膝部安全气囊盖的制作方法
1.本技术大致涉及用于车辆内部的安全气囊盖,更具体地,涉及位于仪表板与搁脚空间之间的膝部安全气囊盖。
背景技术:
2.安全气囊是通常用于车辆内部的安全装置,但是安全气囊的存在对于车辆乘坐者来说通常是完全未知的,直到在发生相对严重的碰撞的情况下展开。这是因为未展开的安全气囊隐藏起来而不可见,通常是隐藏在装饰面板后面,该装饰面板通过隐藏严格实用的其它车辆部件来为车辆的客舱提供所需的美学效果。
3.膝部安全气囊盖通常位于仪表板与搁脚空间之间,以覆盖展开以保护车辆乘坐者的膝部的安全气囊模块。有时,该区域被更多地隐藏而不可见,因而膝部安全气囊盖将包括可见的固定,并且在盖与仪表板之间可能存在不希望的尺寸间隙。然而,使间隙尺寸最小化并去除可见的固定可提供更美观的外观,特别是当车门打开时,这可导致位置到膝部安全气囊盖的更直接的线。另外,与安装到交叉车梁上的气囊模块相比,将气囊模块安装到气囊盖本身可有助于使组件流线化。katsuhiro的jp2004276682也将安全气囊模块安装到膝部安全气囊盖上,但是该参考文献中的盖不包括搁脚空间紧固件,因此,katsuhiro的jp2004276682不提供盖到搁脚空间的直接附接。
技术实现要素:
4.示例性的膝部安全气囊盖包括盖体,盖体配置成将安全气囊模块与客舱屏蔽开。所述盖体具有外周边,所述外周边具有面向仪表板的侧部和面向搁脚空间的侧部。所述盖体还具有内表面和外表面,所述内表面配置成背向所述客舱,以及所述外表面配置成面向所述客舱。所述膝部安全气囊盖还包括搁脚空间紧固件。搁脚空间紧固件配置成附接搁脚空间,以便隐藏所述搁脚空间紧固件和所述盖体从所述客舱的附接。
5.在各种实施方式中,搁脚空间紧固件是磁板。
6.在各种实施方式中,具有第二搁脚空间紧固件。所述搁脚空间紧固件朝向所述外周边的面向门的侧部定位,以及所述第二搁脚空间紧固件朝向所述外周边的面向中心控制台的侧部定位。
7.在各种实施方式中,具有模制到所述盖体内的安全气囊网。
8.在各种实施方式中,所述盖体中的撕裂缝至少部分地围绕所述安全气囊网。
9.在各种实施方式中,具有模制到所述盖体内的多个安全气囊模块紧固件。
10.在各种实施方式中,所述多个安全气囊模块紧固件包括多个金属螺母,所述多个金属螺母模制到塑料盖体中,以便部分地围绕安全气囊网。
11.在各种实施方式中,多个钩位于所述盖体的所述外周边的所述面向仪表板的侧部处,从而能够旋转地附接仪表板。
12.在各种实施方式中,具有一种车辆,其包括交叉车梁、仪表板、以及膝部安全气囊
盖。所述膝部安全气囊盖至少部分地位于所述仪表板与所述搁脚空间之间,以及其中,所述仪表板、所述搁脚空间和所述膝部安全气囊盖中的至少一个连接至所述交叉车梁。
13.在各种实施方式中,所述搁脚空间通过所述搁脚空间紧固件直接附接至所述膝部安全气囊盖。
14.在各种实施方式中,所述盖体的附接件是将所述交叉车梁附接至所述膝部安全气囊盖的交叉车梁紧固件。
15.在各种实施方式中,所述交叉车梁紧固件从所述客舱不可见。
16.在各种实施方式中,包括安全气囊模块,所述安全气囊模块紧固至所述膝部安全气囊盖的所述盖体的所述内表面。
17.还提供了一种制造膝部安全气囊盖的说明性方法,该方法包括以下步骤:围绕所述搁脚空间紧固件模制用于所述盖体的塑料材料,以及用装饰覆盖物包裹所述盖体。该方法还可包括以下步骤:在所述盖体中形成撕裂缝,所述撕裂缝至少部分地围绕安全气囊网。
18.可设想的是,除了特征不相容的情况外,上述实施方式的任何数量的单独特征以及在附图或以下描述中描述的任何其它实施方式的任何数量的单独特征均可以以任何组合方式组合,以限定本技术。
附图说明
19.下文将结合以下附图描述说明性实施方式,其中相同的附图标记表示相同的元件,在附图中:
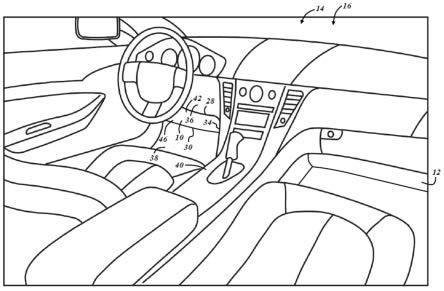
20.图1是示出膝部安全气囊盖的车辆内部舱的立体图;
21.图2示出了安装有安全气囊模块的膝部安全气囊盖的盖体的内表面;
22.图3示出了没有安全气囊模块的图2的膝部安全气囊盖的内表面;
23.图4示出了图2和图3的膝部安全气囊盖的盖体的外表面;
24.图5是示出膝部安全气囊盖、交叉车梁和搁脚空间之间的示例性连接配置的局部视图;
25.图6示出了可用于膝部安全气囊盖的搁脚空间紧固件的夹子;
26.图7是示出图6的作为搁脚空间紧固件的夹子的操作的局部视图;以及
27.图8是示出可用于制造和安装膝部安全气囊盖的示例性方法步骤的流程图。
具体实施方式
28.本文描述了一种膝部安全气囊盖,该膝部安全气囊盖配置成隐藏位于乘员膝部附近的安全气囊模块,同时有利地保持车辆内部舱的流线型美学外观。膝部安全气囊盖包括紧固件的策略布置,以联接整个组件的各个部分,诸如安全气囊模块、仪表板、交叉车梁和搁脚空间。膝部安全气囊盖具有盖体,该盖体配置成将安全气囊模块与客舱隔离开。盖体包括模制到盖体中或以其它方式与盖体接合的搁脚空间紧固件。在一个特别有利的实施方式中,搁脚空间紧固件是磁板,该磁板便于以从客舱中不可见的方式在膝部安全气囊盖与搁脚空间之间附接,并有助于隐藏膝部安全气囊盖与交叉车梁的附接。用于可旋转地附接至仪表板并策略性地模制在安全气囊模块紧固件中的诸如钩的其它特征例可进一步改进安装,并增强安装的膝部安全气囊盖的外观。另外,与其它盖组件相比,本文描述的膝部安全
气囊盖的制造可包括更少的组件和更少的部件,所述其它盖组件例如可采用安全气囊模块的标准交叉车梁安装。
29.图1示出了位于车辆16的内部客舱14中的两个膝部安全气囊盖10、12。本文的讨论集中在膝部安全气囊盖10上,该膝部安全气囊盖10在所示实施方式中位于车辆16的驾驶员侧,但是该教导可应用于膝部安全气囊盖10、12中的一个或两个,无论是位于车辆的驾驶员侧还是乘客侧的膝部安全气囊盖。通常,膝部安全气囊盖10、12大致被隐藏而不可见,但是在某些情况下,例如当门18打开时,膝部安全气囊盖10对车辆的观察者或乘坐者可见。本文所述的各种附接特征可有助于膝部安全气囊盖10的更流线型的美学外观。
30.如图2所示,膝部安全气囊盖10配置成将安全气囊模块20从图1的客舱14屏蔽开。图2示出了具有安全气囊模块20的膝部安全气囊盖10,以及图3示出了去除了安全气囊模块的膝部安全气囊盖。安全气囊模块20包括安全气囊和滑槽,安全气囊处于放气状态并配置成在车辆碰撞中充气,滑槽用于将安全气囊充气限制到朝向客舱14的方向。滑槽可与盖体22分开形成并随后附接至盖体22,如同图示的安全气囊模块20一样。或者,滑槽可与膝部安全气囊盖10的盖体22一体地形成。其它安全气囊和安全气囊模块结构和安装装置当然也是可能的,但是如本文所述,安全气囊模块20有利地紧固到膝部安全气囊盖10的盖体22上。这种配置可避免需要将安全气囊模块焊接或以其它方式附接至交叉车梁。彼此紧固在一起的两个部件,诸如安全气囊模块20和盖体22,包括通过各种附接方法的直接和/或间接联接,并且可不限于在附图中所示或在本文描述的特定附接方式。另外,紧固件可采用多种形式,只要紧固件大致用于方便附接或以其它方式将两个部件联接或结合在一起。直接附接是在两个部件之间的附接,这两个部件彼此直接接触而没有插入部件。
31.膝部安全气囊盖10的盖体22是主要结构基板或板,该主要结构基板或板提供膝部安全气囊盖10的总体尺寸和形状。因而,盖体22具有足够的刚性,以保持其在车辆内舱中的形状。示例性盖体由诸如半刚性热塑性材料(例如,填充或未填充的聚烯烃或热塑性弹性体)的标称厚度在2.0mm至4.0mm范围内的注塑材料制成或包括这些材料。在有利的实施方式中,盖体22由至少部分地围绕安全气囊网24的注入的玻璃填充聚丙烯制成。安全气囊网24是比用于盖体22的材料更柔韧的材料或更不易碎的材料的片材(例如,模制到聚丙烯盖体22中的热塑性弹性体安全气囊网24)。这可有助于在展开安全气囊模块20的安全气囊时控制膝部安全气囊盖10的应力响应。
32.盖体22具有外周边26,该外周边26设置限定膝部安全气囊盖10与客舱14中的其它附近部件的边界。因此,外周边26包括面向仪表板的侧部28、面向搁脚空间的侧部30、面向门的侧部32和面对中心控制台的侧部34。参照图1、图4和图5,面向仪表板的侧部28直接邻接或面向仪表板36。面向搁脚空间的侧部30直接邻接或面向搁脚空间38。面向门的侧部32直接邻接或面向门18(当门关闭时)。面对中心控制台的侧部34直接邻接或面对中央控制台40。然而,可在盖体的外周边26附近及其各侧部附近具有其它面板界面。另外,侧部28、30、32、34中的每一个均可具有与本文具体示出的形状或配置不同的形状或配置。例如,外周边26的一个或多个侧部可具有各种切口、突起或其它形状变化。在另一示例中,侧部中的一个,诸如面向搁脚空间的侧部30,可具有更弯曲的轮廓,该轮廓一直连接至面向仪表板的侧部28,从而避免了对单独的和不同的面向中心控制台的侧部或面向门的侧部的需要。其它示例性配置变化当然是可能的,并且将取决于客舱14及其组成部件的所需配置。
33.盖体22具有面向客舱14的外表面42和背向客舱的内表面44。该实施方式中的外表面42包括装饰性包装或覆盖物46。装饰性覆盖物46为膝部安全气囊覆盖物10提供期望的美观性,并且可为单层或多层部件,包括外部装饰层(例如,皮革、模拟皮革、饰面、织物等)以及可能的一个或多个下层,其中外部装饰层在安装时面向车辆16的客舱14内部,该可能的一个或多个下面的层为诸如间隔物或弹性泡沫层,为覆盖物10提供垫状特征。装饰性覆盖物46可设置为单件式装饰性部件,该单件式装饰性部件与盖体22分开,然后附接至盖体的外表面42,或在膝部安全气囊盖体10的组装过程中,诸如泡沫层的装饰性覆盖物的部分可形成在装饰层和盖体22之间的适当位置。在一些实施方式中,代替织物,装饰性覆盖物46可为更简单的装饰层,诸如单层油漆或膜。
34.参照图2和图3所示的内表面44的视图,盖体22具有多个结构特征,这些结构特征设计成便于安装,并增强膝部安全气囊盖10和/或安全气囊模块20的性能和美观性。安全气囊模块20有利地至少部分地由突出框架48包围,该突出框架48可帮助定位、对准和/或保持安全气囊模块。突出框架48具有大体上与安全气囊模块20和/或安全气囊网24的形状一致的大致矩形形状。在所示实施方式中,安全气囊网24还具有配合在突出框架48的边界内的矩形形状。突出框架48是盖体22中的整体模制特征;然而,可包括其它夹子、边缘等,或者在其它实施方式中,根本不包括框架。突出框架48可具有如图所示的一个或多个波纹式边缘、或可促进安全气囊模块20的附接的其它形状。这种布置在诸如所示的那些实施方式中是有益的,其中安全气囊模块20附接至膝部安全气囊门10的盖体22,而不是附接至交叉车梁。
35.撕裂缝50可形成在覆盖件主体22和/或装饰性覆盖件46中。在该实施方式中的撕裂缝50包括激光弱化区域,该激光弱化区域通常刚好位于突出框架48的内侧,以便至少部分地围绕安全气囊模块20所处的区域。另外,撕裂缝50至少部分地围绕模制的安全气囊网24,安全气囊网24在安全气囊模块20的展开区域中提供了更柔韧或不太脆的材料。在一些实施方式中,撕裂缝50也可至少部分地延伸穿过安全气囊网24。根据所需的实施方式,可具有交替成形的撕裂缝(例如,u形、h形等)、铰链特征、更多的门结构等。所示的配置是非限制性的。例如,撕裂缝50可包括盖体22中的一系列通孔、一系列激光形成的盲孔、或任何其它合适的特征,或由盖体22中的一系列通孔、一系列激光形成的盲孔、或任何其它合适的特征形成,该其它合适的特征使得盖体和/或安全气囊网24沿着该特征裂开,以形成安全气囊门。
36.在突出框架48和撕裂缝50内,肋状件的网络52或释放线54可由盖体22的材料形成,该盖体22的材料注射到安全气囊网24的更柔性的材料上。释放线54(为了清楚起见仅标出一条)延伸成在突出框架48的内侧的整个门区域56中形成交错的瓦片网络52。释放线54可用作应力管理特征,配置成在盖体22分裂以形成安全气囊门的同时,将应力引导到沿着门区域56的所需部分或点。还可具有不同于图3所示的形状和配置(例如,曲线)的不同形状和配置的释放线54。突出框架48和释放线54有利地形成在盖体22的内表面44上。这可为装饰性覆盖物46提供更平滑的外表面42。
37.多个安全气囊模块紧固件58位于突出框架48的周边周围,以便于在门区域56内附接安全气囊模块20。在该实施方式中,安全气囊模块紧固件58包括多个金属螺母60,金属螺母60中的两个位于门区域56的任一侧上,分别朝向面向门的侧部32和面向中心控制台的侧部34,尽管紧固件58的布置很大程度上取决于安全气囊模块20的规格。因此,安全气囊模块
紧固件58的其它布置也是可能的,诸如将安全气囊模块紧固件定位在突出框架48的角部中。另外,可包括其它类型的安全气囊模块紧固件58。在所示实施方式中,金属螺母60用于容纳安全气囊模块螺钉62,但其它类型的紧固当然也是可能的,例如使用支架、夹子等用于安全气囊模块紧固件58。金属螺母60有利地是钢或其它类型的金属材料,金属螺母嵌入模制到盖体22中。这可为膝部安全气囊门10和安全气囊模块20之间的附接提供额外的弹性。
38.盖体22的内表面44还包括多个整体模制的钩64,这些钩沿着外周边26的面向仪表板的侧部28间隔开。钩64定位成朝向面向仪表板的侧部28,这意味着与钩到相对的面向搁脚空间的侧部30的距离相比,钩最靠近面向仪表板的侧部。每个钩64的各种部件相对于邻近盖体22的面向门的侧部32的第一钩进行描述,但是也可应用于其它钩。每个钩64均具有爪部分66,爪部分66从内表面44伸出或直接从内表面44突出,并配置成直接与仪表板36交界或接触。在每个钩64的背部上与爪部分66相对,设置有加强肋68,加强肋有助于赋予附加的结构完整性。该多个钩64能够可旋转地附接仪表板36,这可改进安装。例如,参考图4和图5,特别地,钩64可帮助容易地对准和定位仪表板36,使得在安装时,在膝部安全气囊盖10和仪表板36之间存在间隙g
ip
。钩64的结构可帮助使间隙g
ip
的尺寸最小化,这可在客舱14内提供更好的美学效果。特别地,本文描述的实施方式中的间隙g
ip
通常小于1mm以提供更平齐的外观,而更标准的间隙尺寸通常大于3mm。位于面向仪表板的侧部28附近并朝向仪表板打开的钩64可有助于实现这种显著的间隙尺寸减小。
39.特别地,参考图5,朝向面向搁脚空间的侧部30,存在一个或多个搁脚空间紧固件70。更具体地,在该实施方式中,存在第一搁脚空间紧固件70和第二搁脚空间紧固件72。在有利的实施方式中,如图2至图5所示,搁脚空间紧固件70、72是模制到盖体22中的圆形磁板74。每个搁脚空间紧固件70、72均朝向外周边26的面向搁脚空间的侧部30定位(即,进一步朝向面向搁脚空间的侧部30,而不是更靠近面向仪表板的侧部28)。搁脚空间紧固件70、72配置成附接搁脚空间38,以便将搁脚空间紧固件本身和盖体22的附件76从客舱14中隐藏起来。这种紧固件和附接隐藏为膝部安全气囊盖10提供了更流线型的美学外观。如图4所示,膝部安全气囊盖10的整个外表面42均覆盖在装饰性覆盖物46中,而没有在客舱14中示出任何紧固件。另外,间隙g
ip
、g
fw
是齐平的,从而在仪表板36、膝部安全气囊盖10和搁脚空间38之间产生平滑过渡。
40.搁脚空间紧固件70、72分别位于重叠区域78、80中,重叠区域78、80是当盖体22安装在车辆16内时盖体22与搁脚空间38重叠的区域。重叠区域78、80可为如图所示的从面向搁脚空间的侧部30的突起,并且还可包括在重叠区域78的开始处的倾斜的过渡突起82。这在膝部安全气囊盖10和搁脚空间38之间允许更小和更平的间隙g
fw
。倾斜的过渡突起82在盖体22中形成偏移或台阶,以允许膝部安全气囊盖体10和搁脚空间38之间的更嵌套的布置。
41.搁脚空间紧固件70、72的数量将取决于整个组件的尺寸和要求。在有利的实施方式中,有沿盖体22的面向搁脚空间的侧部30设置的三个搁脚空间紧固件,其中一个朝向面向门的侧部32设置,一个朝向面向中心控制台的侧部34设置,一个朝向两侧部32、34之间的中心设置。在另一个实施方式中,如图所示,具有两个搁脚空间紧固件70、72。在其它实施方式中,与本文具体描述的相比,可具有更少的搁脚空间紧固件或更多的搁脚空间紧固件。当将磁板74用于搁脚空间紧固件70、72时,磁体的强度和尺寸可帮助规定适当附接所需的紧固件的数量。
42.磁板74有利地用于搁脚空间紧固件80、82。这种形式的保持件可容易地附接,而不需要拧入或插入额外的工具或紧固装置,然后在施加一定量的力时将这种形式的保持移除,这种保持件可有助于安装工作。每个磁板74均插入模制到盖体22中,并且包括保持边缘84,该保持边缘84至少部分地围绕紧固件70、72。特别地,参照图5,磁板74的搁脚空间紧固件70允许通过交叉车梁紧固件88(在该实施方式中是螺钉)将膝部安全气囊盖10附接至交叉车梁86,从而在膝部安全气囊盖和交叉车梁之间提供附接76。这种布置将交叉车梁紧固件88与位于重叠区域78中的搁脚空间38的部分屏蔽,从而使得即使在乘坐者进入和离开车辆的情况下,附接76在客舱14中也是不可见的。当乘员坐在车辆16中时,膝部安全气囊10和交叉车梁86之间的附接76在乘员舱14中也是不可见的。膝部安全气囊10和交叉车梁86之间的附接76也配置成在重叠区域78中进行以增强隐藏。搁脚空间紧固件70有助于形成用于阻挡附接76的可见性的护罩,但是应该理解的是,搁脚空间紧固件70有助于将其它(和所有)附接与客舱14屏蔽开。
43.磁板74是圆板,但是应当理解的是,该形状可根据所需的实施方式进行调整。圆形可提供更多的用于附接的表面积,同时相对于盖体22的其余部分占据更少的空间。假定每个磁板74为圆形形状,则保持边缘84也是圆形的,并且完全包围磁板。用于保持边缘84的其它配置也是可能的。例如,保持边缘84可仅部分地围绕磁板74,或可根本不存在保持边缘。
44.图6和图7示出了搁脚空间紧固件70'的另一实施方式。在该实施方式中,搁脚空间紧固件70’是保持夹90,该保持夹90与膝部安全气囊盖10’集成在一起,并设计成将保持突起92容纳在搁脚空间38’中。然而,应该理解的是,夹子90可与搁脚空间38’交替地成一体,并且膝部安全气囊盖10’可包括保持突起92。可使用其它的夹子形式或紧固件形式,以便于附接至搁脚空间。然而,有利的是,搁脚空间紧固件应采取使其从客舱14中不看见的形式。
45.图8是示出用于制造和安装膝部安全气囊盖10的示例性方法100的流程图。然而,应当理解的是,膝部安全气囊盖10也可根据其它方法和工艺进行制造和安装。另外,在本文描述的步骤中的一些是可选的,并且可存在比具体描述的步骤更多的步骤。可具有中间处理步骤,诸如不同的铣削或机械加工操作,或可具有不同的后处理步骤,诸如安装徽章。另外,在制造图1至图5所示的膝部安全气囊盖10的环境中描述了方法100(为了清楚起见,在图8的流程图中省略了一些附图标记,但是对于特定部件的附图标记可参考图1至图5)。然而,可使用本文所述的方法步骤中的一个或多个来制造其它膝部安全气囊盖设计。
46.步骤102包括为膝部安全气囊盖10提供插入件。在该特定实施方式中的插入件包括安全气囊网24、安全气囊模块紧固件58和搁脚空间紧固件70、72。插入件可放置在注射模具中,并且在步骤104中,围绕插入件模制盖体22。包覆成型插入件允许用于性能增强和操作功能的材料变化。注射模制工艺有利地是微喷射工艺,这可在盖体22中形成更详细的子部件,诸如释放线54。微喷射也可允许在外表面42上形成复杂的特征而不会被读通(read-through)。步骤106是可选的,并且包括将另外的紧固件压配合到盖体中。在一些实施方式中,可在步骤102中插入模制所有非整体紧固件。在所示的方法中,随后的压配合步骤,如步骤106,可帮助克服在特定配置的工具中插入模制一些紧固件可能引起的困难。在工装中存在限制的情况下,在模制用于盖体的塑料材料之后的步骤中的压配合紧固件可更容易地制造。步骤108也是可选的,并且包括用装饰性覆盖物46包裹盖体的外表面。这可为车辆内部舱14提供更具内聚性的外观。步骤110包括在盖体22中形成撕裂缝50。还可具有也在该阶段
在装饰性覆盖物46中形成的撕裂缝。激光弱化可用于形成撕裂缝,这是相对有效的制造工艺。用于形成撕裂缝的其它工艺也是可能的,例如铣削、刺穿等。此时,在方法100中,膝部安全气囊盖10基本上完全形成。
47.步骤112包括将安全气囊模块20安装到盖体22的内表面44。安全气囊模块紧固件58可用于完成该步骤,并且可使用多种不同类型的安全气囊模块。另外,内表面44的配置可变化,以适应不同类型的安全气囊模块。在安装安全气囊模块20之后,膝部安全气囊盖10通过钩64附接至仪表板36。在一些实施方式中,由于膝部安全气囊盖10和仪表板36之间的附接具有可旋转特性,因而直到膝部安全气囊盖附接至仪表板之后才可安装安全气囊模块20。膝部安全气囊盖10可朝交叉车梁86旋转或向上枢转,在交叉车梁86处可进行步骤116或交叉车梁的附接。螺钉或交叉车梁紧固件88允许在重叠区域78中附接膝部安全气囊盖10(参见图5)。该定位提供交叉车梁86与膝部安全气囊盖10的适当附接,并允许搁脚空间38隐藏附接76。通常,交叉车梁紧固件88是从上到下的,但是对于这种膝部安全气囊盖10的布置,交叉车梁紧固件88是从下到上的。在步骤118中,在步骤118中安装搁脚空间。膝部安全气囊覆盖物10在搁脚空间紧固件72处的附接也通过这种布置隐藏。搁脚空间38被带向膝部安全气囊盖10的面向搁脚空间的侧部30,以及搁脚空间紧固件70、72设置用于膝部安全气囊盖10和搁脚空间38之间的无工具附接。磁板74便于这种免工具附接,该免工具附接隐藏了交叉车梁86和膝部安全气囊盖10之间的附接76。磁性金属材料可位于搁脚空间38的特定区域,以有助于在安装过程中定位搁脚空间板。
48.应当理解的是,上述内容是对本技术的一个或多个实施方式的描述。本技术不限于本文所公开的一个或多个特定实施方式,而是仅由所附权利要求书限定。另外,包含在上述描述中的陈述涉及特定实施方式,并且不应被解释为对本技术的范围或对权利要求书中使用的术语的定义的限制,除非上面明确地限定了术语或短语。对于本领域的技术人员来说,对所公开的实施方式的各种其它实施方式和各种改变和修改将是显而易见的。所有这些其它实施方式、变化和修改都在所附权利要求的范围内。
49.如本说明书和权利要求书中所使用的是,术语“例如(e.g.)”、“例如(for example)”、“例如(for instance)”、“诸如”和“如”以及动词“包括”、“具有”、“包含”和它们的其它动词形式,当与一个或多个组件或其它项目的列表结合使用时,各自解释为开放式的。这意味着该列表不应被认为排除其他的、附加的组件或项目。除非在需要不同解释的上下文中使用其它术语,否则其它术语将使用其最广泛的合理含义来解释。另外,术语“和/或”应被解释为包括性的or。因此,例如,短语“a、b和/或c”应被解释为涵盖以下所有项:“a”;“b”;“c”;“a和b”;“a和c”;“b和c”;以及“a、b和c”。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1