一种多功能转塔式自动化包装设备用自适应夹爪机构的制作方法
:
1.本实用新型涉及转塔式包装设备的夹持装置领域,主要涉及一种多功能转塔式自动化包装设备用自适应夹爪机构。
背景技术:
2.夹持装置在自动化设备上应用十分广泛,自动化设备的每一道工序之间甚至是每一个动作之间的交接都需要夹持系统。夹持系统就像人类的手一样在自动化设备中起到完全不可或缺的作用,因此夹持装置的功能性非常重要。
3.在本实用新型未出现之前,转塔式自动化包装设备的夹持装置只能兼顾单一重量的物料袋宽度的夹持机构,一种包装设备也只能灌装一种重量的包装,很大程度上限制了客户的需求,同时也因为需要灌装不同重量的包装必须采购不同的设备,这样也给灌装企业增加了设备采购成本合场地使用成本,不能满足自动化包装的使用要求。
技术实现要素:
4.本实用新型目的就是为了弥补已有技术的缺陷,提供一种多功能转塔式自动化包装设备用自适应夹爪机构,目的在于解决了上述背景技术提出的问题。
5.本实用新型是通过以下技术方案实现的:
6.一种多功能转塔式自动化包装设备用自适应夹爪机构,包括有相对设置的左夹袋装置和右夹袋装置,所述左夹袋装置和右夹袋装置的结构相同运动方向相反,所述左夹袋装置和右夹袋装置分别包括有安装支架一,所述安装支架一上分别设有导轨,所述导轨上导向安装有间隔设置的可移动的前滑块和后滑块,所述前滑块的导向移动分别通过其下方的丝杆组件驱动,所述前滑块上安装有拉紧气缸,所述后滑块通过前滑块上的拉紧气缸驱动,所述后滑块上安装有夹爪支架,所述夹爪支架的前端部分别安装有夹板和可翻转的夹袋板,所述夹袋板分别安装在转动夹板上,所述转动夹板的夹紧翻转动作分别通过其后方的夹袋气缸驱动,且夹持时左夹袋装置和右夹袋装置的转动夹板的夹持动作一致。
7.所述的安装支架一包括有底板一、安装板以及立板一组成的基本框架,所述底板一的一侧安装有安装板,所述安装板与底板一之间通过立板一加固,所述导轨安装在安装板的前侧,所述前滑块组装在导轨的左边一端,后滑块组装在导轨的右边一端。
8.所述的丝杆组件包括有丝杆,所述丝杆的一端分别通过轴承和端盖转动安装在安装支架一的立板一上,所述丝杆的另一端通过轴承和端盖转动安装在安装支架二上,所述丝杆的转动通过其端部的从动轮驱动,所述从动轮通过传动带与电机输出端的主动轮之间传动连接,所述电机固定安装在导轨下方的立板上。
9.所述的安装支架二固定安装在安装支架安装板的后端面上,所述安装支架二包括有底板二,所述底板二的一侧安装有立板二,所述轴承固定安装在立板二上,所述立板二通过侧板与底板加固连接,所述安装支架二端对应的丝杆端部安装有感应板。
10.所述的丝杆上安装有丝杆螺母,所述丝杆螺母上通过连接板一与前滑块上的气缸
支架连接,所述气缸支架包括有用于支撑拉紧气缸的底板三,所述底板三的后端部安装有用于固定拉紧气缸的气缸安装板,所述拉紧气缸的活塞杆伸出端与后滑块的夹爪支架连接。
11.所述的夹爪支架包括有底板四,所述底板四的前端部设有用于安装夹板的凹槽,所述底板四的中部安装有连接固定框,所述连接固定框通过两侧的加强板一以及后端的加强板二围成,两侧加强板一的前端部分别连接有支耳,所述支耳通过销轴二与转动夹板的底端转动连接,所述转动夹板的夹持端面的上端部安装有夹袋板,后端的加强板二连接有用于安装夹袋气缸的气缸尾座板,所述气缸尾座板的后方连接有驱动立板。
12.所述的夹袋气缸的缸体端通过气缸尾座安装在气缸尾座板上,所述气缸尾座包括有安装底板,所述安装底板用于安装夹袋气缸的缸体端部,所述安装底板的后端安装有与气缸尾座板铰接连接的连接板二,所述连接板二与气缸尾座板之间通过尾座销连接。
13.所述夹袋气缸的活塞杆伸出端通过鱼眼接头和转动夹板的中间位置通过传动销一连接。
14.其原理是:通过将夹爪动作分拆成两部分,一部分是丝杆组件足驱动前滑块在导轨上的水平移动部分,同时前滑块上的拉紧气缸驱动后滑块的移动,此移动用于调整宽度,从而满足不同物料袋宽度的要求,另一部分是翻转夹持部分,通过后滑块上的夹袋气缸驱动转动夹板翻转,从而实现对物料袋的夹持,水平驱动和翻转驱动可通过控制的电机系统进行驱动,其完全可以按照客户不同的包装袋自动完成夹持间距的调整,使得自动化包装设备完成不同规格的包装,增加了夹爪机构的使用范围,满足了包装行业通用性的要求。
15.本实用新型的优点是:
16.本实用新型结构设计合理,通过水平驱动实现夹持宽度上的可调,通过翻转实现不同厚度的夹紧需要,其结合可以按照客户不同的包装袋自动完成夹持间距的调整,使得自动化包装设备完成不同规格的包装,满足了自动化包装的使用要求。
附图说明:
17.图1为本实用新型的主视图;
18.图2为本实用新型的右视图;
19.图3为本实用新型的后视图;
20.图4为本实用新型的俯视图;
21.图5为本实用新型的局部仰视图;
22.图6为气缸支架的轴测示意图;
23.图7为夹爪支架的轴测示意图;
24.图8为转动夹板的轴测示意图;
25.图9为气缸尾座的主视图;
26.图10为气缸尾座的右视图;
27.图11为安装支架二的主视图;
28.图12为安装支架二的右视图;
29.图13为安装支架二的俯视图;
30.图14为夹袋装置的工作示意图。
31.附图标记:
32.左夹袋装置1、右夹袋装置2、安装支架一200、安装板2001、立板一2002、底板一2003、导轨2004、前滑块2005、后滑块2006、夹爪支架3、底板四300、支耳301、加强板一302、加强板二303、气缸尾座板304、驱动立板305、夹板 306、气缸尾座4安装底板400、连接板二401、气缸支架5、连接板一500、底板三501、气缸安装板502、安装支架二6、底板二600、侧板601、立板二602、转动夹板7、转动销一8、转动销二9、夹袋气缸10、夹袋板11、拉紧气缸12、丝杆螺母13、丝杆14、感应板15、端盖16、从动轮17、电机18、主动轮19、传动带20、尾座销21。
具体实施方式:
33.参见附图。
34.一种多功能转塔式自动化包装设备用自适应夹爪机构,包括有相对设置的左夹袋装置1和右夹袋装置2,左夹袋装置1和右夹袋装置2的结构相同运动方向相反,左夹袋装置1和右夹袋装置2分别包括有安装支架一200,安装支架一200上分别设有导轨2004,导轨2004上导向安装有间隔设置的可移动的前滑块2005 和后滑块2006,前滑块2005的导向移动分别通过其下方的丝杆组件驱动,前滑块2005上安装有拉紧气缸12,后滑块2006通过前滑块上的拉紧气缸12驱动,后滑块2006上安装有夹爪支架3,夹爪支架3的前端部分别安装有夹板306和可翻转的夹袋板11,夹袋板11分别安装在转动夹板7上,转动夹板7的夹紧翻转动作分别通过其后方的夹袋气缸10驱动,且夹持时左夹袋装置和右夹袋装置的转动夹板7的夹持动作一致。
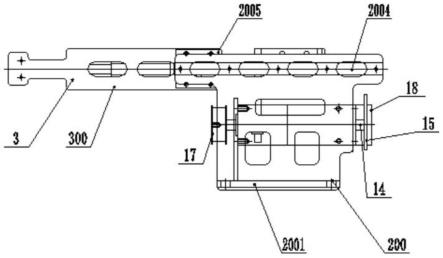
35.进一步,安装支架一200包括有底板一2003、安装板2001以及立板一2002组成的基本框架,底板一2003的一侧安装有安装板2001,安装板2001与底板一2003之间通过立板一2002加固,导轨2004安装在安装板2001的前侧,前滑块2005组装在导轨的左边一端,后滑块2006组装在导轨的右边一端。
36.进一步,丝杆组件包括有丝杆14,丝杆14的一端分别通过轴承和端盖16 转动安装在安装支架二的立板上,丝杆的另一端通过轴承和端盖16转动安装在安装支架二6上,丝杆14的转动通过其端部的从动轮17驱动,从动轮17通过传动带20与电机18输出端的主动轮19之间传动连接,电机18固定安装在导轨下方的立板上。安装支架二6固定安装在安装支架安装板的后端面上,安装支架二6包括有底板二600,底板二600的一侧安装有立板二602,轴承固定安装在立板二602上,立板二602通过侧板601与底板二600加固连接,安装支架二6端对应的丝杆端部安装有感应板15,通过感应板感应气缸支架的移动位置。丝杆14 上安装有丝杆螺母13,丝杆螺母13上通过连接板一500与前滑块2005上的气缸支架5连接,气缸支架5包括有用于支撑拉紧气缸的底板三501,底板三501的后端部安装有用于固定拉紧气缸的气缸安装板502,拉紧气缸12的活塞杆伸出端与后滑块2006的夹爪支架连接。气缸支架5的连接板500的槽口端槽口与丝杆14上的丝杆螺母13连接。
37.进一步,夹爪支架3包括有底板四300,底板四300的前端部设有用于安装夹板的凹槽,夹板306安装在底板300前端的凹槽内。夹袋板11安装在转动夹板7的前端的凹槽内,底板四300的中部安装有连接固定框,连接固定框通过两侧的加强板一302以及后端的加强板二303围成,两侧加强板一302的前端部分别连接有支耳301,支耳301通过销轴二9与转动夹板7的底端转动连接,转动夹板7的夹持端面的上端部安装有夹袋板11,后端的加强板二303
连接有用于安装夹袋气缸10的气缸尾座板304,气缸尾座板304的后方连接有驱动立板305。夹袋气缸10的缸体端通过气缸尾座4安装在气缸尾座板304上,气缸尾座4包括有安装底板400,安装底板400用于安装夹袋气缸10的缸体端部,安装底板 400的后端安装有与气缸尾座板304铰接连接的连接板二401,连接板二401与气缸尾座板304之间通过尾座销21连接。夹袋气缸10的活塞杆伸出端通过鱼眼接头和转动夹板7的中间位置通过传动销一8连接。
38.工作时:根据物料袋宽度需求,右夹袋装置2上的夹持机构由电机18驱动主动轮19、传动带20、从动轮17带动丝杆14转动,丝杆14转动带动气缸支架 5沿丝杆14轴向移到,支架5通过拉紧气缸12与夹爪支架3连接带动夹爪支架 3同时移动,与左夹袋装置1合适间距。当物料袋到达此夹爪机构时夹袋气缸10 的导杆伸出带动转动夹板7向夹板306转动靠近夹持住物料袋,当完成灌装袋口脱离灌装口时拉紧气缸12导杆收缩带动夹爪支架3向后移动将物料袋口向两边拉紧传递给下一道工序进行生产。
39.以上所述仅为本实用新型的较佳实施例而已,并不用以限制本实用新型,凡在本实用新型的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1