本实施例中,每个非焊接点400沿车轮圆周方向在钢制车轮100上的长度d2在5mm以下(第二要求)。由此,与其中每个非焊接点400沿车轮圆周方向的长度大于5mm的构造相比,根据本实施例可以抑制由于非焊接点400的存在而导致的结合强度的降低。
65.在本实施例中,在轮辋10和轮盘20之间存在多个非焊接点400,并且将非焊接点400沿车轮圆周方向相等间隔地布置(第三要求)。由此,与其中将非焊接点400以不相等间
隔布置的构造相比,根据本实施例可以提高钢制车轮100的运行稳定性和操作稳定性。
66.第二实施例
67.图5是示意性地示出第二实施例中的钢制车轮100a的背侧的外观构造的xz平面图。在下文中,以相同的附图标记指示第二实施例的钢制车轮100a的组件中与第一实施例中的钢制车轮100相同的那些组件,并将适当地省略其说明。
68.如图5中所示,在钢制车轮100a中,仅存在一个非焊接点400a。在车轮圆周方向上,激光焊接部300a的总长度在轮盘20的整个圆周长度的99%以上。激光焊接部300a的长度比其中在轮辋10和轮盘20之间存在多个非焊接点400a的构造的激光焊接部的长度长了以下量,该量对应于激光焊接部300a在其上继续的长度,因而可以提高轮辋10和轮盘20之间的结合强度。一个非焊接点400a沿车轮圆周方向在钢制车轮100a上的长度d2优选地在2mm以上,并且优选地在5mm以下。
69.改型
70.本说明书中公开的技术不限于上述实施例,并且可以在不偏离其范围的情况下以各种形式修改。例如,也可能有下列改型。
71.上述实施例中的钢制车轮100的构造仅仅是示例,并且能够以各种方式修改。例如,在上述实施例中,激光焊接部300通过角焊形成。但是,激光焊接部300可以通过搭焊(lap welding)形成,例如,其中通过以激光l照射轮辋10的深槽部130的外周面而执行焊接。此外,激光焊接部300的构造可以不满足上述第一至第三要求中的至少一项。例如,钢制车轮100可以具有以下构造,其中存在一个或多个(例如,一个、两个或更多,四个或更多,六个或更多,八个或更多)非焊接点400,而不是10个点。
72.此外,激光焊接部300可以具有以下构造,其中至少一个非焊接点400沿车轮圆周方向的长度d2小于2mm或者大于5mm。
73.在上述实施例中,已经将两件式钢制车轮100例证为用于车辆的车轮,但是本公开不限于此。例如,用于车辆的车轮可以是所谓的三件式车轮,其包括由外轮辋和内轮辋两部分组成的轮辋以及轮盘,或者可以是除钢制车轮以外的车轮(例如,铝制车轮)。
74.上述实施例中的用于制造钢制车轮100的方法仅仅是示例,并且能够以各种方式修改。例如,在上述实施例的激光焊接步骤(s120)中,激光焊接部300通过角焊形成。但是,例如,激光焊接部300可以通过搭焊形成。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1