一种预拌砂浆原料自动化称量设备的制作方法
1.本申请涉及预拌砂浆生产设备的领域,尤其是涉及一种预拌砂浆原料自动化称量设备。
背景技术:
2.预拌砂浆是指由专业化厂家生产的,用于建设工程中的各种砂浆拌合物。目前,由于预拌砂浆具有质量稳定、节能环保等优势,因此许多城市在逐步推广使用预拌砂浆。
3.在预拌砂浆的配制过程中,为了保证预拌砂浆较高的质量,需要对预拌砂浆的各个原料按照一定量进行配比。通常在配制时,需要对原料进行称量,在称量的过程中,需要将原料转移至称重装置上,称量完成后再将原料转移至搅拌装置上。
4.但是在砂浆的配置过程中,通常还需要工作人员对原料进行运送,自动化程度较低,不利于提升工作效率。
技术实现要素:
5.为了提升工作生产效率,本申请提供一种预拌砂浆原料自动化称量设备。
6.本申请提供的一种预拌砂浆原料自动化称量设备采用如下的技术方案:
7.一种预拌砂浆原料自动化称量设备,包括储料仓、称重装置以及运送装置;所述储料仓下端开设有仓口,所述仓口上设置有自动给料机构;所述运送装置包括设置在储料仓一侧的送料车以及用于驱动送料车移动的第一驱动机构;
8.所述称重装置包括设置在送料车上承载架、设置在承载架上的称重仪以及设置在称重仪上的储料斗;所述承载架上设置有用于驱动储料斗翻转的第二驱动机构。
9.通过采用上述技术方案,自动给料机构能够将储料仓内的原料通入在储料斗内,储料斗内的称重仪即可对进入储料仓内的原料进行称重,当储料仓内的原料到达一定重量后,自动机料机构能够自动停止向储料斗内通入原料,从而实现自动定量供料,有效提升称量过程的自动化程度。第一驱动机构能够带动送料车移动,便于对原料进行运送,降低人工劳动。第二驱动机构能够带动储料斗翻转,从而实现自动化卸料,提升自动化程度,便于使用。
10.优选的,所述自动给料机构包括输料管、设置在输料管内的转轴以及固定在转轴上的叶片;所述输料管的一端开设有与仓口连通的进料口,另一端开设有出料口;所述转轴与输料管同轴设置,所述转轴的两端均通过轴承座与输料管连接;所述叶片沿转轴长度方向螺旋设置;所述输料管上还设置有驱动转轴转动的驱动电机。
11.通过采用上述技术方案,储料仓内的原料进入输料管内部,驱动电机带动转轴转动,从而带动叶片转动,使得叶片推动原料从进料口处移动至出料口处,即可实现自动输料。并且可随时控制驱动电机的启动或关闭,以便于控制输料的过程,以便于定量地向储料斗内送料。
12.优选的,所述出料口处设置有封闭门,并且所述输料管上设置有带动封闭门开闭
的气缸,所述气缸活塞杆与封闭门铰接,所述气缸的缸体与输料管铰接。
13.通过采用上述技术方案,气缸能够控制封闭门的开闭,当送料时,封闭门开启,保证送料的正常进行,当送料结束后,封闭门关闭,从而保证输送管内的原料不易洒落,有利于节省资源。
14.优选的,所述送料车下方设置有导轨,并且所述送料车与滑轨滑移连接导轨;所述导轨的一端延伸至出料口的下方,另一端远离出料口设置。
15.通过采用上述技术方案,驱动机构能够带动送料车沿导轨移动,以便于提升送料车移动的稳定性,并且能够便于控制送料车的移动距离。
16.优选的,所述第一驱动机构包括沿导轨长度方向设置的传送带以及用于驱动传送带运转的传送电机,所述送料车固定在传送带上。
17.通过采用上述技术方案,传送电机带动传送带运转,即可带动送料车沿导轨移动,并且可通过控制传送电机的转向控制送料车的移动方向,使得运送装置具有加高的自动化程度。
18.优选的,所述称重仪通过铰链与承载架连接,所述第二驱动机构设置为液压缸,所述液压缸的缸体与送料车铰接,所述液压缸的活塞杆与称重仪下端铰接,所述储料斗固定在称重仪上。
19.通过采用上述技术方案,液压缸活塞杆伸长,即可带动储料斗和称重仪一同沿铰链进行翻转,使得储料斗内的原料自动下落,从而实现自动卸料。
20.优选的,所述储料斗上还设置有振动电机。
21.通过采用上述技术方案,当储料斗翻转时,振动电机启动,振动电机能够带动储料斗进行震动,从而将储料斗内的原料充分倒出,使得原料不易在储料斗内遗留,有利于提升砂浆的配制精度。
22.优选的,所述储料斗的一侧还设置有接料槽,所述接料槽的一端固定在承载架上,另一端延伸至承载架一侧并向下倾斜。
23.通过采用上述技术方案,当储料斗进行翻转卸料时,接料槽能够对原料进行承接,使得原料不易洒落,以便于保证称量的精度。并且接料槽能够对原料的移动方向起到导向作用,便于卸料。
24.综上所述,本申请包括以下至少一种有益技术效果:
25.1. 自动给料机构能够将储料仓内的原料通入在储料斗内,储料斗内的称重仪随即对进入储料仓内的原料进行称重,储料仓内的原料到达一定重量后,自动机料机构停止向储料斗内通入原料,第一驱动机构能够带动送料车移动,第二驱动机构能够带动储料斗翻转,实现自动化卸料,由此能够有效提升设备的自动化;
26.2. 驱动电机通过转轴带动叶片转动,叶片推动输料管内的原料移动,即可实现自动输料;并且可随时控制驱动电机的启动或关闭,以便于控制输料的过程;输料管的出料口处设置有封闭门,当送料时,封闭门开启,当送料结束后,封闭门关闭,因此输送管内的原料不易洒落,有利于节省资源;
27.3. 储料斗上设置有振动电机,当储料斗翻转时,振动电机启动,振动电机能够带动储料斗进行震动,使得原料不易在储料斗内遗留;储料斗的一侧还设置有接料槽,当储料斗进行翻转卸料时,接料槽能够对原料进行承接,使得原料不易洒落。
附图说明
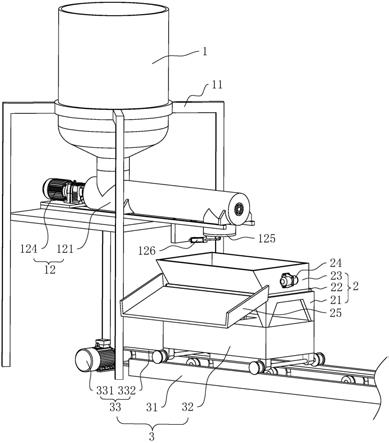
28.图1是自动化称量设备的结构示意图;
29.图2是自动给料机构的剖视图;
30.图3是称重装置的结构剖视图。
31.附图中标记:1、储料仓;11、支撑架;12、自动给料机构;121、输料管;122、转轴;123、叶片;124、驱动电机;125、封闭门;126、气缸;2、称重装置;21、承载架;22、称重仪;23、储料斗;24、振动电机;25、接料槽;26、第二驱动机构;3、运送装置;31、导轨;32、送料车;33、第一驱动机构;331、传送电机;332、传送带。
具体实施方式
32.以下结合附图1
‑
3对本申请作进一步详细说明。
33.本申请实施例公开一种预拌砂浆原料自动化称量设备。参照图1,自动化称量设备包括储料仓1、称重装置2和运送装置3,储料仓1下方设置有支撑架11,并且储料仓1固定在支撑架11上。储料仓1的下端开设有仓口,仓口处设置有自动给料机构12。自动给料机构12将原料持续通入称重装置2中,称重装置2随即对原料进行称量,称重装置2上的原料达到一定量时,自动给料机构12停止供料。称重装置2设置在运送装置3上,使得运送装置3能够对原料进行运送,使得设备具有较高的自动化。
34.参照图1和图2,自动给料机构12包括固定在储料仓1下端的输料管121、设置在输料管121内部的转轴122、设置在转轴122上的叶片123以及设置在输料管121一侧的驱动电机124。输料管121一端开设有与仓口连通的进料口,另一端开设有出料口,储料仓1内的原料能够进入到输料管121中。驱动电机124位于输料管121的进料口一端并固定在支撑架11上。转轴122沿输料管121长度方向设置,转轴122的两端均通过轴承座与输料管121连接,并且转轴122的端部与驱动电机124的输出端连接,由此,驱动电机124能够带动转轴122能够在输料管121内转动。
35.参照图2,叶片123呈螺旋状绕设在转轴122上,当转轴122转动,叶片123能够推动输料管121内部的原料有进料口移动至出料口,从而实现自动给料。
36.参照图2,出料口处还设置有封闭门125,封闭门125一侧与输料管121铰接,另一侧悬空设置。封闭门125与输料管121铰接的一侧设置有第二驱动机构26,第二驱动机构26设置为气缸126,气缸126的缸体与输料管121铰接,气缸126的活塞杆的轴线与封闭门125的转动轴线垂直,并且气缸126活塞杆的端部与封闭门125铰接。由此,气缸126伸缩即可控制封闭门125的开闭。
37.参照图1,运送装置3包括设置在储料仓1下方的导轨31、设置在导轨31上并与导轨31滑移连接的送料车32以及第一驱动机构33。导轨31的一端位于出料口的下方,另一端延伸至储料仓1的一侧。第一驱动机构33包括与导轨31平行设置的传送带332和传送电机331,传送带332与传送电机331的输出端连接,使得传送电机331带动传送带332运转。送料车32固定在传送带332,因此,传送电机331能够通过传送带332驱动送料车32沿导轨31移动。
38.参照图1和图3,称重装置2包括设置在送料车32上的承载架21、设置在承载架21上的称重仪22以及设置在称重仪22上的储料斗23。当原料进入储料斗23内时,称重仪22即可对储料斗23内的原料进行称重。称重仪22的一侧与承载架21铰接,另一侧与承载架21上端
相抵接,由此,称重仪22与承载架21抵接的一侧能够向上转动,并且称重仪22的转动轴线沿导轨31长度方向设置。
39.参照图3,称重仪22下方设置有第二驱动机构26,并且第二驱动机构26设置为液压缸。液压缸的缸体与送料车32上端铰接,液压缸的活塞杆与称重仪22下端铰接,由此,当液压缸活塞杆伸长时,储料斗23和称重仪22能够同时进行翻转,以便于卸料。
40.参照图1,储料斗23的外侧壁上固定有振动电机24,当储料斗23翻转时,振动电机24启动,带动储料斗23震动,使原料能够充分移出储料斗23,保证卸料的充分性。
41.参照图1,承载架21的一侧还设置有接料槽25,接料槽25位于称重仪22翻转方向的一侧,并且当储料斗23翻转时,储料斗23位于接料槽25的上方。接料槽25的一端固定在承载架21上,另一端远离承载架21设置并向下倾斜。接料槽25的宽度大于储料斗23的宽度,因此,储料斗23翻转时,储料斗23内的原料能够倒在接料槽25中,使得原料不易洒落。
42.本申请实施例一种预拌砂浆原料自动化称量设备的实施原理为:气缸126带动封闭门125打开,自动给料机构12运转,将储料仓1中的原料持续通入至储料斗23中,同时称重仪22对储料斗23内的原料重量进行称量,并对储料斗23内原料的重量进行监控。当储料斗23内的原料重量到达一定数值时,自动给料机构12停止运转,气缸126带动封闭门125关闭,停止向储料斗23内通入原料。
43.随后传送电机331通过传送带332驱动送料车32移动,当送料车32到达指定位置后,液压缸带动称重仪22和储料斗23同时翻转,进行卸料。
44.卸料完成后,液压缸带动称重仪22和储料斗23复位,传送电机331带动送料车32返回储料仓1下方,准备下一次称重送料。
45.以上均为本申请的较佳实施例,并非依此限制本申请的保护范围,故:凡依本申请的结构、形状、原理所做的等效变化,均应涵盖于本申请的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1