马达壳自动上料机的制作方法
1.本实用新型涉及一种上料机,尤其涉及一种马达壳自动上料机。
背景技术:
2.众所周知,马达广泛地应用于电子消费品当中。其中,对于马达来说,它主要由定子、动子和马达壳构成,因此,在马达的组装设备中,离不开对马达壳上料的上料机。
3.目前,现有的上料机是将操作人员手工摆放到上料位置的料盘中的马达壳抓走再放置于组装设备中,当料盘上的马达壳被取完后,此时操作人员再将空的料盘取下再放上装满马达壳的料盘,这样增加了操作人员的负担,并影响到马达壳上料的速度;同时,由于马达壳有方向性的要求,而存放于料盘上的每个马达壳的摆放角度不一致,因此,上料机直接将料盘中的马达壳转移至组装设备处会存在位置不准确的缺陷。
4.因此,急需要一种存物多、节省人工和确保上料位置准确性的马达壳自动上料机来克服上述的缺陷。
技术实现要素:
5.本实用新型的目的在于提供一种存物多、节省人工和确保上料位置准确性的马达壳自动上料机。
6.为了实现上述目的,本实用新型的马达壳自动上料机适用对马达壳定位和上料,包括框架、取放机械手、ccd视觉装置、角度调整装置、定位模座、第一驱动器、第二驱动器及用于承载批量料盘的料盘上料装置。所述料盘上料装置安装于所述框架并使批量料盘沿所述框架的z轴方向向上上料,所述取放机械手安装于所述框架并位于所述料盘上料装置的对应上方,所述角度调整装置和定位模座各位于所述料盘上料装置的旁边,所述角度调整装置和定位模座还水平地滑设于所述框架;所述第一驱动器安装于所述框架,所述第一驱动器选择性地驱使所述角度调整装置滑移至靠近所述料盘上料装置的避让位置或滑移至远离所述料盘上料位置的检测位置,所述ccd视觉装置安装于所述框架并位于所述检测位置的角度调整装置的正上方;所述第二驱动器安装于所述框架,所述第二驱动器选择性地驱使所述定位模座滑移至靠近所述料盘上料装置的定位位置或滑移至远离所述料盘上料位置的上料位置,所述取放机械手用于将所述料盘上料装置所输送来的料盘中的马达壳转移至所述避让位置的角度调整装置处,所述角度调整装置在所述ccd视觉装置的配合下调整该角度调整装置上的马达壳角度,所述取放机械手还用于将所述避让位置的角度调整装置上的被调整角度后的马达壳转移至所述定位位置的定位模座。
7.较佳地,所述角度调整装置和定位模座两者沿所述框架的x轴方向位于所述料盘上料装置的同一侧的旁边,所述角度调整装置和定位模座两者还沿所述框架的x轴方向滑移,所述角度调整装置和定位模座两者沿所述框架的y轴方向相隔开。
8.较佳地,所述料盘上料装置至少为两个且沿所述框架的x轴方向排列。
9.较佳地,本实用新型的马达壳自动上料机还包括安装于所述框架的次品收集容
器,所述次品收集容器沿所述框架的y轴方向位于所述定位模座的背对所述角度调整装置的一侧旁边。
10.较佳地,本实用新型的马达壳自动上料机还包括滑座及第三驱动器,所述滑座滑设于所述框架,所述滑座与所述第二驱动器的输出端装配连接,所述定位模座滑设于所述滑座,所述第三驱动器安装于所述滑座,所述第三驱动器的输出端与所述定位模座装配连接。
11.较佳地,所述料盘上料装置包含料盘托架、升降电机、升降丝杆及升降丝母,所述料盘托架沿所述框架的z轴方向滑设于所述框架,所述升降丝杆沿所述框架的z轴方向布置并可转动地装配于所述框架,所述升降丝母可沿所述框架的z轴方向滑移地套装于所述升降丝杆,所述升降丝母还与所述料盘托架固定连接,所述升降电机位于所述料盘托架的下方,所述升降电机安装于所述框架并驱使所述升降丝杆旋转。
12.较佳地,所述取放机械手包含xy轴移载模组、料盘取放装置及马达壳取放装置,所述xy轴移载模组安装于所述框架,所述料盘取放装置和马达壳取放装置同时安装于所述xy轴移载模组的输出端,由所述xy轴移载模组驱使所述料盘取放装置和马达壳取放装置一起沿所述框架的x轴方向和y轴方向平移。
13.较佳地,所述角度调整装置包含旋转电机、装置架体及供马达壳套装的旋转模座,所述装置架体滑设于所述框架并与所述第一驱动器的输出端装配连接,所述旋转电机安装于所述装置架体,所述旋转电机的输出端沿所述框架的z轴方向向上布置,所述旋转模座位于所述旋转电机的正上方并与所述旋转电机的输出端装配连接。
14.较佳地,所述框架为方形框架,所述料盘上料装置、取放机械手、ccd视觉装置及角度调整装置各被所述框架从四周包围,所述定位模座在滑移至所述上料位置时滑出所述框架,所述定位模座在滑移至所述定位位置时滑入所述框架。
15.较佳地,所述第一驱动器和第二驱动器为直线气缸或直线油缸。
16.与现有技术相比,借助料盘上料装置,实现料盘批量上料以达到马达壳存量多的目的;借助取放机械手,用于将料盘上料装置所输送来的料盘中的马达壳转移至避让位置的角度调整装置处,由角度调整装置在ccd视觉装置的配合下调整该角度调整装置上的马达壳角度,再由取放机械手将避让位置的角度调整装置上的被调整角度后的马达壳转移至定位位置的定位模座,实现马达壳在定位模座上的精确定位,从而使得马达壳精确地转送至后续的组装设备中;当最上方的一个料盘中的马达壳被全部取出后,由取放机械手将空的料盘转送,以确保马达壳继续上料;因此,本实用新型的马达壳自动上料机具有存物多、节省人工和确保上料位置准确性的优点。
附图说明
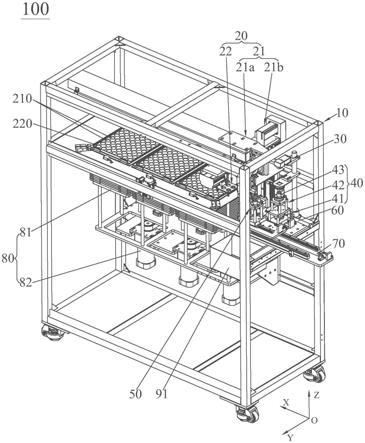
17.图1是本实用新型的马达壳自动上料机的立体结构示意图。
18.图2是本实用新型的马达壳自动上料机中的料盘上料装置安装于部分框架并显示出料盘和马达壳的立体结构示意图。
19.图3是图2所示的料盘上料装置的立体结构示意图。
20.图4是本实用新型的马达壳自动上料机中的ccd视觉装置、角度调整装置、定位模座、第一驱动器、第二驱动器、滑座及第三驱动器安装于部分框架且在角度调整装置切换至
检测位置及定位模座切换至定位位置时的立体结构示意图。
21.图5是本实用新型的马达壳自动上料机中的ccd视觉装置、角度调整装置、定位模座、第一驱动器、第二驱动器、滑座及第三驱动器安装于部分框架且在角度调整装置切换至避让位置及定位模座切换至定位位置时的立体结构示意图。
22.图6是本实用新型的马达壳自动上料机中的ccd视觉装置、角度调整装置、定位模座、第一驱动器、第二驱动器、滑座及第三驱动器安装于部分框架且在角度调整装置切换至避让位置及定位模座切换至上料位置时的立体结构示意图。
23.图7是本实用新型的马达壳自动上料机中的取放机械手的立体结构示意图。
具体实施方式
24.下面结合给出的说明书附图对本实用新型的较佳实施例作出描述。
25.请参阅图1,本实用新型的马达壳自动上料机100适用对马达壳210定位和上料,包括框架10、取放机械手20、ccd视觉装置30、角度调整装置40、定位模座50、第一驱动器60、第二驱动器70及用于承载批量料盘220的料盘上料装置80。料盘上料装置80安装于框架10并使批量料盘220沿框架10的z轴方向向上上料,取放机械手20安装于框架10并位于料盘上料装置80的对应上方,以便于取放机械手20从料盘220的上方抓取该料盘220中的马达壳210,以及从料盘220的上方将空的料盘220取走,以确保每个料盘220中的马达壳210顺利取放操作。角度调整装置40和定位模座50各位于料盘上料装置80的旁边,以缩短取放机械手20将马达壳210转送至角度调整装置40处的路程,以及缩短角度调整装置40处的马达壳210往定位模座50处转移的路程;角度调整装置40和定位模座50还水平地滑设于框架10,以使得角度调整装置40和定位模座50各能在框架10上做水平滑移。第一驱动器60安装于框架10,由框架10为第一驱动器60提供支撑和固定安装的场所;第一驱动器60选择性地驱使角度调整装置40滑移至靠近料盘上料装置80的避让位置(见图5或图6所示)或滑移至远离料盘上料位置80的检测位置(见图4所示),当角度调整装置40切换至避让位置时,取放机械手20可靠地将料盘220中的马达壳210转移到角度调整装置40处,或将角度调整装置40中的马达壳210往定位模座50转移。ccd视觉装置30安装于框架10并位于检测位置的角度调整装置40的正上方,用于对切换至检测位置时的角度调整装置40中的马达壳210进行拍照。第二驱动器70安装于框架10,由框架10为第二驱动器70提供支撑和固定安装的场所;第二驱动器70选择性地驱使定位模座50滑移至靠近料盘上料装置80的定位位置(见图4和图5所示)或滑移至远离料盘上料位置80的上料位置(见图6所示),以缩短取放机械手20将处于避让位置时的角度调整装置40处的马达壳210转移至处于定位位置时的定位模座50处的路程,而切换至上料位置时的定位模座50能避开框架10的阻挡,从而便于外界机械手将切换至上料位置时的定位模座50中的马达壳210取走。
26.其中,取放机械手20用于将料盘上料装置80所输送来的料盘220中的马达壳210转移至避让位置的角度调整装置40处,角度调整装置40在ccd视觉装置40的配合下调整该角度调整装置40上的马达壳210角度,取放机械手20还用于将避让位置的角度调整装置40上的被调整角度后的马达壳210转移至定位位置的定位模座50。具体地,在图1、图4、图5及图6中,角度调整装置40和定位模座50两者沿框架10的x轴方向位于料盘上料装置80的同一侧的旁边,角度调整装置40和定位模座50两者还沿框架10的x轴方向滑移,角度调整装置40和
定位模座50两者沿框架10的y轴方向相隔开,这样布置使得角度调整装置40、定位模座50和料盘上料装置80三者之间的布置更合理紧凑,并有效地缩短取放机械手20转移马达壳210的路程,从而提高马达壳210的转送效率。更具体地,如下:
27.如图1至图3所示,料盘上料装置80为三个且沿框架10的x轴方向排列,这样大大地增加了马达壳210存放的数量,因而减少操作人员上下料盘220的次数;当然,根据实际需要,料盘上料装置80的数量还可以为一个、二个或四个不等,但不以上述的说明为限。需要说明的是,当料盘上料装置80为二个或更多时,此时一个料盘上料装置80可作为空的料盘220堆叠回收,即取放机械手20将空的料盘220取放于该料盘上料装置80处进行批量堆放,从而实现空的料盘220批量取下的目的;当料盘上料装置80为三个以上(含三个)时,此时可将其的一个料盘上料装置80作为空的料盘220的批量堆放下料,因而可在不停机下的情况下实现空的料盘220批量下料和装满马达壳210的料盘220批量上料的操作。具体地,在图2和图3中,料盘上料装置80包含料盘托架81、升降电机82、升降丝杆83及升降丝母84;料盘托架81沿框架10的z轴方向滑设于框架10,以使得料盘托架81能在框架10上做z轴方向的滑移;升降丝杆83沿框架10的z轴方向布置并可转动地装配于框架10,由框架10为升降丝杆83提供支撑和固定安装的场所;升降丝母84可沿框架10的z轴方向滑移地套装于升降丝杆83,升降丝母84还与料盘托架81固定连接;升降电机82位于料盘托架81的下方,升降电机82安装于框架10并驱使升降丝杆83旋转;故在升降丝杆83的旋转过程中,带动升降丝母84沿升降丝杆83上滑移,由于料盘托架81与升降丝母84固定,故使得料盘托架81与升降丝母84一起于升降丝杆83上滑移,实现批量料盘220向上精准上料的目的。举例而言,在图2和图3中,升降电机82是通过带传动方式驱使升降丝杆83旋转,这样可使得升降电机82和升降丝杆83在框架10上错开布置,当然,根据实际需要,升降电机82也可以采用链传动方式或齿轮传动方式去驱使升降丝杆83旋转,或者由升降电机82直接驱使升降丝杆83旋转,即升降丝杆83与升降电机82的输出端直接固定连接,但不以上述说明为限。
28.如图1所示,本实用新型的马达壳自动上料机100还包括安装于框架10的次品收集容器91,次品收集容器91沿框架10的y轴方向位于定位模座50的背对角度调整装置40的一侧旁边,例如图1中的定位模座50的前侧的旁边,一方面对次品的马达壳210进行批量收集,另一方面缩短取放机械手20转送次品的马达壳210的路程。
29.如图4至图6所示,本实用新型的马达壳自动上料机100还包括滑座92及第三驱动器93。滑座92滑设于框架10,以使得滑座92能在框架10上滑移;滑座92与第二驱动器70的输出端装配连接,定位模座50滑设于滑座92,第三驱动器93安装于滑座92,第三驱动器93的输出端与定位模座50装配连接,以借助第三驱动器93而使得定位模座50可在滑座92上做小行程范围的平移,借助第二驱动器70而实现定位模座50大行程范围平移的目的。举例而言,第一驱动器60和第二驱动器70各为直线气缸或直线油缸,同样,第三驱动器93为直线气缸或直线油缸,但不以此说明为限。
30.如图7所示,取放机械手20包含xy轴移载模组21、料盘取放装置22及马达壳取放装置23。xy轴移载模组21安装于框架10,由框架10提供支撑和固定安装的场所;料盘取放装置22和马达壳取放装置23同时安装于xy轴移载模组21的输出端,由xy轴移载模组21驱使料盘取放装置22和马达壳取放装置23一起沿框架10的x轴方向和y轴方向平移,以满足马达壳取放装置23取放马达壳210及料盘取放装置22取放空的料盘220运动要求。具体地,xy轴移载
模组21是包含彼此组装在一起的x轴移载模组21a和y轴移载模组21b,x轴移载模组21a和y轴移载模组21b中的一者安装于框架10,而料盘取放装置22和马达壳取放装置23同时安装于x轴移载模组21a和y轴移载模组21b中的另一者。举例而言,x轴移载模组21a和y轴移载模组21b各可由电机、丝杆、丝母和平移座构成,或者,可由电机、主带轮、从带轮、套设于主带轮和从带轮的皮带及平移座构成,但它们关系是本领域所熟知的,故在此不再赘述;另,料盘取放装置22及马达壳取放装置23采用真空吸附方式进行取放作动。
31.如图4至图6所示,角度调整装置40包含旋转电机41、装置架体42及供马达壳210套装的旋转模座43。装置架体42滑设于框架10并与第一驱动器60的输出端装配连接,旋转电机41安装于装置架体42,旋转电机41的输出端411沿框架10的z轴方向向上布置,旋转模座43位于旋转电机41的正上方并与旋转电机41的输出端411装配连接,以简化旋转模座43与旋转电机41之间的装配关系,并能精准地控制马达壳210调整角度。
32.如图1所示,框架10为方形框架,料盘上料装置80、取放机械手20、ccd视觉装置30及角度调整装置40各被框架10从四周包围,定位模座50在滑移至上料位置时滑出框架10,定位模座50在滑移至定位位置时滑入框架10,这样设计避免外界的干扰,提高工作的可靠性,并适应于狭窄的空间场合。
33.与现有技术相比,借助料盘上料装置80,实现料盘220批量上料以达到马达壳210存量多的目的;借助取放机械手20,用于将料盘上料装置80所输送来的料盘220中的马达壳210转移至避让位置的角度调整装置40处,由角度调整装置40在ccd视觉装置30的配合下调整该角度调整装置40上的马达壳210角度,再由取放机械手20将避让位置的角度调整装置40上的被调整角度后的马达壳210转移至定位位置的定位模座50,实现马达壳210在定位模座50上的精确定位,从而使得马达壳210精确地转送至后续的组装设备中;当最上方的一个料盘220中的马达壳210被全部取出后,由取放机械手20将空的料盘220转送,以确保马达壳210继续上料;因此,本实用新型的马达壳自动上料机100具有存物多、节省人工和确保上料位置准确性的优点。
34.需要说明的是,“角度调整装置40在ccd视觉装置30的配合下调整该角度调整装置40上的马达壳210角度”是指:ccd视觉装置30对切换至检测位置时的角度调整装置30中的马达壳210进行拍照,并将拍照反馈给与马达壳自动上料机100电性连接的控制器,由控制器处理以获得马达壳210需要调整角度的信息,从而由角度调整装置40根据该信息去调整马达壳210的角度;但这些都是本领域非常熟知的手段,故在此不再赘述。另,在图1中,框架10的长度方向为x轴方向,框架10的宽度方向为y轴方向,框架10的高度方向为z轴方向。
35.以上所揭露的仅为本实用新型的较佳实例而已,其作用是方便本领域的技术人员理解并据以实施,当然不能以此来限定本实用新型之权利范围,因此依本实用新型申请专利范围所作的等同变化,仍属于本实用新型所涵盖的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1