一种高铝砖生产用批量转运装置的制作方法
1.本实用新型涉及高铝砖生产技术领域,具体为一种高铝砖生产用批量转运装置。
背景技术:
2.高铝砖是耐火材料的一种,这种耐火材料砖的主要成分是al2o3,如al2o3含量高于90%,称为刚玉砖,由于资源不同,各国标准也不完全一致,高铝质耐火材料规定al2o3含量下限为42%,高铝砖在制作时需要进行烘焙,所以需要将填满原料的模具从生产线上搬运至烤房,目前在进行搬运时,会采用转运装置进行转运。
3.市场上的转运装置一次只能转运很少的模具,且在移动过程中会出现原料随模具掉落的情况,为此,我们提出一种高铝砖生产用批量转运装置。
技术实现要素:
4.本实用新型的目的在于提供一种高铝砖生产用批量转运装置,以解决上述背景技术中提出的问题。
5.为实现上述目的,本实用新型提供如下技术方案:一种高铝砖生产用批量转运装置,包括底座和搬运组件,所述底座的顶部左侧设置有撑板,用于搬运高铝砖的所述搬运组件安装于撑板的右侧上方,且搬运组件包括撑架一、伺服电机一、滚珠丝杆一、滑块、转接架、撑架二、伺服电机二、滚珠丝杆二、承载板、固定夹板、电动液压推杆和活动夹板,所述撑架一的内部右侧设置有伺服电机一,且伺服电机一的输出端连接有滚珠丝杆一,所述滚珠丝杆一的外部衔接有滑块,且滑块远离撑架一的一面设置有转接架,所述转接架的另一端固定有撑架二,且撑架二的内部上方设置有伺服电机二,所述伺服电机二的输出端连接有滚珠丝杆二,且滚珠丝杆二的外部衔接有承载板,所述承载板远离撑架二的一面右侧上方设置有固定夹板,且承载板的表面设置有电动液压推杆,所述电动液压推杆的输出端设置有活动夹板。
6.进一步的,所述底座的底部两侧设置有车轮,且底座的上方表面开设有插接槽一。
7.进一步的,所述插接槽一的内部放置有用于支撑高铝砖的支撑组件,且支撑组件包括支柱、托板和插接槽二,所述支柱的顶端固定有托板,且托板的上方表面开设有插接槽二。
8.进一步的,所述托板通过支柱与插接槽一插接连接,且插接槽一和插接槽二的内径尺寸相一致。
9.进一步的,所述底座的顶部中端设置有液压气缸,且底座的顶部右侧设置有框架。
10.进一步的,所述转接架呈l状,且转接架和滑块通过滚珠丝杆一与伺服电机一传动连接。
11.进一步的,所述承载板呈l状,且承载板通过电动液压推杆与活动夹板传动连接。
12.本实用新型提供了一种高铝砖生产用批量转运装置,具备以下有益效果:
13.该高铝砖生产用批量转运装置,采用支撑组件和搬运组件相互配合代替人工搬运
实现模具的批量转运,能够降低人员的工作强度,提高转运效率,模具由能够相互插接限位的六组支撑组件按层有序放置,避免了模具堆叠造成转运过程中原料随模具晃动掉落。
14.1、本实用新型中支撑组件设置有六组,相邻的两组支撑组件之间通过较高一组支撑组件中的托板底端支柱与较低一组支撑组件中托板上方表面插接槽二插接,能起到定位作用,避免批量转运模具时因托板滑动而造成原料随模具掉落的情况发生;液压气缸用于调节支撑组件的高度,使支撑组件以合适的高度接收由搬运组件搬运过来的带有原料的模具。
15.2、本实用新型中通过伺服电机一驱使滚珠丝杆一传动,由滑块携带转接架、撑架二沿滚珠丝杆一外部作水平方向往复运动,可使撑架二的位置得到调节,从而通过伺服电机二驱使滚珠丝杆二传动,能使受固定夹板和活动夹板夹持的模具随承载板运动直至转移到托板上方任意位置,代替人工搬运节省体力。
附图说明
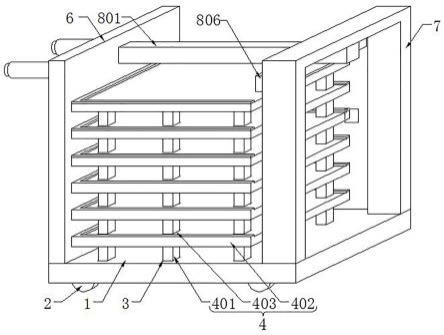
16.图1为本实用新型一种高铝砖生产用批量转运装置的整体立体结构示意图;
17.图2为本实用新型一种高铝砖生产用批量转运装置的搬运组件仰视结构示意图;
18.图3为本实用新型一种高铝砖生产用批量转运装置的图2中a处放大体结构示意图;
19.图4为本实用新型一种高铝砖生产用批量转运装置的底座正视结构示意图。
20.图中:1、底座;2、车轮;3、插接槽一;4、支撑组件;401、支柱;402、托板;403、插接槽二;5、液压气缸;6、撑板;7、框架;8、搬运组件;801、撑架一;802、伺服电机一;803、滚珠丝杆一;804、滑块;805、转接架;806、撑架二;807、伺服电机二;808、滚珠丝杆二;809、承载板;810、固定夹板;811、电动液压推杆;812、活动夹板。
具体实施方式
21.如图1和图4所示,一种高铝砖生产用批量转运装置,包括底座1和搬运组件8,底座1的底部两侧设置有车轮2,且底座1的上方表面开设有插接槽一3,插接槽一3的内部放置有用于支撑高铝砖的支撑组件4,且支撑组件4包括支柱401、托板402和插接槽二403,支柱401的顶端固定有托板402,且托板402的上方表面开设有插接槽二403,托板402通过支柱401与插接槽一3插接连接,且插接槽一3和插接槽二403的内径尺寸相一致,支撑组件4设置有六组,相邻的两组支撑组件4之间通过较高一组支撑组件4中的托板402底端支柱401与较低一组支撑组件4中托板402上方表面插接槽二403插接,能起到定位作用,避免批量转运模具时因托板402滑动而造成原料随模具掉落的情况发生;底座1的顶部中端设置有液压气缸5,液压气缸5用于调节支撑组件4的高度,使支撑组件4以合适的高度接收由搬运组件8搬运过来的带有原料的模具,且底座1的顶部右侧设置有框架7,底座1的顶部左侧设置有撑板6;
22.如图2-图3所示,用于搬运高铝砖的搬运组件8安装于撑板6的右侧上方,且搬运组件8包括撑架一801、伺服电机一802、滚珠丝杆一803、滑块804、转接架805、撑架二806、伺服电机二807、滚珠丝杆二808、承载板809、固定夹板810、电动液压推杆811和活动夹板812,撑架一801的内部右侧设置有伺服电机一802,且伺服电机一802的输出端连接有滚珠丝杆一803,滚珠丝杆一803的外部衔接有滑块804,且滑块804远离撑架一801的一面设置有转接架
805,转接架805呈l状,且转接架805和滑块804通过滚珠丝杆一803与伺服电机一802传动连接,转接架805的另一端固定有撑架二806,且撑架二806的内部上方设置有伺服电机二807,伺服电机二807的输出端连接有滚珠丝杆二808,且滚珠丝杆二808的外部衔接有承载板809,承载板809远离撑架二806的一面右侧上方设置有固定夹板810,且承载板809的表面设置有电动液压推杆811,电动液压推杆811的输出端设置有活动夹板812,承载板809呈l状,且承载板809通过电动液压推杆811与活动夹板812传动连接,通过伺服电机一802驱使滚珠丝杆一803传动,由滑块804携带转接架805、撑架二806沿滚珠丝杆一803外部作水平方向往复运动,可使撑架二806的位置得到调节,从而通过伺服电机二807驱使滚珠丝杆二808传动,能使受固定夹板810和活动夹板812夹持的模具随承载板809运动直至转移到托板402上方任意位置,代替人工搬运节省体力。
23.综上,该高铝砖生产用批量转运装置在使用时,根据图1-图4所示的结构,底座1由四组车轮2支撑和提升移动能力,人员在将装置移动至高铝砖生产线附近时,可通过将一组支撑组件4放置于液压气缸5上方,由液压气缸5驱使支撑组件4向上移动直至到达与搬运组件8相匹配的高度,撑板6和框架7起到支撑搬运组件8的作用,此时人员可控制伺服电机一802驱使滚珠丝杆一803传动,由滑块804携带转接架805、撑架二806沿滚珠丝杆一803外部朝着右侧方向行进,待撑架二806与填满有原料的模具位置呈同一中轴线时,可通过伺服电机二807驱使滚珠丝杆二808传动,促进承载板809携带固定夹板810沿滚珠丝杆二808上朝着模具方向靠近,待承载板809表面固定夹板810贴紧模具一侧,可通过电动液压推杆811驱使活动夹板812朝着固定夹板810方向靠近,直至两者距离拉近将模具夹持,此时通过伺服电机一802驱使滚珠丝杆一803传动,由滑块804携带转接架805、撑架二806朝着左侧方向移动,以在夹持于活动夹板812、固定夹板810之间的模具达到托板402上方时,调节活动夹板812、固定夹板810之间的距离使模具平稳摆放在托板402上,由于托板402顶底端分别设置有支柱401和插接槽二403,在一组支撑组件4装载一定数量的模具后可通过与另一组支撑组件4插接连接以叠加的形式摆放,来扩大装置的一次转运量,当六组支撑组件4全部装载结束后,可通过液压气缸5调节位于最下层支撑组件4的位置,使支撑组件4能够通过支柱401与底座1表面插接槽一3插接连接,实现稳定可靠的批量转运,而整个模具搬运工作由搬运组件8代替人工进行,大大降低了人员的工作强度,提高了转运效率。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1