一种高清显示屏的显示模组组装设备的制作方法
1.本发明涉及显示屏组装领域,尤其涉及的是,一种高清显示屏的显示模组组装设备。
背景技术:
2.随着技术的发展,显示屏在户内显示领域的应用越来越广,在广告和信息发布领域等市场份额越来越大。led显示屏中led显示模组是关键,随着技术的不断发展,led屏幕的生产也规模化了,但是现有的机构一次只能抓取一种颜色的单一led灯珠进行插装,一次插一支灯,一块电路板上千个灯珠完成用时较长,相对效率不高,从而无法实现厂家生产线的操作规范化及提高产品的效率。因此,现有技术存在缺陷,需要改进。
技术实现要素:
3.本发明所要解决的技术问题是提供一种新型的高清显示屏的显示模组组装设备。
4.为实现上述目的,本发明所采用了下述的技术方案:一种高清显示屏的显示模组组装设备,包括机架,在机架的上侧设置工作台,在工作台上设置组装机构、进料机构和上料机构,所述进料机构位于所述上料机构的一侧,所述组装机构位于所述进料机构的后侧,所述进料机构和上料机构均设置在所述组装机构的行程范围内;所述上料机构包括托盘上料部件一、托盘上料部件二和移盘部件,所述托盘上料部件二设置在所述托盘上料部件一的后侧,所述托盘上料部件一和托盘上料部件二均设置在所述移盘部件的行程范围内;所述托盘上料部件一包括托料底板、托料板、x轴上料组件和z轴上料组件,所述x轴上料组件包括x轴动力气缸和导向件,所述导向件固定在所述工作台上,所述托料底板固定在所述导向件上,所述x轴动力气缸安装在所述工作台的下侧,所述x轴动力气缸的工作端与所述托料底板的底侧连接,带动托料底板沿着导向件左右移动;所述z轴上料组件固定在所述工作台的下侧,所述z轴上料组件的工作端穿过托料底板与设于托料底板上侧的托料板连接,带动托料板上下移动。
5.优选的,所述的高清显示屏的显示模组组装设备中,所述z轴上料组件包括上料固定板、上料顶板、上料底板、上料丝杆及上料电机,所述上料固定板固定在所述工作台上,所述上料丝杆的螺母座固定在上料固定板的中部,所述上料固定板上于所述螺母座的两侧各设一导向轴承座,所述导向轴承座内设有导向柱,所述导向柱的顶端与所述上料丝杆的顶端均与所述上料顶板连接,所述导向柱的底端与所述上料丝杆的底端均与所述上料底板连接,所述上料电机固定在所述上料底板上,并与所述上料丝杆联动;所述托料底板上设有与所述上料顶板相匹配的上料过槽,所述上料顶板穿过上料过槽与所述托料板抵接。
6.优选的,所述的高清显示屏的显示模组组装设备中,所述移盘部件包括移盘支架、x轴移盘组件、移盘安装板、z轴移盘组件一及z轴移盘组件二,所述移盘支架固定在所述工作台上,所述x轴移盘组件安装在所述移盘支架上,所述移盘安装板安装在所述x轴移盘组
件的工作端,所述z轴移盘组件一及z轴移盘组件二安装在所述移盘安装板上,所述z轴移盘组件一与z轴移盘组件二的结构相同。
7.优选的,所述的高清显示屏的显示模组组装设备中,所述z轴移盘组件一包括移盘固定座、伸缩气缸及吸嘴组件,所述移盘固定座固定在所述移盘安装板上,所述伸缩气缸固定在所述移盘固定座上,所述吸嘴组件安装在所述伸缩气缸的工作端。
8.优选的,所述的高清显示屏的显示模组组装设备中,所述组装机构包括组装支架、组装机械手、ccd对位部件、夹取部件一及夹取部件二,所述组装支架固定在所述工作台上,所述组装机械手安装在所述组装支架上,所述ccd对位部件、夹取部件一及夹取部件二均安装在所述组装机械手的工作端。
9.优选的,所述的高清显示屏的显示模组组装设备中,所述夹取部件一及夹取部件二分别设置在所述ccd对位部件的两侧,所述夹取部件一与所述夹取部件二的结构相同;所述夹取部件一包括滑台气缸和安装在所述滑台气缸工作端的夹爪组件。
10.优选的,所述的高清显示屏的显示模组组装设备中,所述组装机械手工作端的端部设置连接座,所述ccd对位部件、夹取部件一及夹取部件二均安装在所述连接座上,所述ccd对位部件包括相机固定座和固定在相机固定座上的相机,所述相机固定座固定在所述连接座上。
11.优选的,所述的高清显示屏的显示模组组装设备中,所述进料机构包括进料安装架、进料机械手和至少一进料部件,所述进料安装架固定在所述工作台上,所述进料部件安装在所述进料安装架的上部,所述进料机械手安装在所述进料安装架的后侧。
12.优选的,所述的高清显示屏的显示模组组装设备中,所述进料部件包括导轨组件、顶升组件和止进组件,所述导轨组件和止进组件固定在所述进料安装架上,所述止进组件位于所述导轨组件的前端,所述顶升组件位于所述导轨组件的下侧;所述导轨组件包括导轨安装座及固定在导轨安装座上的导轨件,所述导轨安装座固定在所述进料安装架的顶部,所述导轨件的内侧沿其自身长度方向设有与显示模组的电路板相适配的导槽。
13.优选的,所述的高清显示屏的显示模组组装设备中,所述顶升组件包括顶升支架、顶升固定板、顶升气缸和顶升定位板,所述顶升支架固定在所述工作台上,所述顶升固定板安装在所述顶升支架的上端,所述顶升气缸固定在所述顶升固定板的中部,所述顶升定位板位于所述顶升固定板的上侧,并与所述顶升气缸的工作端连接,所述顶升定位板的上侧面设有与显示模组的电路板相适配的定位柱。
14.相对于现有技术的有益效果是,采用上述方案,本发明结构简单,使用方便,实现自动化,可连续工作,节省人工,满足生产需要提高生产效率,具有很好的市场应用价值。
附图说明
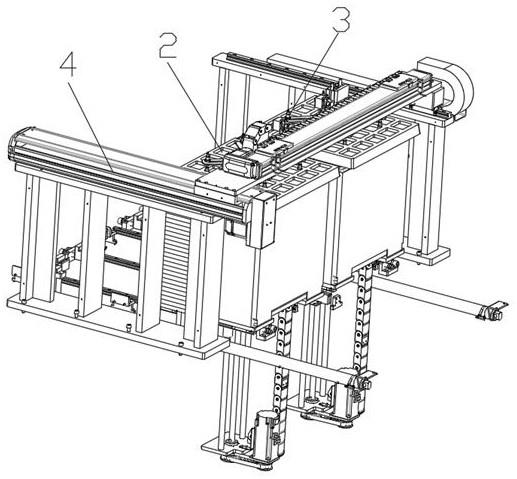
15.图1为本发明的一个实施例的总装配结构示意图;图2为本发明的图1实施例的上料机构的结构示意图;图3为本发明的图1实施例的托盘上料部件一的结构示意图之一;图4为本发明的图1实施例的托盘上料部件一的结构示意图之二;图5为本发明的图1实施例的移盘部件的结构示意图;图6为本发明的图1实施例的组装机构的结构示意图之一;
图7为本发明的图1实施例的组装机构的结构示意图之二;图8为本发明的图1实施例的进料机构的结构示意图之一;图9为本发明的图1实施例的进料机构的结构示意图之二;图10为本发明的图1实施例的顶升组件的结构示意图;以上附图所示:上料机构1、托盘上料部件一2、托料底板21、托料板22、x轴上料组件23、x轴动力气缸231、导向件232、z轴上料组件24、上料顶板241、上料固定板242、上料丝杆243、上料底板244、上料电机245、导向柱246、托盘上料部件二3、移盘部件4、移盘支架41、x轴移盘组件42、移盘安装板43、z轴移盘组件一44、z轴移盘组件二45、组装机构5、组装支架51、组装机械手52、夹取部件二53、ccd对位部件54、夹取部件一55、滑台气缸551、夹爪组件552、进料机构6、进料安装架61、进料部件7、导轨组件71、止进组件72、顶升组件73、顶升支架731、顶升气缸732、顶升固定板733、顶升定位板734。
具体实施方式
16.为了便于理解本发明,下面结合附图和具体实施例,对本发明进行更详细的说明。附图中给出了本发明的较佳的实施例。但是,本发明可以以许多不同的形式来实现,并不限于本说明书所描述的实施例。相反地,提供这些实施例的目的是使对本发明的公开内容的理解更加透彻全面。
17.需要说明的是,当元件被称为“固定于”另一个元件,它可以直接在另一个元件上或者也可以存在居中的元件。当一个元件被认为是“连接”另一个元件,它可以是直接连接到另一个元件或者可能同时存在居中元件。本说明书所使用的术语“安装”、“固定”、“左”、“右”以及类似的表述只是为了说明的目的。
18.除非另有定义,本说明书所使用的所有的技术和科学术语与属于本发明的技术领域的技术人员通常理解的含义相同。本说明书中在本发明的说明书中所使用的术语只是为了描述具体的实施例的目的,不是用于限制本发明。
19.如图1
‑
10所示,本发明的一个实施例是,该高清显示屏的显示模组组装设备,包括机架,在机架的上侧设置工作台,在工作台上设置组装机构5、进料机构6和上料机构1,所述进料机构6位于所述上料机构1的一侧,所述组装机构5位于所述进料机构6的后侧,所述进料机构6和上料机构1均设置在所述组装机构5的行程范围内;优选的,在工作台上侧设置有上机箱,组装机构5、进料机构6和上料机构1设置于上机箱内,在机架的侧边设置工控机,在机械加工中,往往需要工控机辅助完成,此为常识,在此不过多阐述工控机控制原理。优选的,所述上机箱的前侧设有对开门,所述对开门的门框内嵌入pvc封板,形成观察窗;优选的,所述上机箱的前侧设置操控面板,在操控面板的下侧设置多个操控按钮。优选的,该设备设有多个光电传感器,用以对来料、行程等进行感应检测,如,所选用的光电传感器为松下cx
‑
441传感器。本设备用于完成灯珠与电路板之间的插接工序,通过人工或者上料机械手将一组载有灯珠的托盘在上料端放置在上料机构1,并通过上料机构1移至工作位置;通过人工或者进料机械手将电路板推入进料机构6的工作位置;再由组装机构5将上料机构1的灯珠夹取,并移至进料机构6的工作位置,对应电路板上灯珠的安装位置将灯珠插接在电路板上,以完成灯珠与电路板之间的插接工序,本方案结构简单,使用方便,实现自动化,可连续工作,节省人工,满足生产需要提高生产效率,具有很好的市场应用价值。
20.所述上料机构1包括托盘上料部件一2、托盘上料部件二3和移盘部件4,所述托盘上料部件二3设置在所述托盘上料部件一2的后侧,所述托盘上料部件一2和托盘上料部件二3均设置在所述移盘部件4的行程范围内;优选的,所述托盘上料部件一2包括托料底板21、托料板22、x轴上料组件23和z轴上料组件24,所述x轴上料组件23包括x轴动力气缸231和导向件232,所述导向件232固定在所述工作台上,所述托料底板21固定在所述导向件232上,所述x轴动力气缸231安装在所述工作台的下侧,所述x轴动力气缸231的工作端与所述托料底板21的底侧连接,带动托料底板21沿着导向件232左右移动;所述z轴上料组件24固定在所述工作台的下侧,所述z轴上料组件24的工作端穿过托料底板21与设于托料底板21上侧的托料板22连接,带动托料板22上下移动。优选的,所述z轴上料组件24包括上料固定板242、上料顶板241、上料底板244、上料丝杆243及上料电机245,所述上料固定板242固定在所述工作台上,所述上料丝杆243的螺母座固定在上料固定板242的中部,所述上料固定板242上于所述螺母座的两侧各设一导向轴承座,所述导向轴承座内设有导向柱246,所述导向柱246的顶端与所述上料丝杆243的顶端均与所述上料顶板241连接,所述导向柱246的底端与所述上料丝杆243的底端均与所述上料底板244连接,所述上料电机245固定在所述上料底板244上,并与所述上料丝杆243联动;所述托料底板21上设有与所述上料顶板241相匹配的上料过槽,所述上料顶板241穿过上料过槽与所述托料板22抵接。优选的,在x轴上料组件23和z轴上料组件24的行程路线上均设置光电传感器,通过x轴上料组件23带动托料底板21及托料板22沿着导向件232左右移动,通过z轴上料组件24带动托料板22上下移动,通过x轴上料组件23和z轴上料组件24的配合实现灯珠的移料和上料。
21.优选的,所述移盘部件4包括移盘支架41、x轴移盘组件42、移盘安装板43、z轴移盘组件一44及z轴移盘组件二45,所述移盘支架41固定在所述工作台上,所述x轴移盘组件42安装在所述移盘支架41上,所述移盘安装板43安装在所述x轴移盘组件42的工作端,所述z轴移盘组件一44及z轴移盘组件二45安装在所述移盘安装板43上,所述z轴移盘组件一44与z轴移盘组件二45的结构相同。优选的,所述z轴移盘组件一44包括移盘固定座、伸缩气缸及吸嘴组件,所述移盘固定座固定在所述移盘安装板43上,所述伸缩气缸固定在所述移盘固定座上,所述吸嘴组件安装在所述伸缩气缸的工作端。优选的,所述x轴移盘组件42为丝杆传动组件,所述z轴移盘组件一44位于所述托盘上料部件一2的上方,所述z轴移盘组件二45位于所述托盘上料部件二3的上方,所述伸缩气缸的型号为cdq2l16
‑
30dmz。优选的,所述托盘上料部件一2与托盘上料部件二3的结构相同,通过托盘上料部件一2实现对灯珠一的上料,通过托盘上料部件二3实现对灯珠二的上料。优选的,在x轴移盘组件42、z轴移盘组件一44及z轴移盘组件二45的行程路线上均设置光电传感器,通过x轴移盘组件42带动z轴移盘组件一44及z轴移盘组件二45左右移动,通过z轴移盘组件一44及z轴移盘组件二45的上下移动,将托盘上料部件一2与托盘上料部件二3的托盘吸取;通过x轴移盘组件42、z轴移盘组件一44及z轴移盘组件二45的配合,将空托盘吸取并移至工作台左端放置的收盘仓。
22.例如,工作台的左端为上料机构1的上料端,在托料底板21的前、后及右侧设置定位板,导向件232由两个滑轨导件组成,x轴动力气缸231为推杆气缸,型号为sai100x500s;z轴上料组件24的上料电机245为减速机,型号为tch(v)40
‑
2200
‑
70s;通过x轴动力气缸231的伸缩带动托料底板21沿着滑轨导件左右移动,上料时,通过x轴动力气缸231带动托料底板21左移至上料端,通过人工或者上料机械手将一组载有灯珠一的托盘放置在托盘上料部
件一2的托料板22上,然后x轴动力气缸231带动托料底板21右移至工作位置,由组装机构5开始从最上层托盘夹取灯珠一,当组装机构5取完最上层托盘内的灯珠一,移盘部件4开始工作,通过x轴移盘组件42带动z轴移盘组件一44右移至托盘上料部件一2的托盘上侧,z轴移盘组件一44带动吸嘴组件下移,并通过吸嘴组件将最上层托盘吸附,再由z轴移盘组件一44带动上移,并通过x轴移盘组件42带动最上层托盘左移至工作台左端放置的收盘仓,将空托盘放入收盘仓;然后托盘上料部件一2的z轴上料组件24的上料电机245开始工作,带动上料丝杆243上移,通过上料顶板241将托料板22顶起,将第二层的托盘上移;然后组装机构5继续取料,当组装机构5取完第二层托盘内的灯珠一,移盘部件4再次工作;以此重复上述步骤,当最底层的托盘的灯珠一取完,则一组任务完成,换下一组载有灯珠一的托盘即可。托盘上料部件二3的工作步骤与托盘上料部件一2的工作步骤相同,托盘上均匀设置多个网格区域,每一网格区域均放置一组灯珠,组装机构5一次夹取一个网格区域内的一组灯珠,一个网格区域放置4x5个灯珠。先由组装机构5夹取托盘上料部件一2的一组灯珠一,然后再夹取托盘上料部件二3的一组灯珠二,然后移至进料机构6进行组装;以此重复完成电路板与灯珠一和灯珠二的组装。
23.所述组装机构5包括组装支架51、组装机械手52、ccd对位部件54、夹取部件一55及夹取部件二53,所述组装支架51固定在所述工作台上,所述组装机械手52安装在所述组装支架51上,所述ccd对位部件54、夹取部件一55及夹取部件二53均安装在所述组装机械手52的工作端。优选的,所述夹取部件一55及夹取部件二53分别设置在所述ccd对位部件54的两侧,所述夹取部件一55与所述夹取部件二53的结构相同;所述夹取部件一55包括滑台气缸551和安装在所述滑台气缸551工作端的夹爪组件552。优选的,所述组装机械手52工作端的端部设置连接座,所述ccd对位部件54、夹取部件一55及夹取部件二53均安装在所述连接座上,所述ccd对位部件54包括相机固定座和固定在相机固定座上的相机,所述相机固定座固定在所述连接座上。优选的,所述相机的下侧设置有照明组件,相机透过照明组件向下照射。进一步的,滑台气缸551的型号为xycrsc60,夹爪组件552为电动夹爪,其型号为smc
‑
lehf20k2
‑
48,组装机械手52为四轴机械手,型号为scara
‑
thl700,机械手为现有常用机械,故此未做过多赘述,本实施例中选用的气缸、电机等元件均为现有常用元件。
24.例如,在运行之初,设置各个机构的工作位置,标定ccd对位部件54和夹取部件一55及夹取部件二53的相对位置;通过人工或者上料机械手将一组载有灯珠一的托盘放置在托盘上料部件一2的托料板22上,将一组载有灯珠二的托盘放置在托盘上料部件二3的托料板上,通过人工或者进料机械手将电路板推入进料机构6的工作位置;然后由组装机构5的夹取部件一55夹取托盘上料部件一2的一组灯珠一,再由夹取部件二53夹取托盘上料部件二3的一组灯珠二;然后通过组装机械手52将ccd对位部件54移至待组装的电路板正上方,并进行视觉编程,标定电路板上灯珠一的安装位置和灯珠二的安装位置,生成视觉路径和对应的微移路径;组装机构5根据ccd对位部件54生成的微移路径,将一组灯珠一移至标定的灯珠一安装位置,将灯珠一插接在电路板上,接着将一组灯珠二移至标定的灯珠二安装位置,将灯珠二插接在电路板上。工控机通过ccd对位部件54对定位参照点的识别计算出电路板上灯珠安装位置在前后左右方向的偏移量,结合ccd对位部件54和对应夹取部件一55及夹取部件二53的相对位置计算出微移路径。本设备设置两个夹取部件,一次夹取一组灯珠一和一组灯珠二,组装机构5一次移料可完成两组不同基色的灯珠的插装,提高生产效
率。
25.所述进料机构6包括进料安装架61、进料机械手和至少一进料部件7,所述进料安装架61固定在所述工作台上,所述进料部件7安装在所述进料安装架61的上部,所述进料机械手安装在所述进料安装架61的后侧。优选的,所述进料部件7包括导轨组件71、顶升组件73和止进组件72,所述导轨组件71和止进组件72固定在所述进料安装架61上,所述止进组件72位于所述导轨组件71的前端,所述顶升组件73位于所述导轨组件71的下侧;所述导轨组件71包括导轨安装座及固定在导轨安装座上的导轨件,所述导轨安装座固定在所述进料安装架61的顶部,所述导轨件的内侧沿其自身长度方向设有与显示模组的电路板相适配的导槽。优选的,所述顶升组件73包括顶升支架731、顶升固定板733、顶升气缸732和顶升定位板734,所述顶升支架731固定在所述工作台上,所述顶升固定板733安装在所述顶升支架731的上端,所述顶升气缸732固定在所述顶升固定板733的中部,所述顶升定位板734位于所述顶升固定板733的上侧,并与所述顶升气缸732的工作端连接,所述顶升定位板734的上侧面设有与显示模组的电路板相适配的定位柱。优选的,所述顶升固定板733的四角各设一轴座,所述轴座内设有导向轴,所述导向柱246的顶端与所述顶升定位板734连接。顶升气缸732选用的气缸为dnc
‑
32
‑
40
‑
ppv
‑
a。优选的,所述止进组件72包括升降气缸和安装在升降气缸工作端的止进板。进一步的,升降气缸为推杆气缸,其型号为mgpm16
‑
30z。优选的,所述进料机构6包括进料部件一和进料部件二,所述进料部件一和进料部件二并排安装在所述进料安装架的上部,所述进料部件一和进料部件二的结构相同。例如,工作台的后端为进料机构6的进料端,进料时,通过人工或者进料机械手从导轨组件71的后端将电路板沿着导轨组件71的导槽推入进料机构6的工作位置;然后由组装机构5完成灯珠一与灯珠二和电路板之间的插接工序,在电路板插接完成后,再次由人工或者进料机械手将电路板沿着导轨组件71的导槽取出;然后替换下一代加工的电路板。
26.本实施例中的高清显示屏的显示模组组装设备,在设备运行之初,工作人员先根据待组装的灯珠和电路板的大小,调整各部件的运动位置、光电开关的位置,保证该设备适应代工品,本设备由工控机控制各机构工作。首先,通过人工或者上料机械手将一组载有灯珠一的托盘放置在托盘上料部件一的托料板上;同时,将一组载有灯珠二的托盘放置在托盘上料部件二的托料板上;然后,通过人工或者进料机械手从导轨组件的后端将电路板沿着导轨组件的导槽推入进料机构的工作位置;然后,由托盘上料部件一的x轴动力气缸将一组载有灯珠一的托盘右移至工作位置,由托盘上料部件二的x轴动力气缸将一组载有灯珠二的托盘右移至工作位置;然后由组装机构的夹取部件一夹取托盘上料部件一的一组灯珠一,再由夹取部件二夹取托盘上料部件二的一组灯珠二;然后通过组装机械手将ccd对位部件移至待组装的电路板正上方,并进行视觉编程,标定电路板上灯珠一的安装位置和灯珠二的安装位置,生成视觉路径和对应的微移路径;然后组装机构根据ccd对位部件生成的微移路径,将一组灯珠一移至标定的灯珠一安装位置,将灯珠一插接在电路板上,接着将一组灯珠二移至标定的灯珠二安装位置,将灯珠二插接在电路板上;然后,由组装机构的夹取部件一夹取托盘上料部件一的下一组灯珠一,再由夹取部件二夹取托盘上料部件二的下一组灯珠二;再通过组装机械手将ccd对位部件移至待组装的电路板正上方,并进行视觉编程,标定电路板下一组灯珠一的安装位置和下一组灯珠二的安装位置,生成视觉路径和对应的微移路径;然后组装机构根据ccd对位部件生成的微移路径,将一组灯珠一移至标定的灯珠
一安装位置,将灯珠一插接在电路板上,接着将一组灯珠二移至标定的灯珠二安装位置,将灯珠二插接在电路板上;以此重复完成电路板与灯珠一和灯珠二的组装。在组装机构夹取灯珠的过程中,组装机构从最上层托盘夹取灯珠一,当组装机构取完最上层托盘内的灯珠一,移盘部件开始工作,通过吸嘴组件将最上层的空托盘吸附,通过z轴移盘组件一和x轴移盘组件的配合,将空托盘放入收盘仓;然后托盘上料部件一的z轴上料组件开始工作,将第二层的托盘上移;然后组装机构继续取料,当组装机构取完第二层托盘内的灯珠一,移盘部件再次工作;以此重复上述步骤,当最底层的托盘的灯珠一取完,则一组任务完成,换下一组载有灯珠一的托盘即可;托盘上料部件二的工作步骤与托盘上料部件一的工作步骤相同。在电路板插接完成后,由人工或者进料机械手将电路板沿着导轨组件的导槽取出,然后替换下一代加工的电路板。本设备设置两个夹取部件,一次夹取一组灯珠一和一组灯珠二,组装机构一次移料可完成两组不同基色的灯珠的插装,结构简单,使用方便,实现自动化,可连续工作,节省人工,满足生产需要提高生产效率,具有很好的市场应用价值。
27.实施例2本实施例的一种高清显示屏的显示模组组装设备与实施例1的不同之处在于,所述上料机构包括托盘上料部件一、托盘上料部件二、托盘上料部件三和移盘部件,所述托盘上料部件二设置在所述托盘上料部件一的后侧,所述托盘上料部件三设置在所述托盘上料部件二的后侧,所述托盘上料部件一、托盘上料部件二和托盘上料部件三均设置在所述移盘部件的行程范围内;优选的,所述托盘上料部件一、托盘上料部件二与托盘上料部件三的结构相同,通过托盘上料部件一实现对灯珠一的上料,通过托盘上料部件二实现对灯珠二的上料,通过托盘上料部件三实现对灯珠三的上料,灯珠一、灯珠二及灯珠三分别对应rgb单基色灯珠。所述组装机构包括组装支架、组装机械手、ccd对位部件、夹取部件一、夹取部件二及夹取部件三,所述组装支架固定在所述工作台上,所述组装机械手安装在所述组装支架上,所述ccd对位部件、夹取部件一、夹取部件二及夹取部件三均安装在所述组装机械手的工作端。优选的,所述夹取部件一、夹取部件二及夹取部件三呈三角设置,所述ccd对位部件位于所述夹取部件一、夹取部件二及夹取部件三围成的三角形的中心位置。例如,在运行之初,设置各个机构的工作位置,标定ccd对位部件和夹取部件一、夹取部件二及夹取部件三的相对位置;通过人工或者上料机械手将一组载有灯珠一的托盘放置在托盘上料部件一的托料板上,将一组载有灯珠二的托盘放置在托盘上料部件二的托料板上,将一组载有灯珠三的托盘放置在托盘上料部件三的托料板上,通过人工或者进料机械手将电路板推入进料机构的工作位置;然后由组装机构的夹取部件一夹取托盘上料部件一的一组灯珠一,再由夹取部件二夹取托盘上料部件二的一组灯珠二,再由夹取部件三夹取托盘上料部件三的一组灯珠三;然后通过组装机械手将ccd对位部件移至待组装的电路板正上方,并进行视觉编程,标定电路板上灯珠一的安装位置、灯珠二的安装位置和灯珠三的安装位置,生成视觉路径和对应的微移路径;组装机构根据ccd对位部件生成的微移路径,将一组灯珠一移至标定的灯珠一安装位置,将灯珠一插接在电路板上,接着将一组灯珠二移至标定的灯珠二安装位置,将灯珠二插接在电路板上,接着将一组灯珠三移至标定的灯珠三安装位置,将灯珠三插接在电路板上。本设备设置三个夹取部件,一次夹取一组灯珠一、一组灯珠二和一组灯珠三,组装机构一次移料可完成三组不同基色的灯珠的插装,提高生产效率。
28.需要说明的是,上述各技术特征继续相互组合,形成未在上面列举的各种实施例,
均视为本发明说明书记载的范围;并且,对本领域普通技术人员来说,可以根据上述说明加以改进或变换,而所有这些改进和变换都应属于本发明所附权利要求的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1