一种光电吊舱用拼接组合式U型壳体的制作方法
一种光电吊舱用拼接组合式u型壳体
技术领域
1.本发明属于光电吊舱技术领域,具体涉及一种光电吊舱用拼接组合式u型壳体,该壳体尤其在小型光电吊舱结构设计技术领域具有应用推广价值。
背景技术:
2.光电吊舱广泛应用在无人机、固定翼、直升机等多种载体平台,一般由方位和俯仰两个回转轴通过惯性元件反馈实现光学成像传感器的惯性稳定,其内部根据任务需求一般可搭载可见光电视、红外热像仪、激光测照器等,能执行搜索、瞄准、指示、侦察、跟踪和取证等多种任务。如附图1所示的u型壳体是光电吊舱的关键重要零件,向上承接的方位组件与载体相连,向下承载的俯仰组件直接搭载光学成像传感器,因而可直接影响着光电吊舱的综合成像效果,也因此堪称光电吊舱中设计最复杂、加工难度最高、制作成本最贵的零件之一。传统制作工艺中,为得到所需的复杂u型壳体,首先需制作专用模具,然后进行整体毛坯制作,然后再对铸造毛坯进行漫长的机械加工的以得到最终薄壁壳体形态,整个过程不仅耗费时间长,耗费精力多,而且还常内腔结构复杂等原因造成毛坯余量难以去除等问题。前述问题在市场竞争不激烈,用户对重量、成本和周期要求不苛刻时尚不足以带来太大烦恼,但当下,民资的大量涌入急剧加大了行业竞争压力,是否能快速响应客户需求、是否能以低廉的成本供货、是否能支撑用户同时搭载更多的任务设备,已经渐渐发展成为决定项目成败的关键因素和影响企业兴旺的枢纽环节。
3.为充分提升自身的市场竞争力,适用客户日益重视的低成本化、轻量化和快速研制性等需求,急需一种新的u型壳体设计和加工方法,解决原来传统的一体成型铸造加工工艺中难以应对的成本高、减重难和加工周期长等问题。
技术实现要素:
4.(一)要解决的技术问题
5.本发明要解决的技术问题是:如何提出一种拼接组合式u型壳体的设计和加工方法,通过巧妙的设计显著降低制作成本、优化结构重量以及缩短研制周期,为后续光电吊舱的市场化竞争赢得先机。
6.(二)技术方案
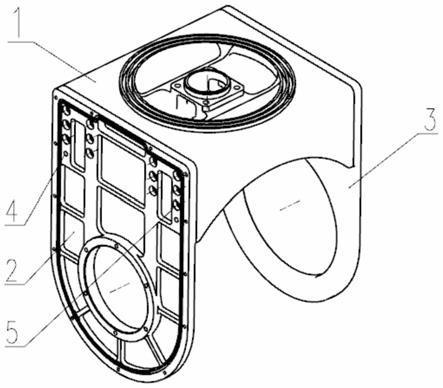
7.为解决上述技术问题,本发明提供一种光电吊舱用拼接组合式u型壳体,所述u型壳体为光电吊舱关键承力零件,涉及与方位组件、俯仰组件、其他壳体零件的连接安装,其包括:壳体左板2、壳体右板3、壳体中板1、连接螺钉4和圆柱销5;
8.所述壳体中板1为一体成型,分为顶部端面、左侧端面和右侧端面;其中,所述顶部端面设置有第一安装端面1
‑
2以及位于第一安装端面1
‑
2周边的第一密封槽1
‑
1用于连接安装方位组件;所述左侧端面1
‑
4与右侧端面完全相同,对称设置于顶部端面两端,且均与顶部端面垂直;
9.所述壳体左板2、壳体右板3分别在合适的位置处设置有螺纹孔,分别与壳体中板1
的左侧端面及右侧端面连接固定共同组成u型壳体,并设置有承力凸台和抗剪用的圆柱销5,有效保证u型壳体的组合刚度;
10.所述壳体左板2侧向设置有第二安装孔2
‑
4,壳体右板3侧向设置有第三安装孔,第二安装孔2
‑
4与第三安装孔完全相同且同轴,用于连接安装俯仰组件。
11.其中,所述光电吊舱用拼接组合式u型壳体在拼接组合完后,对壳体中板1、壳体左板2、壳体右板3的上的所有定位孔或者定位轴主要是与方位组件、俯仰组件的连接安装位置,提前预留加工余量以及端面进行组合加工,保证一定的形位公差要求,组合加工完后整体进行后续的表面处理和外观涂漆。
12.其中,所述左侧端面与壳体左板2、右侧端面与壳体右板3分别通过连接螺钉4及螺纹孔进行螺钉连接。
13.其中,定义所述壳体左板2朝向左侧端面的安装面以及壳体右板3朝向右侧端面的安装面为内侧面,各自的反向面为外侧面;则,
14.所述壳体左板2、壳体右板3各自的内侧面上分别设置有多个承力凸台用于提高组合后u型壳体的抗剪切能力。
15.其中,所述壳体左板2、壳体右板3各自的外侧面分别设置有第四安装孔,用于与其他壳体零件连接并在端面设置有密封槽加设密封胶绳,从而实现壳体密封。
16.其中,所述第一安装端面1
‑
2上设有螺纹连接孔用于连接固定方位组件,并在所述第一安装端面1
‑
2中央位置设有圆柱配合面1
‑
3用于实现与方位组件连接的轴向定位。
17.其中,所述第一密封槽1
‑
1用于实现方位组件的回转密封。
18.其中,所述左侧端面与右侧端面中间位置设置有矩形槽用于实现电气穿线。
19.其中,所述连接圆柱销用于保证壳体左板2、壳体右板3和壳体中板1组合时的精确定位以及组合后的抗剪效果。
20.其中,所述连接螺钉4用于保证壳体左板2、壳体右板3和壳体中板1能组合成u型壳体,且具有必要的刚度和强度。
21.(三)有益效果
22.本发明的拼接式u型壳体,其主要通过全新的设计加工方案替代性解决原传统“一体化u型壳体”在设计制作过程中存在的成本高、减重难和加工周期长等问题,故其有益成果主要体现在以下几个方面:
23.(1)本发明所述拼接式u型壳体,各个组成部分均可用市面现成的板料型材进行加工,不仅省去了铸造毛坯的设计加工成本,也直接跨越了铸造阶段,节省出不少的加工时间,可为保障产品紧急交付提供有力支撑。
24.(2)本发明所述拼接式u型壳体,其与传统一体化中部壳体共同的特点是均为薄壁件,但后者受限于工艺手段,必须留出一定的铸造余量,同时受制于加工手段,后期又无法彻底清除铸造余量,因而会造成不少的重量冗余。而本发明所述方案中,各个部分均可直接加工、不存在死角,因而重量的控制和优化将更加准确。
25.(3)本发明所述拼接式u型壳体,对长周期、大成本的铸造毛坯不存在依赖性,可根据用户需求自由发挥,随意调整,设计制作周期的可控性更强,产品的多样性也更加丰富;且技术推广难度低,可在同类型、不同尺寸、不同用途光电吊舱间广泛推广,为增强市场竞争力提供有力支撑。
26.经某型号光电吊舱的实际使用效果验证表明:本发明所述的拼接式u型壳体,可在原一体化u型壳体基础上综合减重10%到15%,加工周期由原来的2.5个月压缩到1个月左右,成本也得以有效下降。同时,得益于板料型材的丰富选型(不同牌号、不同成型方式),最终得到的u型壳体在机械性能方面完全不逊色原铸造的一体化u型壳体。进一步说明了本发明所述方案的可行性和应用价值。
附图说明
27.图1是传统铸造一体化u型壳体的外形示意图。
28.图2是拼接式u型壳体的外形示意图。
29.图3是拼接式u型壳体的组成示意图。
30.图4是本发明优选实施例中组合加工的示意图。
31.其中,1:壳体中板、2:壳体左板、3:壳体右板、4:连接螺钉、5:圆柱销。
具体实施方式
32.为使本发明的目的、内容、和优点更加清楚,下面结合附图和实施例,对本发明的具体实施方式作进一步详细描述。
33.为解决上述技术问题,本发明提供一种光电吊舱用拼接组合式u型壳体,如图2
‑
图4所示,所述u型壳体为光电吊舱关键承力零件,涉及与方位组件、俯仰组件、其他壳体零件的连接安装,其包括:壳体左板2、壳体右板3、壳体中板1、连接螺钉4和圆柱销5;
34.所述壳体中板1为一体成型,分为顶部端面、左侧端面和右侧端面;其中,所述顶部端面设置有第一安装端面1
‑
2以及位于第一安装端面1
‑
2周边的第一密封槽1
‑
1用于连接安装方位组件;所述左侧端面1
‑
4与右侧端面完全相同,对称设置于顶部端面两端,且均与顶部端面垂直;
35.所述壳体左板2、壳体右板3分别在合适的位置处设置有螺纹孔,分别与壳体中板1的左侧端面及右侧端面连接固定共同组成u型壳体,并设置有承力凸台和抗剪用的圆柱销5,有效保证u型壳体的组合刚度;
36.所述壳体左板2侧向设置有第二安装孔2
‑
4,壳体右板3侧向设置有第三安装孔,第二安装孔2
‑
4与第三安装孔完全相同且同轴,用于连接安装俯仰组件。
37.其中,所述光电吊舱用拼接组合式u型壳体在拼接组合完后,对壳体中板1、壳体左板2、壳体右板3的上的所有定位孔或者定位轴主要是与方位组件、俯仰组件的连接安装位置,提前预留加工余量以及端面进行组合加工,保证一定的形位公差要求,组合加工完后整体进行后续的表面处理和外观涂漆。
38.其中,所述左侧端面与壳体左板2、右侧端面与壳体右板3分别通过连接螺钉4及螺纹孔进行螺钉连接。
39.其中,定义所述壳体左板2朝向左侧端面的安装面以及壳体右板3朝向右侧端面的安装面为内侧面,各自的反向面为外侧面;则,
40.所述壳体左板2、壳体右板3各自的内侧面上分别设置有多个承力凸台用于提高组合后u型壳体的抗剪切能力。
41.其中,所述壳体左板2、壳体右板3各自的外侧面分别设置有第四安装孔,用于与其
他壳体零件连接并在端面设置有密封槽加设密封胶绳,从而实现壳体密封。
42.其中,所述第一安装端面1
‑
2上设有螺纹连接孔用于连接固定方位组件,并在所述第一安装端面1
‑
2中央位置设有圆柱配合面1
‑
3用于实现与方位组件连接的轴向定位。
43.其中,所述第一密封槽1
‑
1用于实现方位组件的回转密封。
44.其中,所述左侧端面与右侧端面中间位置设置有矩形槽用于实现电气穿线。
45.其中,所述连接圆柱销用于保证壳体左板2、壳体右板3和壳体中板1组合时的精确定位以及组合后的抗剪效果。
46.其中,所述连接螺钉4用于保证壳体左板2、壳体右板3和壳体中板1能组合成u型壳体,且具有必要的刚度和强度。
47.实施例1
48.为实现上述目的,本实施例的光电吊舱用拼接组合式u型壳体(以下简称“拼接式u型壳体”),采用先用板料型材单独加工,再拼接组合,最后整体精修的方案实现,在降本增效、提高性能方面有着显著的优势。
49.所述拼接式u型壳体,其主要包括壳体左板、壳体右板、壳体中板、连接螺钉和圆柱销等几部分;其中所述壳体中板的顶部设置有密封槽和安装孔用于连接安装方位组件,壳体中板的中间位置设置有矩形槽用于实现电气穿线;所述壳体左板和壳体右板上分别设置有安装孔用于连接安装俯仰组件,壳体左板和壳体右板的端面分别设置有安装孔与其他壳体零件连接并在端面设置有密封槽安装密封胶绳实现壳体密封,壳体左板和壳体右板上设置有承力凸台;所述连接圆柱销用于保证壳体左板、壳体右板和壳体中板组合时的精确定位以及组合后的抗剪效果;所述连接螺钉用于保证壳体左板、壳体右板和壳体中板能组合成u型壳体,且具有必要的刚度和强度。
50.所述拼接式u型壳体,拼接组合完后需要对壳体中板、壳体右板、壳体左板的定位孔或者定位轴(主要是与方位组件、俯仰组件的连接安装位置,提前预留加工余量)以及端面进行整体精修,以确保其具备与一体化成型u型壳体同样的形位公差要求。精修结束后可继续开展如表面处理和外观涂漆等辅助工艺。
51.实施例2
52.根据图2所示,本实施例包括壳体中板1、壳体左板2、壳体右板3、连接螺钉4、圆柱销5。
53.根据图3所示,壳体中板1上设置有密封沟槽1
‑
1用于实现方位部位的回转密封,1
‑
2为端面并设置有螺纹连接孔用于连接固定方位组件,1
‑
3为圆柱配合面,用于与方位组件连接的轴向定位,安装端面1
‑
4为左右对称两面,分别与壳体左板2、壳体右板3通过螺纹孔进行螺钉连接,其中壳体左板2、壳体右板3的端面分别设置有类似3
‑
1、3
‑
2的定位凸台用于提高组合后u型壳体的抗剪切能力,壳体中板1上的图示左右对称设置有矩形槽1
‑
5用于电气穿线。
54.根据图3所示,壳体左板2的端面2
‑
1通过螺纹孔与其他壳体零件连接,端面2
‑
1上设置有密封槽2
‑
2以及若干螺纹孔,壳体左板2上设置有安装孔2
‑
5和销钉孔2
‑
6,分别通过连接螺钉4和圆柱销5与壳体中板1实现连接固定,端面2
‑
3上设置有螺纹孔与俯仰轴组件进行连接,俯仰轴组件与u型壳体通过2
‑
4实现轴向配合;壳体右板3与壳体右板2采用类似的对应设计,壳体右板2、壳体右板3通过连接螺钉4与壳体中板1进行固定连接后再分别安装
圆柱销5。壳体中板1、壳体左板2、壳体右板3分别加工时需要在1
‑
2、1
‑
3、2
‑
3、2
‑
4提前预留加工余量(壳体右板3参照壳体左板3在对应位置预留加工余量)。
55.根据图4所示,组合后的u型壳体参照附图4所示的尺寸进行加工并保证形位公差要求,组合加工完后的u型壳体棱边进行钳工打磨处理,保证外观接缝过渡平滑,组合加工完后整体进行后续的表面处理和外观涂漆。
56.以上所述仅是本发明的优选实施方式,应当指出,对于本技术领域的普通技术人员来说,在不脱离本发明技术原理的前提下,还可以做出若干改进和变形,这些改进和变形也应视为本发明的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1