一种陶瓷烟嘴组装机的制作方法
1.本实用新型涉及一种陶瓷烟嘴组装机,属于自动装配技术领域。
背景技术:
2.随着人们对身体健康的关注度上升,人们都意识到了烟草对于人们身体的危害,但是戒烟对于那些长期吸烟的人来说是一件非常艰难和痛苦的事情,市面上有很多戒烟的方法但却都没有效果,因此,产生了电子烟,电子烟通常是将烟液经过雾化器雾化供使用者使用,烟液在制作时,去除了尼古丁、焦油等危害身体的物质,消除了对于人体的危害,而且正因为烟液中没有尼古丁、焦油等有害物质,人们抽电子烟后,烟瘾也会渐渐地变小,因此电子烟具有辅助戒烟的效果。
3.在现有技术中,在电子烟烟嘴的生产制造过程中,会对陶瓷件、硅胶件、铜柱件进行组合装配,现有的装配技术均为人工先将硅胶件装填到陶瓷内,由人工放置到按压装置下,再将铜柱件装填到陶瓷硅胶件内,再由人工放置到按压装置下组装装配,这样的加工方式增大了人力的输出使得工作效率十分有限且装配精度达不到烟嘴组装的精度要求。
技术实现要素:
4.为解决上述问题,本实用新型采用如下的技术方案。
5.一种陶瓷烟嘴组装机,包括主机台、陶瓷件振动盘机台、硅胶件振动盘机台和铜柱件振动盘机台,所述的陶瓷件振动盘机台、硅胶件振动盘机台和铜柱件振动盘机台与主机台固定连接,所述的主机台上设置有陶瓷件上料组件、陶瓷检测组件、点胶机构组件、校正机构组件、移位组装组件、压合组件、成品取料组件、铜柱件上料组件、硅胶件上料组件、导电滑环组件和清料气缸组件,所述的陶瓷件上料组件包括陶瓷件直振、陶瓷件上料机械手。
6.优选地,所述的陶瓷件直振通过螺栓固定连接在主机台上,所述的陶瓷件上料机械手通过螺栓固定连接在主机台上,所述的陶瓷检测组件通过螺栓固定连接在主机台上,所述的点胶机构组件通过螺栓固定连接在主机台上,所述的点胶机构组件通过转盘旋转到位后上下气缸下行,进行点胶动作,转盘的治具下方安装的步进电机旋转配合点胶,所述的校正机构组件通过螺栓固定连接在主机台上,所述的移位组装组件通过螺栓固定连接在主机台上。
7.优选地,所述的压合组件通过螺栓固定连接在主机台上,所述的成品取料组件通过螺栓固定连接在主机台上,所述的铜柱件上料组件通过螺栓固定连接在主机台上,所述的硅胶件上料组件通过螺栓固定连接在主机台上,所述的导电滑环组件通过螺栓固定连接在主机台上,所述的导电滑环组件将陶瓷烟嘴组装机上步进电机以及感应器的线通过电滑环连接至电控箱,所述的清料气缸组件通过螺栓固定连接在主机台上。
8.优选地,所述的主机台上还设置有触摸屏控制盒装置、胶水蠕动泵和成品装纳盒,所述的触摸屏控制盒装置和胶水蠕动泵通过螺栓固定连接在主机台上,所述的成品装纳盒放置在主机台上。
9.优选地,所述的陶瓷件上料机械手上设置有陶瓷件产品气爪,所述的陶瓷件产品气爪固定连接在陶瓷件上料机械手上,所述的移位组装组件上设置有铜柱件产品气爪,所述的铜柱件产品气爪固定连接在移位组装组件上,所述的成品取料组件上设置有陶瓷件产品气爪和成品下料导向钣金,所述的陶瓷件产品气爪固定连接在成品取料组件上,所述的成品下料导向钣金固定连接在成品取料组件下方,所述的成品下料导向钣金将组装好的成品件滑动到成品装纳盒内,所述的铜柱件上料组件上设置有铜柱件产品气爪和错分机构,所述的铜柱件产品气爪固定连接在铜柱件上料组件上,所述的错分机构固定连接在铜柱件上料组件的机身侧壁上,所述的硅胶件上料组件上设置有错分机构和柔性夹爪,所述的错分机构固定连接在硅胶件上料组件的机身侧壁上,所述的柔性夹爪固定连接在硅胶件上料组件上。
10.优选地,所述的陶瓷件振动盘机台上设置有陶瓷件上料振动盘,所述的陶瓷件上料振动盘利用螺栓固定连接在陶瓷件振动盘机台上,所述的硅胶件振动盘机台上设置有硅胶件上料振动盘,所述的硅胶件上料振动盘利用螺栓固定连接在硅胶件振动盘机台上,所述的铜柱件振动盘机台上设置有铜柱件上料振动盘,所述的铜柱件上料振动盘通过螺栓固定连接在铜柱件振动盘机台上。
11.与现有技术相比,本实用新型的有益效果是:
12.上述的陶瓷烟嘴组装机,设置有陶瓷件上料组件、移位组装组件、成品取料组件、铜柱件上料组件和硅胶件上料组件,通过这些组件的配合使用,能够使得陶瓷烟嘴组装机达到自动化上下料的目的大大地降低了人工成本,还设置有陶瓷检测组件、点胶机构组件、校正机构组件、移位组装组件和压合组件,通过这些组件的配合使用,使得陶瓷烟嘴组装机能够进行全自动化的生产,有效地提高了装配作业的工作效率,同时有效地避免了各个工位上出现异常情况,具有一定的实用性。
附图说明
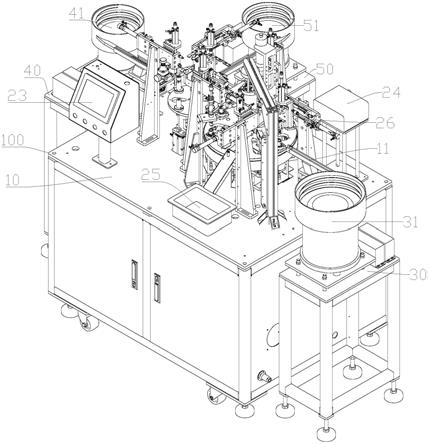
13.图1为本实用新型中陶瓷烟嘴组装机的结构示意图;
14.图2为本实用新型中陶瓷烟嘴组装机的结构俯视图;
15.图3为本实用新型中陶瓷件上料机械手、陶瓷检测组件及点胶机构组件的结构示意图;
16.图4为本实用新型中校正机构组件、移位组装组件及压合组件的结构示意图;
17.图5为本实用新型中成品取料组件、铜柱件上料组件及硅胶上料机械手的结构示意图;
18.图6为本实用新型中导电滑环组件和清料气缸组件的结构示意图。
19.图中:100、陶瓷烟嘴组装机;
20.10、主机台;11、陶瓷件直振;12、陶瓷件上料机械手;121、陶瓷件产品气爪;13、陶瓷检测组件;14、点胶机构组件;15、校正机构组件;16、移位组装组件;161、铜柱件产品气爪;17、压合组件;18、成品取料组件;181、成品下料导向钣金;19、铜柱件上料组件;191、错分机构;20、硅胶件上料组件;201、柔性夹爪;21、导电滑环组件;22、清料气缸组件;23、触摸屏控制盒装置;24、胶水蠕动泵;25、成品装纳盒;26、陶瓷件上料组件;
21.30、陶瓷件振动盘机台;31、陶瓷件上料振动盘;
22.40、硅胶件振动盘机台;41、硅胶件上料振动盘;
23.50、铜柱件振动盘机台;51、铜柱件上料振动盘。
具体实施方式
24.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
25.如图1
‑
6所示,其为本实用新型一优选实施方式的一种陶瓷烟嘴组装机的结构示意图,本实施例的陶瓷烟嘴组装机100包括主机台10、陶瓷件振动盘机台30、硅胶件振动盘机台40和铜柱件振动盘机台50,所述的陶瓷件振动盘机台30、硅胶件振动盘机台40和铜柱件振动盘机台50与主机台10固定连接。
26.所述的主机台10上设置有陶瓷件上料组件26、陶瓷检测组件13、点胶机构组件14、校正机构组件15、移位组装组件16、压合组件17、成品取料组件18、铜柱件上料组件19、硅胶件上料组件20、导电滑环组件21和清料气缸组件22,所述的陶瓷件上料组件26包括陶瓷件直振11、陶瓷件上料机械手12。所述的陶瓷件直振11通过螺栓固定连接在主机台10上,所述的陶瓷件上料机械手12通过螺栓固定连接在主机台10上,所述的陶瓷件上料机械手12通过人工投料到振动盘,振动盘将陶瓷件通过直振轨道送到陶瓷件待取位,到位光纤检测到陶瓷件到位信号,机械手过来取陶瓷件并且将其移动到转盘治具上,所述的陶瓷检测组件13通过螺栓固定连接在主机台10上,所述的陶瓷检测组件13用于检测治具上的烟嘴有没有被取料机械手取走,防止在工位上发生撞机,所述的点胶机构组件14通过螺栓固定连接在主机台10上,所述的点胶机构组件14通过转盘旋转到位后上下气缸下行,进行点胶动作,转盘的治具下方安装的步进电机旋转配合点胶,使得产品均匀点胶,所述的校正机构组件15通过螺栓固定连接在主机台10上,所述的校正机构组件15用于为陶瓷烟嘴组装机100的组装动作提供稳定可靠的装配环境,降低组装不到位的风险,所述的移位组装组件16通过螺栓固定连接在主机台10上,所述的移位组装组件16用于配合产品完成组装,所述的压合组件17通过螺栓固定连接在主机台10上,所述的压合组件17用于避免陶瓷烟嘴组装机100上没有完全组装到位的情况出现,所述的成品取料组件18通过螺栓固定连接在主机台10上,所述的成品取料组件18用于将已经组装好的烟嘴从治具上取出,所述的铜柱件上料组件19通过螺栓固定连接在主机台10上,所述的硅胶件上料组件20通过螺栓固定连接在主机台10上,所述的导电滑环组件21通过螺栓固定连接在主机台10上,所述的导电滑环组件21用于将陶瓷烟嘴组装机100上步进电机以及感应器的线通过电滑环连接至电控箱,所述的清料气缸组件22通过螺栓固定连接在主机台10上,所述的清料气缸组件22用于避免出现组装机械手没有取走硅胶铜柱件而造成撞机。
27.所述的主机台10上还设置有触摸屏控制盒装置23、胶水蠕动泵24和成品装纳盒25,所述的触摸屏控制盒装置23和胶水蠕动泵24通过螺栓固定连接在主机台10上,所述的成品装纳盒25放置在主机台10上。
28.所述的陶瓷件上料机械手12上设置有陶瓷件产品气爪121,所述的陶瓷件产品气爪121固定连接在陶瓷件上料机械手12上用于抓取陶瓷件产品,所述的移位组装组件16上
设置有铜柱件产品气爪161,所述的铜柱件产品气爪161固定连接在移位组装组件16上用于抓取铜柱件产品,所述的成品取料组件18上设置有陶瓷件产品气爪121和成品下料导向钣金181,所述的陶瓷件产品气爪121固定连接在成品取料组件18上,所述的成品下料导向钣金181固定连接在成品取料组件18下方,所述的成品下料导向钣金181用于将组装好的成品件滑动到成品装纳盒25内,所述的铜柱件上料组件19上设置有铜柱件产品气爪161和错分机构191,所述的铜柱件产品气爪161固定连接在铜柱件上料组件19上,所述的错分机构191固定连接在铜柱件上料组件19的机身侧壁上,所述的错分机构191能够有效地避免机械手取料时,待取物料受到后面物料的挤压而导致待取物料位置发生偏移,所述的硅胶件上料组件20上设置有错分机构191和柔性夹爪201,所述的错分机构191固定连接在硅胶件上料组件20的机身侧壁上,所述的柔性夹爪201固定连接在硅胶件上料组件20上用于夹取硅胶柔性产品。
29.所述的陶瓷件振动盘机台30上设置有陶瓷件上料振动盘31,所述的陶瓷件上料振动盘31利用螺栓固定连接在陶瓷件振动盘机台30上,所述的硅胶件振动盘机台40上设置有硅胶件上料振动盘41,所述的硅胶件上料振动盘41利用螺栓固定连接在硅胶件振动盘机台40上,所述的铜柱件振动盘机台50上设置有铜柱件上料振动盘51,所述的铜柱件上料振动盘51通过螺栓固定连接在铜柱件振动盘机台50上。
30.本实施中,当需要用到陶瓷烟嘴组装机100进行陶瓷烟嘴的组装时,首先陶瓷件通过振动盘上料到直振,直振将陶瓷件送至陶瓷件待取位,到位光纤检测到陶瓷件到位信号,陶瓷件上料机械手12过来取陶瓷件并且将其移动到转盘治具上,大转盘旋转一个工位,陶瓷件经过陶瓷检测组件13检测有没有把陶瓷件放到转盘的治具上,大转盘旋转一个工位,陶瓷件至点胶机构组件14上下气缸下行,进行点胶动作,转盘的治具下方安装的步进电机旋转,配合点胶,使得产品均匀点胶,大转盘旋转一个工位,至移位组装组件16,组装机械手将已经在小转盘组装好的硅胶铜柱件移动到大转盘上,并组装到涂有胶水的陶瓷件上,组装时大转盘下的步进电机旋转配合组装动作,使得产品完全组装。大转盘旋转一个工位,至压合工位,压合气缸下行,将组装完成的陶瓷硅胶铜柱件烟嘴压合,同时转盘下的步进电机旋转配合压合动作,该工位主要是为了避免组合工位处没有完全组装到位的情况出现,大转盘旋转一个工位,至取料工位,所述的成品取料组件18将已经压合的产品取出到成品装纳盒25内,即可完成一整套的组装工作,本实用新型的结构简单便于操作,通过自动化的上料以及装配方式,有效地提高了装配作业的工作效率,减少了人工成本,具有一定的实用性。
31.以上内容是结合具体实施方式对本实用新型作进一步详细说明,不能认定本实用新型具体实施只局限于这些说明,对于本实用新型所属技术领域的普通技术人员来说,在不脱离本实用新型的构思的前提下,还可以作出若干简单的推演或替换,都应当视为属于本实用新型所提交的权利要求书确定的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1