型钢对扣码垛方法及码垛设备与流程
[0001]
本发明涉及型钢码垛方法,尤其涉及一种型钢对扣码垛方法及码垛设备。
背景技术:
[0002]
在c型、z型等型钢存储过程中,为了减小型钢的存储空间,需要将上下相邻的型钢对扣码垛。目前,型钢对扣码垛的方式是:在吊车的吊钩上钩挂夹抱器,通过吊车吊运夹抱器夹持的型钢逐个码垛,且型钢的翻转操作采用撬杠人工翻转。这种吊车吊运型钢的码垛方式速度慢,效率低,且人工翻转型钢劳动强度高,费时费力。
技术实现要素:
[0003]
本发明是为了解决上述技术问题,提供一种型钢对扣码垛方法及码垛设备,其可将型钢连续码垛,码垛速度快,效率高,且在码垛过程中将型钢自动翻转,取代人工翻转方式,劳动强度低,省时省力。
[0004]
本发明的技术解决方案是:
[0005]
型钢对扣码垛方法,其特殊之处在于,具体步骤如下所示:
[0006]
1、开口朝上的第一根型钢沿左右方向传送到第一输送机构,第一输送机构向前倾转,第一根型钢滑落到升降机构上的第二输送机构;
[0007]
2、第二输送机构将第一根型钢向前传送到升降机构前端的第三输送机构;
[0008]
3、调节升降机构高度使第三输送机构处于型钢堆放架底面上方,第三输送机构将第一根型钢向前传送至型钢堆放架底面上方;
[0009]
4、启动升降机构上的推送机构至第一根型钢后端,向后移动第三输送机构,在推送机构的阻挡作用下第一根型钢下落在型钢堆放架底面;
[0010]
5、开口朝上的第二根型钢重复上述操作,但在第二根型钢由第一输送机构滑落到第二输送机构过程中,第一输送机构与第二输送机构之间的翻转机构将第二根型钢翻扣在第二输送机构上,并调节升降机构高度使第三输送机构处于型钢堆放架上第一根型钢上方,最终第三输送机构将第二根型钢开口朝下码垛在型钢堆放架上的第一根型钢上;
[0011]
6、重复上述操作,实现型钢连续对扣码垛。
[0012]
型钢对扣码垛设备,包括机架,在机架上安装沿左右方向传送且上下转动的第一输送机构,在机架上位于第一输送机构下方安装上下运动的升降机构,在升降机构上安装沿前后方向传送的第二输送机构,在第一输送机构与第二输送机构之间安装翻转机构,在升降机构前端安装前后运动的第三输送机构和推送机构。
[0013]
进一步优选,所述第一输送机构是由与机架铰接的输送架、安装在输送架上沿左右方向转动的输送辊、驱动输送辊转动的第一驱动机构、驱动输送架转动的第二驱动机构构成。
[0014]
进一步优选,所述升降机构是由与机架铰接且上下转动的升降架、驱动升降架转动的第三驱动机构构成。
[0015]
进一步优选,所述第二输送机构是由安装在升降机构前后两端之间的链条传动机构、驱动链条传动机构转动的第四驱动机构构成。
[0016]
进一步优选,所述翻转机构是由铰接在升降机构后端且上下转动的翻板、驱动翻板转动的第五驱动机构构成。
[0017]
进一步优选,所述第三输送机构是由前后滑动安装在升降机构前端的伸缩杆、驱动伸缩杆滑动的第六驱动机构构成。
[0018]
进一步优选,所述推送机构是由前后滑动安装在升降机构前端的推板、驱动推板滑动的第七驱动机构构成。
[0019]
进一步优选,在第三输送机构前端安装止挡机构,启动止挡机构将多个板材集中在第二输送机构前端,关闭止挡机构将集中在第二输送机构前端的多个板材向前一同输送。
[0020]
进一步优选,所述止挡机构是由铰接在伸缩杆前端上下转动的挡杆、驱动挡杆转动的第八驱动机构构成。
[0021]
本发明的有益效果是:
[0022]
通过升降机构调节码垛高度,通过第一输送机构、第二输送机构、第三输送机构连续输送,进而实现型钢连续码垛,码垛速度快,效率高;且在型钢连续输送过程中,通过翻转机构将型钢上下反转,使上下相邻的型钢对扣码垛,取代了人工翻转方式,劳动强度低,省时省力。
附图说明
[0023]
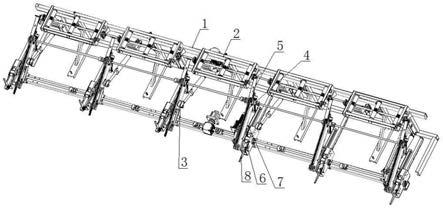
图1是本是本发明的结构示意图;
[0024]
图2是图1中第一输送机构的结构示意图;
[0025]
图3是图1中升降机构及第二输送机构的结构示意图;
[0026]
图4是图1中翻转机构的结构示意图;
[0027]
图5是图1中第三输送机构的结构示意图;
[0028]
图6是图1中推送机构的结构示意图;
[0029]
图7是图1中止挡机构的结构示意图;
[0030]
图中:1-机架,2-第一输送机构,3-升降机构,4-第二输送机构,5-翻转机构,6-第三输送机构,7-推送机构,8-止挡机构,201-输送架,202-输送辊,203-第一电机,204-蜗轮蜗杆传动机构,205-第一气缸,
[0031]
301-升降架,302-第二气缸,401-链条传动机构,402-第二电机,501-翻板,502-第三气缸,601-伸缩杆,602-第三电机,603-第一齿轮齿条传动机构,701-推板,702-第四气缸,801-挡杆,802-第二齿轮齿条传动机构。
具体实施方式
[0032]
如图1-图7所示,型钢对扣码垛设备,包括机架1,在机架1上安装沿左右方向传送且上下转动的第一输送机构2,所述第一输送机构2是由与机架1铰接的输送架201、安装在输送架201上沿左右方向转动的输送辊202、安装在输送架201上的第一电机203、连接在第一电机203输出轴端与输送辊202之间的蜗轮蜗杆传动机构204、连接在输送架201与机架1
之间的第一气缸205构成。在机架1上位于第一输送机构2下方安装上下运动的升降机构3,所述升降机构3是由与机架1铰接且上下转动的升降架301、连接在升降架301与机架1之间的第二气缸302构成。在升降机构3上安装沿前后方向传送的第二输送机构4,所述第二输送机构4是由安装在升降架301前后两端之间的链条传动机构401和安装在升降架301上与链条传动机构401连接的第二电机402构成。在第一输送机构2与第二输送机构4之间安装翻转机构5,所述翻转机构5是由铰接在升降架301后端且上下转动的翻板501、连接在翻板501与升降架301之间的第三气缸502构成。在升降机构3前端安装前后运动的第三输送机构6和推送机构7,所述第三输送机构6是由前后滑动安装在升降架301前端的伸缩杆601、安装在升降架301上的第三电机602、连接在伸缩杆601与第三电机602输出轴端的第一齿轮齿条传动机构603构成,所述推送机构7是由前后滑动安装在升降架301前端的推板701、连接在推板701与升降架301之间的第四气缸702构成。在第三输送机构6前端安装止挡机构8,所述止挡机构8是由铰接在伸缩杆601前端上下转动的挡杆801、连接在挡杆801与升降架301之间的第二齿轮齿条传动机构802构成。
[0033]
型钢对扣码垛方法,具体步骤如下所示:
[0034]
1、开口朝上的第一根型钢沿左右方向传送到第一输送机构2,第一输送机构2向前倾转,第一根型钢滑落到升降机构3上的第二输送机构4;
[0035]
2、第二输送机构4将第一根型钢向前传送到升降机构3前端的第三输送机构6;
[0036]
3、调节升降机构3高度使第三输送机构6处于型钢堆放架底面上方,第三输送机构6将第一根型钢向前传送至型钢堆放架底面上方;
[0037]
4、启动升降机构3上的推送机构7至第一根型钢后端,向后移动第三输送机构6,在推送机构7的阻挡作用下第一根型钢下落在型钢堆放架底面;
[0038]
5、开口朝上的第二根型钢重复上述操作,但在第二根型钢由第一输送机构2滑落到第二输送机构4过程中,第一输送机构2与第二输送机构4之间的翻转机构5将第二根型钢翻扣在第二输送机构4上,并调节升降机构3高度使第三输送机构6处于型钢堆放架上第一根型钢上方,最终第三输送机构6将第二根型钢开口朝下码垛在型钢堆放架上的第一根型钢上;
[0039]
6、重复上述操作,实现型钢连续对扣码垛。
[0040]
以上仅为本发明的具体实施例而已,并不用于限制本发明,对于本领域的技术人员来说,本发明可以有各种更改和变化。凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1